La plaque de bridage zéro-point NEXTAS crée une base standardisée pour les montages, étaux et outillages spéciaux. Elle aide à réduire le temps de préparation, à améliorer la répétabilité et à garder la table machine prête pour des changements plus rapides.
Familles 52 / 96 mm
Étau, pallet & base de fixation
D'abord manuel, automation-ready ensuite
Délai : confirmé après examen des plans, quantités et du périmètreMOQ: 1 unitéPaiement: T/T · L/CISO 9001 / 14001Fournisseur Vérifié MIC
Choisissez cette page quand la table de la machine a besoin d'un référentiel standard reproductible
C'est la première étape la plus propre pour les étaux, les plaques de palette et les montages modulaires qui nécessitent des échanges plus rapides sans imposer un projet d'automatisation complet dès le départ.
Comparer d'abord
Vérifiez la famille 52 / 96 mm, l'empreinte de la plaque et le chemin de mise à niveau futur
Cette comparaison indique généralement aux acheteurs si une plaque de référentiel manuel suffit maintenant ou si une route pneumatique ou compatible APC devrait être planifiée plus tôt.
Aller plus loin
Utilisez les raccourcis plutôt que de parcourir la page entière
Accédez directement à la sélection, l'intégration et la maintenance quand la planification de la mise en page est le véritable goulot d'étranglement décisionnel.
Interface machine standardisée: Créez instantanément une grille universelle sur la table de votre machine, permettant de monter n'importe quel montage ou palette avec un alignement parfait à chaque fois.
Rigidité et stabilité exceptionnelles: Rectifiées avec précision à partir de matériaux de haute qualité, nos plaques offrent une base solide et stable qui absorbe les vibrations et résiste aux fortes forces de coupe.
Véritable modularité: Disponible en plusieurs tailles et configurations (module simple, double, quadruple) pour s'adapter à toute table de machine et application, des petits étaux aux grands montages sur cube (tombstone).
Implémentation Plug-and-Play: Simplifie considérablement l'adoption d'un système point zéro. Il suffit de boulonner la plaque aux rainures en T de votre machine et de raccorder l'alimentation en air pour commencer à réduire le temps de réglage.
Transmission rapide du projet
Envoyez le modèle de machine, la pièce et le temps de cycle visé
Nous utiliserons vos données process pour proposer la bonne configuration, les options catalogue pertinentes et le bon point de contact pour cette page produit.
Options de contact rapides
Besoin de plans ou d’une réponse rapide ? WhatsApp/E-mail.
Machine et interface
Partagez le modèle de machine, l’interface table ou broche, l’encombrement disponible et si le projet est un retrofit ou une nouvelle ligne.
Pièce et objectif de bridage
Indiquez la taille de la pièce, la matière, la logique actuelle de bridage, le volume et si le projet concerne usinage, contrôle ou transfert.
Précision et objectif d’automatisation
Ajoutez la répétabilité visée, les besoins en force de serrage, le plan palettes, le transfert robot et le premier goulot de cycle à traiter.
Grilles standard 52mm, 96mm, 200mm, ou motifs personnalisés
Système de montage
Conçu pour tables à rainures en T standard ou montage direct
Traitement de surface
Revêtement résistant à la corrosion
Conçue comme une fondation solide comme le roc
La plaque point zéro NEXTAS constitue la liaison mécanique entre la machine et le bridage. La famille manuelle utilise des interfaces de positionnement trempées et les standards datum 52 mm / 96 mm comme base répétable pour étaux, palettes et montages. Elle ne nécessite pas d’air comprimé ; le déverrouillage piloté par machine relève de la famille pneumatique indépendante.
Conception de module standard 52mm/96mm
La plaque point zéro manuelle adopte une conception de module standard de l'industrie en 52mm/96mm, assurant une forte compatibilité avec les systèmes d'outillage d'usinage CNC mondiaux. Cette standardisation évite les problèmes d'adaptation sur mesure, permettant une intégration transparente dans les petits ateliers comme dans les grandes installations de fabrication. Les deux tailles de modules répondent aux différents besoins de poids et de taille des pièces, augmentant la flexibilité pour diverses tâches d'usinage. Avec des pièces de rechange largement disponibles, la maintenance et le remplacement sont simplifiés. Pour les entreprises qui privilégient la cohérence, cette conception réduit les temps d'arrêt dus à un outillage incompatible, améliorant ainsi l'efficacité opérationnelle globale.
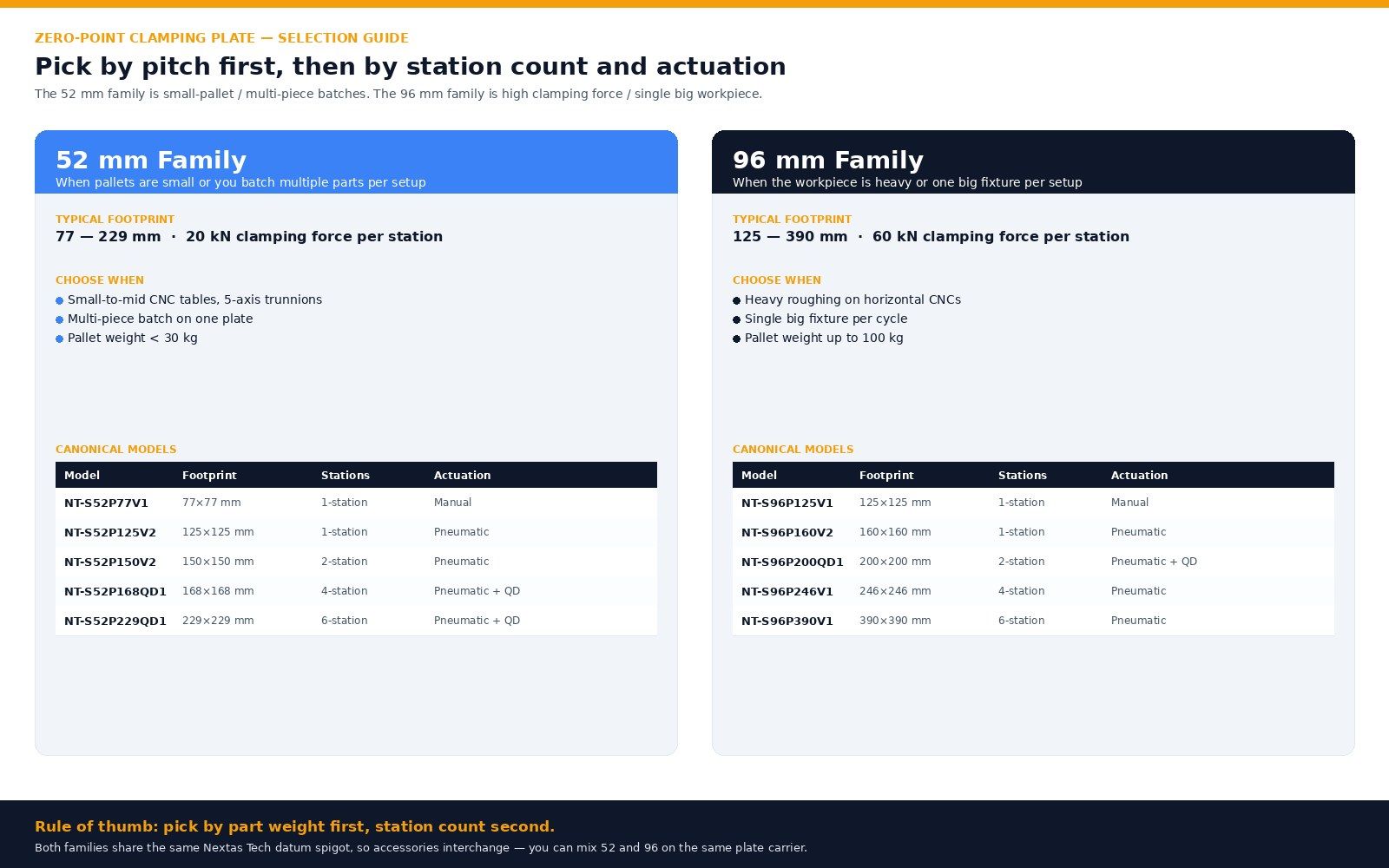
GUIDE DE SÉLECTION
Choisissez la bonne plaque zero-point en deux décisions
D'abord le pas (52 vs 96 mm), puis le nombre de stations et l'actionnement. Les deux familles partagent le même datum, les accessoires sont interchangeables.
Modèles canoniques de plaques zero-point — familles 52 mm et 96 mm
Famille
Modèle
Empreinte
Stations
Actionnement
Idéal pour
52 mm
NT-S52P77V1
77×77 mm
1
Manuel
Palettes compactes, 5 axes
52 mm
NT-S52P125V2
125×125 mm
1
Modèle pneumatique séparé
Lots multi-pièces
52 mm
NT-S52P150V2
150×150 mm
2
Modèle pneumatique séparé
CNC moyen, 4 axes
52 mm
NT-S52P168QD1
168×168 mm
4
Modèle pneumatique séparé + QD
Petites séries haut mix
52 mm
NT-S52P229QD1
229×229 mm
6
Modèle pneumatique séparé + QD
Multi-station lourd
96 mm
NT-S96P125V1
125×125 mm
1
Manuel
Ébauche lourde, une pièce
96 mm
NT-S96P160V2
160×160 mm
1
Modèle pneumatique séparé
Modèle pneumatique séparé pour CNC horizontal
96 mm
NT-S96P200QD1
200×200 mm
2
Modèle pneumatique séparé + QD
Palettes horizontales rapides
96 mm
NT-S96P246V1
246×246 mm
4
Modèle pneumatique séparé
Multi-montage lourd
96 mm
NT-S96P390V1
390×390 mm
6
Modèle pneumatique séparé
Grandes pièces, multi-station
Comment choisir la bonne plaque de serrage à point zéro
Une plaque de serrage à point zéro est plus qu’une « plaque de base »: elle devient votre interface machine standardisée. Bien choisir la configuration dès le départ apporte une précision répétable, des changements plus rapides et une voie plus simple vers la palettisation.
1) Dimensions & fixation
Adaptez l’empreinte de la plaque au déplacement de la table et au motif des rainures en T. Prévoyez des dégagements pour les trajectoires, l’écoulement du liquide de coupe et l’évacuation des copeaux. Pour des changements fréquents, beaucoup d’ateliers standardisent une « plaque maison » par machine.
2) Implantation des modules & pas
Choisissez un pas standard 52 mm/96 mm pour une compatibilité large avec palettes, étaux et montages. Besoin de pièces plus grandes ou de passes lourdes? Un écartement plus large (ou des modules supplémentaires) augmente la rigidité et la capacité de charge.
3) Stratégie de bridage
En production multi-références, privilégiez les étaux à changement rapide et des palettes standardisées. En 4/5 axes, visez rigidité, hauteur Z et positionnement répétable pour passer du CNC à la CMM sans re-bridage.
Plaque à point zéro vs rainures en T traditionnelles
Plaque à point zéro vs rainures en T traditionnelles — données techniques
Interface standard pour palettes, étaux et montages
Flux d’inspection
Souvent besoin de re-bridage
CNC → CMM sur la même palette / même référence zéro
Si votre atelier change souvent de job, fait des petites séries ou vise l’automatisation, une plaque à point zéro se rentabilise généralement en augmentant le temps de broche et en réduisant la variabilité de réglage.
Checklist d’installation & de maintenance
Monter & mettre à niveau: Fixez la plaque sur la table et vérifiez le contact plan. Respectez les couples recommandés du catalogue.
Contrôler le déverrouillage manuel : Insérez complètement les tirettes correspondantes et testez la séquence manuelle de verrouillage et de déverrouillage avant usinage.
Vérifier la course: Testez les cycles ouverture/fermeture et confirmez l’engagement régulier de tous les modules.
Garder les interfaces propres: La gestion des copeaux est essentielle. Un essuyage rapide ou un soufflage avant chargement améliore la répétabilité.
Contrôles réguliers : Inspectez surfaces de positionnement, tirettes et visserie selon vos conditions de copeaux et de lubrification.
Astuce: si vous prévoyez un pool de palettes ou l’automatisation, standardisez tôt les motifs et interfaces de palettes – cela évite des reprises plus tard.
Planificateur de configuration (modules, trame et cas d’usage)
Utilisez ce guide rapide lorsque vous choisissez une plaque de bridage zéro-point pour CNC (changements fréquents, palettisation, ou montage 5 axes). L’objectif est de standardiser l’interface (plaque + palette/montage) tout en gardant un bon dégagement outil, une évacuation des copeaux propre et un accès pratique au déverrouillage manuel.
VMC forte variabilité (étau à changement rapide)
Configuration recommandée
Trame 52mm/96mm alignée sur la base de l’étau; garder les ports d’air accessibles
Pourquoi c’est efficace
Changement en minutes sans comparateur; offsets plus stables d’une série à l’autre
Notes
Mettre en place un rituel “souffler + essuyer” avant chaque chargement
HMC avec tombstone (multi-faces)
Configuration recommandée
Écartement de modules plus large; positionnement symétrique sous l’empreinte
Pourquoi c’est efficace
Rigidité accrue pour passes lourdes et usinage multi-côtés
Notes
Prévoir le flux copeaux/refroidissement pour garder les faces d’appui propres
Montage 5 axes (faible hauteur Z)
Configuration recommandée
Plaque basse + base compacte; modules placés pour éviter les collisions
Pourquoi c’est efficace
Meilleur accès outil sur trunnion/table basculante
Notes
Prioriser rigidité et accès au palpage/contrôle en cours d’usinage
Standardiser un motif palette + orientation fixe; définir collecteur et raccords rapides
Pourquoi c’est efficace
La plaque manuelle standardise les datums ; le déverrouillage automatique exige une plaque pneumatique conçue séparément.
Notes
Étiqueter les palettes et verrouiller la stratégie de références (datums)
Palette CNC → CMM
Configuration recommandée
Reproduire le motif côté contrôle; conserver des datums cohérents
Pourquoi c’est efficace
Réduit les erreurs de re-bridage et facilite la vérification true position
Notes
Suivre la variation de re-pose après nettoyage pour valider la répétabilité réelle
Mots-clés longue traîne: plaque zéro point CNC, trame 52mm 96mm, base tombstone HMC, palettisation 5 axes.
Mise à niveau pneumatique séparée — checklist d’ingénierie
Beaucoup de soucis de répétabilité viennent de fondamentaux: pression instable, humidité/huile, copeaux sur les surfaces de référence. Utilisez ce checklist pour le bridage zéro-point pneumatique (valeurs exactes à confirmer dans le catalogue).
Pression stable
Cible
Plage atelier typique (souvent ~5–8 bar) sans chute lors des cycles
Pourquoi c’est important
Force de bridage constante et assise répétable
Filtration & séparateur d’eau
Cible
Filtre + piège à eau près de la machine; purge régulière
Pourquoi c’est important
Protège joints et réduit risques de collage/fuite
Raccords propres
Cible
Éviter la brume de coolant; éloigner les flexibles du souffle de copeaux
Pourquoi c’est important
Moins de contamination et cycles d’ouverture/fermeture plus rapides
Test de fuite & cycles
Cible
Répéter plusieurs cycles après montage/maintenance
Pourquoi c’est important
Détecte les micro-fuites avant qu’elles ne créent de l’arrêt
Sécurité / interlocks
Cible
Intégrer l’état de bridage dans la logique CNC/robot si nécessaire
Pourquoi c’est important
Protège outil, montage et séquences d’automatisation
Intentions de recherche: pression air plaque zéro-point, maintenance module zéro-point, workholding palettisation.
Dépannage: répétabilité et bridage
En production forte variabilité, les petits détails s’additionnent: copeaux sur les références, couple de serrage inégal, air humide. Ce tableau aide à diagnostiquer rapidement les symptômes les plus fréquents.
Dérive de répétabilité après usinage très copeaux
Cause probable
Copeaux/débris sur les faces de référence ou sous la base du montage
Action rapide
Souffler + essuyer; re-poser et re-contrôler
Prévention
Ajouter “nettoyer avant bridage” à chaque changement
Verrouillage incomplet / engagement irrégulier
Cause probable
Pression faible, micro-fuite ou raccords contaminés
Action rapide
Vérifier régulateur, raccords, FRL; refaire test de cycles
Prévention
Garder raccords au sec; purger le piège à eau
Montage qui “bascule” / assise inégale
Cause probable
Surface non propre/non plane ou déformation au serrage
Action rapide
Desserrer, nettoyer, resserrer en croix
Prévention
Couple contrôlé + procédure de montage documentée
Ouverture/fermeture lente
Cause probable
Air humide/contaminé augmentant la friction valves/joints
Action rapide
Contrôler filtration, séchage et cheminement des flexibles
Prévention
Planifier la maintenance des filtres selon l’environnement copeaux/coolant
Fuite d’air audible
Cause probable
Joints usés ou raccords endommagés
Action rapide
Inspecter joints/raccords; remplacer les consommables
Prévention
Tracer les cycles et intervalles de service sur les cellules critiques
Une plaque à point zéro excelle lorsqu’elle devient votre interface de référentiel standardisée: la pièce reste sur la même palette/montage de l’usinage au contrôle, puis retour. Cela réduit l’erreur de re-bridage et rend la répétabilité mesurable.
Figerez la stratégie de datums: Définissez les datums A/B/C (ou un schéma de palpage) et gardez-les cohérents entre programmes CNC et routines de contrôle.
Usiner sur la palette: Ébauche + finition en gardant les mêmes références. Enregistrez les offsets et résultats de palpage en cours d’usinage.
Contrôler sur CMM sans re-bridage: Transférez la palette/montage sur la CMM et vérifiez les caractéristiques critiques, true position et planéité – alignées sur le même jeu de datums.
Renvoyer les résultats au CNC: Mettez à jour les offsets d’usure ou appliquez des corrections maîtrisées. Répétez la même séquence de positionnement pour confirmer la stabilité.
Documenter la capabilité: Suivez la répétabilité de serrage, la dérive d’offset et la variation au re-positionnement (surtout après opérations générant beaucoup de copeaux).
Notes d’alignement palpage/CMM
Assure un transfert de datums CNC → CMM cohérent
Historique d’offsets (usure + correction)
Montre la stabilité et aide à réduire la non-conformité sur jobs répétés
Variation de re-positionnement après nettoyage
Valide la répétabilité en conditions réelles
Caractéristiques courantes à vérifier en CMM / contrôle (GD&T)
Quand la pièce reste sur la même palette/montage, vous pouvez suivre les tendances GD&T au fil des séries, détecter la dérive tôt et réduire les risques liés au re-bridage.
Position vraie
Planéité
Perpendicularité
Parallélisme
Concentricité
Profil de surface
Faux-rond
Variation de repositionnement
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Termes de recherche couverts: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, re-fixturing error reduction.
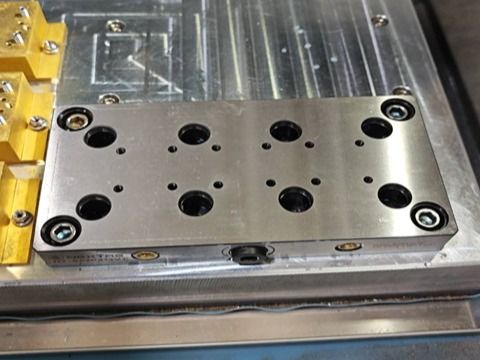
Voyez-le en action
Démonstration de la mise à niveau pneumatique séparée
Cet exemple montre la plaque pneumatique séparée, et non le produit manuel décrit sur cette page. Choisissez cette famille uniquement lorsqu’un déverrouillage piloté par machine ou une automatisation est requis ; la plaque manuelle évite toute tuyauterie d’air.
Potentiel avec un étau autocentrant
La plaque point zéro manuelle peut réduire les reprises d’alignement lorsqu’elle est associée à un étau autocentrant ; le gain réel dépend du processus initial, du montage et de la discipline opératoire. Les configurations traditionnelles nécessitent un alignement manuel répété, ce qui prend du temps et est sujet aux erreurs, nuisant à la qualité des pièces. Lorsqu'elle est associée à un étau autocentrant, la plaque utilise des références zéro pré-réglées et un centrage automatique, ce qui peut réduire les reprises d’alignement ; le temps réel dépend du montage, de la propreté et du mode opératoire. Ceci est vital pour la production à fort mix et faible volume avec des changements de tâches fréquents, car cela augmente l'utilisation et la production de la machine tout en maintenant la précision.
Polyvalent pour les centres d'usinage Verticaux/Horizontaux & Systèmes 3/4/5 Axes
La plaque point zéro manuelle est très polyvalente, s'adaptant aux centres d'usinage verticaux/horizontaux (VMC/HMC) et aux systèmes CNC 3 axes, 4 axes et 5 axes. Dans l'usinage vertical, elle stabilise les pièces pour le fraisage, le perçage et le taraudage. Dans les configurations horizontales, elle utilise la gravité pour soutenir des pièces plus longues/lourdes. Pour les tâches complexes sur 4/5 axes comme le contournage, son alignement précis assure la qualité. Elle sert des industries comme l'automobile, l'aérospatiale et la fabrication de dispositifs médicaux, éliminant le besoin de multiples outils spécialisés, réduisant les coûts et simplifiant la gestion des stocks.
Centres d'Usinage Horizontaux (HMC)
Utilisez les plaques de serrage comme base pour les montages sur cubes (tombstone), vous permettant de préparer et de charger une configuration complète de plusieurs pièces hors ligne et de l'échanger dans la machine en quelques minutes.
Centres d'Usinage Verticaux (VMC)
Équipez votre VMC d'une plaque de serrage pour passer rapidement entre différents étaux, tables rotatives 4ème axe ou montages spécifiques à la tâche sans longues procédures de réalignement.
Pools de Palettes Automatisés
La plaque manuelle peut standardiser le datum d’une future cellule, mais elle ne permet pas le déverrouillage robotisé. Pour l’automatisation, validez séparément la plaque pneumatique, les capteurs, les interverrouillages et l’interface du chargeur.
MMT & Inspection
Transférez une pièce directement de la CNC à la MMT sur la même palette, en utilisant une plaque de serrage identique comme référence. Cela élimine les erreurs de repositionnement et assure une mesure cohérente.
Étude de cas
Aide-mémoire: sélection • intégration • maintenanceCliquez pour afficherCliquez pour masquer
Les plaques de bridage à point zéro offrent une interface de référence répétable entre votre table machine et tout étau, montage ou palette. Ce guide couvre le choix entre les formats 52 mm et 96 mm, la préparation de votre machine pour l’installation de la plaque et le maintien documenté de la répétabilité par nettoyage, vérification et maintenance propres au modèle.
1) Sélection: choisir la bonne configuration
Montage d’étau et de petits montages
Commencez par…
Format 52 mm à déverrouillage manuel ; pour l’automatisation, évaluez la plaque pneumatique séparée.
Pourquoi c’est utile
La trame de boulonnage compacte laisse un maximum de surface de table pour plusieurs postes d’étau.
Montages lourds, tombstones ou grandes palettes
Commencez par…
Format de plaque 96 mm avec force de rappel supérieure et entraxe de boulonnage plus large.
Pourquoi c’est utile
Plus grande rigidité sous fortes charges d’ébauche et empilements élevés.
Changements fréquents de montage (atelier high-mix)
Commencez par…
Pour un déverrouillage par code M, concevez séparément la plaque pneumatique, les vannes, la détection et les interverrouillages.
Pourquoi c’est utile
Le temps de changement atteignable dépend du montage, du nettoyage, de la manutention et du mode opératoire ; mesurez-le sur le processus réel.
Première installation à budget maîtrisé
Commencez par…
Plaques à déverrouillage manuel — même répétabilité, coût initial plus bas, mise à niveau facile ensuite.
Pourquoi c’est utile
Commencez en manuel et passez au pneumatique quand le volume justifie l’investissement.
2) Intégration: à préparer avant l’installation
Préparation de la table
Choix typique
Rectifiez ou surfacez la table machine à plat; posez des pions pour la référence en rotation.
Astuce pratique
Une déformation de table de 0,01 mm se reporte directement en erreur Z sur la pièce — aplanissez d’abord.
Couple de serrage de la plaque
Choix typique
Respectez le couple indiqué sur la fiche d’installation; serrez en étoile.
Astuce pratique
Un couple irrégulier voile la plaque et détruit la répétabilité — utilisez une clé dynamométrique étalonnée.
Mise à niveau pneumatique séparée (hors plaque manuelle)
Choix typique
La plaque manuelle ne nécessite pas d’air ; confirmez pression et traitement selon la fiche du modèle pneumatique retenu.
Astuce pratique
Concevez l’installation et la maintenance uniquement avec la documentation du modèle pneumatique confirmé.
Alignement des pions d’indexation
Choix typique
Utilisez la jauge maître fournie avec la plaque pour vérifier la position des pions après installation.
Astuce pratique
Des pions décalés de seulement 0,02 mm provoquent un basculement — contrôlez au comparateur avant production.
3) Maintenance: stabiliser la répétabilité
Copeaux coincés entre la plaque et le récepteur
Symptôme précoce
La répétabilité se dégrade; les pièces sortent des tolérances.
Prévention / correctif rapide
Soufflez la face de la plaque avant chaque chargement de montage; ajoutez des protections copeaux en environnement chargé.
Usure des pions d’indexation
Symptôme précoce
Le montage s’assoit avec un léger jeu; le comparateur montre une dispersion en rotation.
Prévention / correctif rapide
Définissez l’intervalle et le seuil de remplacement selon la documentation du modèle, la charge d’usage et la répétabilité mesurée.
Corrosion sur la face de référence (exposition au lubrifiant)
Symptôme précoce
Piqûres visibles sur la surface d’appui; la dispersion Z augmente.
Prévention / correctif rapide
Essuyez avec une huile légère après les postes; envisagez des plaques inox pour les lubrifiants agressifs.
Dégradation des joints pneumatiques
Symptôme précoce
Déverrouillage lent, fuite d’air audible depuis le corps de la plaque.
Prévention / correctif rapide
Remplacez les joints selon le calendrier de maintenance; gardez un kit de joints de rechange en stock.
Besoin d’aide pour choisir entre les plaques 52 mm et 96 mm, ou d’un schéma de montage pour votre table?
01 Comment la plaque point zéro manuelle réduit-elle les reprises de réglage ?
La plaque manuelle conserve un datum fixe sur la machine. Un montage ou une palette avec les tirettes correspondantes peut être nettoyé, reposé puis verrouillé manuellement sans reprendre tout l’alignement. Le gain réel dépend du processus initial, du montage et de la discipline opératoire ; aucun pourcentage ni délai fixe n’est garanti.
02 Quelle est la répétabilité typique de cette plaque de serrage?
La valeur ≤ 0,005 mm est une référence nominale du catalogue pour la configuration confirmée, sous des conditions définies de montage, nettoyage et mesure. La répétabilité atteignable dépend du modèle, des faces d’appui, des tirettes, du couple et de la méthode de mesure ; elle est confirmée dans l’offre ou la commande.
03 Quelle est la différence entre une plaque de serrage en acier et en aluminium?
Choisissez l'**Acier** pour une rigidité maximale, l'amortissement des vibrations et la résistance à l'usure, idéal pour le fraisage lourd et les environnements de haute production. Choisissez l'**Aluminium** (généralement 7075-T6 de haute qualité) lorsque le poids est une préoccupation, comme sur les petites tables de machine avec des limites de charge, pour les cubes de bridage (tombstones) 4ème axe, ou dans les systèmes de changement de palettes automatisés où la réduction de masse est critique pour des échanges plus rapides.
04 Quel entretien nécessite la plaque point zéro manuelle ?
Nettoyez les faces d’appui et les tirettes avant chaque remise en place, gardez l’accès au déverrouillage manuel libre et contrôlez fixations et surfaces de contact selon un plan documenté. Cette version manuelle ne nécessite ni air comprimé, ni flexible, ni joint pneumatique.
05 Puis-je utiliser cette plaque pour l'inspection sur une MMT également?
Oui, c'est un avantage majeur. Vous pouvez usiner une pièce sur une palette bridée sur notre plaque sur la CNC, puis débrider la *palette entière* et la déplacer vers une MMT équipée d'une plaque à point zéro identique. Ce processus de 'montage unique' élimine les erreurs de repositionnement, car le système de coordonnées de la pièce est parfaitement préservé de l'usinage à l'inspection, améliorant considérablement le contrôle qualité et la cohérence.
06 Ces plaques sont-elles compatibles avec mes étaux autocentrants existants?
La compatibilité ne se déduit pas de la marque seule. Envoyez le plan de perçage, l’empreinte, la visserie, la hauteur admissible et les dégagements ; l’ingénierie confirmera le montage direct ou l’adaptateur, les tirettes et le temps de changement atteignable.
07 Quelle répétabilité puis-je attendre d’une plaque à point zéro?
En atelier, la répétabilité dépend surtout de la propreté des interfaces, de la gestion des copeaux et d’une séquence de serrage constante. Avec une interface propre et un montage rigide, vous obtenez une re-clamp repeatability stable pour transférer offsets et résultats de contrôle (CNC → CMM) en confiance.
08 Cette plaque manuelle nécessite-t-elle de l’air comprimé ?
Non. Les modèles décrits sur cette page se déverrouillent manuellement. Pour un déverrouillage piloté par la machine, un chargement robotisé ou un retour d’état, évaluez séparément la plaque point zéro pneumatique.