
Why hydraulic fixtures matter in automotive machining
Automotive machining rarely rewards generic holding. Cylinder heads, transmission covers, motor housings, rear subframes, and reinforced brackets all present different clamp directions, support needs, and distortion risks. A custom hydraulic fixture earns its place when the process needs repeatable force, stable location, and faster operator loading than manual clamping can deliver.
On the current NEXTAS custom hydraulic fixture offering, the positioning message is practical rather than flashy: rigid datum location, repeatable clamping force, automation-ready interfaces, and typical repeatability targets down to about ≤ 0.005 mm depending on the fixture architecture and part.
Where custom hydraulic fixtures outperform universal workholding
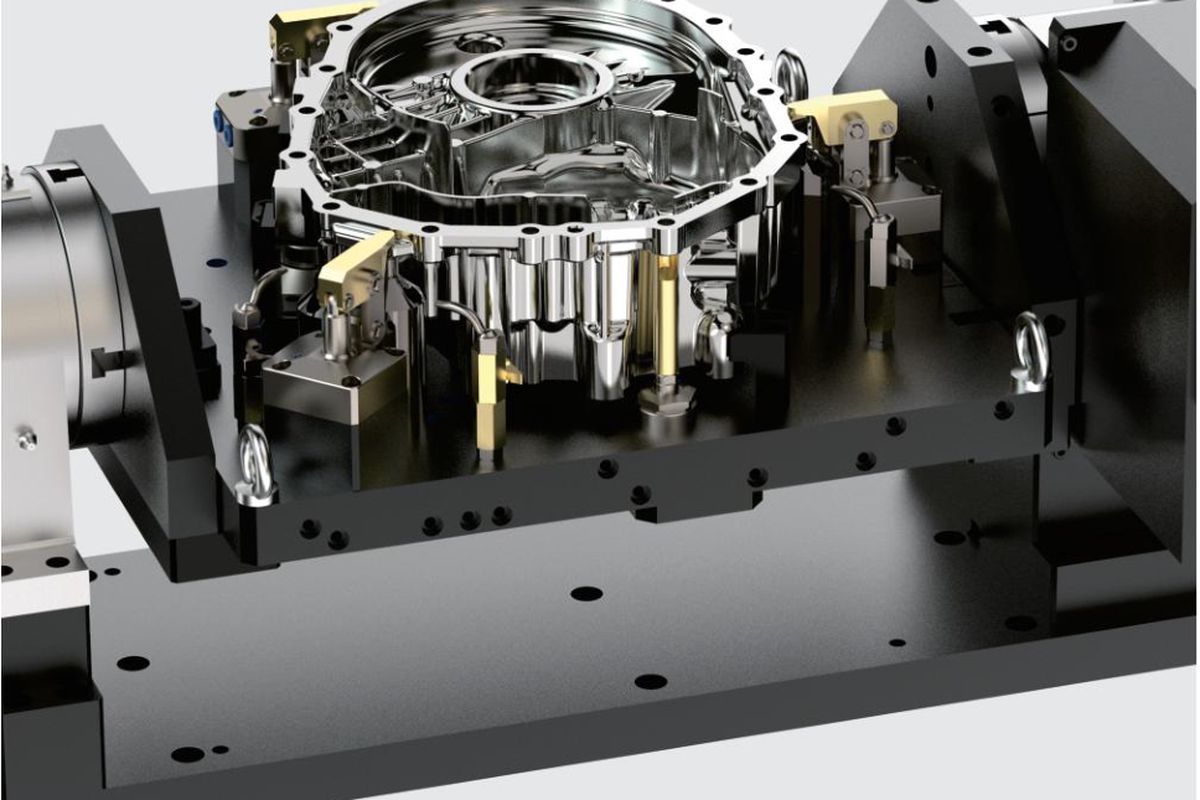
The catalogue already shows the type of automotive jobs where hydraulic workholding makes sense: engine head fixtures, transmission end-cap fixtures, vertical-lathe motor-casing fixtures, new-energy-vehicle rear-subframe fixtures, heavy truck clamp-body fixtures, and reinforced engine-mount fixtures.
What makes a hydraulic fixture stable in production
- Good locators first: hydraulic clamps cannot compensate for weak datum strategy.
- Right clamp mix: swing clamps, pull-down or toe clamps, cylinders, and work supports each solve a different access problem.
- Controlled force path: thin-wall and cast parts need even-force strategies, not just more pressure.
- Service-friendly routing: hoses, seals, and sensors should be reachable without dismantling the full fixture.
- Automation-ready interface: pallet handling, sensors, and part-present logic matter if the line will later scale beyond manual loading.
Hydraulic vs. pneumatic vs. manual clamping
ROI checklist for automotive plants
Hydraulic workholding usually pays back when the process cost of inconsistent clamping is already visible. That may show up as rework, operator time, awkward loading, or fixture changes that take too long for a stable production rhythm.
A custom hydraulic fixture is usually worth studying when...
- The same part family runs often enough that a dedicated fixture will actually be reused.
- Manual clamping time is long compared with cutting time.
- The part has enough complexity that clamp sequence and support strategy affect quality.
- You need better ergonomics, part-present sensing, or a clear path toward pallet or automation integration.
Final thoughts
In automotive machining, the best hydraulic fixture is not just a stronger clamp. It is a part-specific holding system with the right locators, support strategy, service access, and cycle-time logic for the line it serves.



