Recommended holder & accessories
ITS electrode holder + master holder for verification
Why it works
Fast swaps with consistent Z; reduces re-touch-off
Notes
Run an air-blast purge before clamping in heavy graphite sludge

Use the E-Series when the real need is one repeatable reference that follows electrodes or precision parts across EDM-related stations. Instead of reading the page as one long list of Model 100 variants, start by locking the holder standard, transfer chain, and air-routing limits that decide which chuck style fits.
Where the R-Series is the broader System 3R–compatible family for CNC-led milling, turning, and inspection lines, the E-Series is built around the ITS holder ecosystem and tuned for the electrode-prep loop — die-sinker EDM, WEDM, and CMM verification of the same holder. Pick the E-Series first if your shop is already running ITS pallets or holders.
Best fit
Best for electrode and precision-part workflows that need repeatable transfer between EDM, WEDM, grinding, presetting, and inspection.
Compare first
That usually decides whether a standard pneumatic, side-vertical, or right-angle layout is the cleanest fit before model-by-model comparison.
Go next
Use the shortcuts below when the real bottleneck is selection, integration, or maintenance planning.
The NEXTAS E-Series Chuck operates as a datum-transfer platform for high-precision clamping and repeatable referencing. Pneumatic release opens the clamping mechanism so the holder or pallet can be loaded, while the mechanical self-locking structure secures the interface once air is removed. In practice, this supports repeatable Z-datum transfer, faster job changeovers, and more predictable automation across EDM and related processes.

Catalog-listed E-Series variants use hardened stainless-steel bodies, self-cleaning datum surfaces, positioning airtightness testing, and inner-hole cleaning functions. Depending on the configuration, you can choose standard horizontal, right-angle, side-vertical, or EDM-focused layouts to match machine access, indexing needs, and automation flow.
Catalog-aligned overview for the currently listed E-Series Model 100 variants.
| Parameter | Catalog-listed variants |
|---|---|
| Model family | NT-S100P100V1 / NT-S100P100V2 / NT-S100P100V3 / NT-S100P80V1 |
| Positioning concept | Mechanical self-locking datum chuck with pneumatic release |
| Repeat positioning accuracy | <0.003 mm |
| Clamping force | >6,000 N (NT-S100P100V1 / V2 / V3), 4,000 N (NT-S100P80V1) |
| Clamping load | 15 kg listed for NT-S100P80V1 |
| Operating pressure | 0.5–0.8 MPa |
| Adaptive spigot no. | NT-S200P55V2 |
| Material | Hardened stainless steel |
| Weight range | 2.0 kg / 5.3 kg / 7.1 kg / 17.7 kg depending on variant |
| Model | Configuration | Repeatability | Clamping | Pressure | Weight |
|---|---|---|---|---|---|
| NT-S100P100V1 | Model 100 Pneumatic Chuck | <0.003 mm | >6,000 N | 0.5–0.8 MPa | 5.3 kg |
| NT-S100P100V2 | Model 100 Side Vertical Pneumatic Chuck | <0.003 mm | >6,000 N | 0.5–0.8 MPa | 7.1 kg |
| NT-S100P100V3 | Model 100 Right Angle Pneumatic Chuck | <0.003 mm | >6,000 N | 0.5–0.8 MPa | 17.7 kg |
| NT-S100P80V1 | EDM Pneumatic Chuck | <0.003 mm | 4,000 N / 15 kg load | 0.5–0.8 MPa | 2.0 kg |
Model 100 variant matrix
The E-Series page should not stop at the chuck body. The catalogue also shows the positioning plates and clamping spigot that complete the EDM holder-side interface.
| Accessory | Model | Configuration / detail | Material | Weight |
|---|---|---|---|---|
| Powerful positioning plate | NT-S100P90V1 | Each positioning plate contains 8 × M8 supporting feet. | Hardened stainless steel | 0.15 kg |
| Powerful positioning plate | NT-S100P90V2 | 4 × M8 support feet + 4 × M5 screws. | Hardened stainless steel | 0.11 kg |
| 50 positioning plate | NT-S100P50V1 | Each positioning plate contains 4 × M8 support feet. | Hardened stainless steel | 0.03 kg |
| Matching clamping spigot | NT-S200P55V2 | Standard holder-side interface used with the Model 100 chuck family. | Hardened stainless steel | 0.08 kg |
Why this matters: buyers often compare only chuck-body repeatability, but unattended EDM performance also depends on the holder-side plate, spigot fit, and whether the bench, CMM, and machine all share the same reference logic.
If you are standardizing an EDM electrode workflow or palletized automation cell, treat the E-Series as a datum platform rather than a generic chuck. Select the variant by machine access, indexing direction, holder style, and required load—then confirm the holder/spigot combination before standardizing across machines.

The corrosion-resistant construction and high precision make it the industry standard for holding electrodes and workpieces in die-sinking and wire-cut EDM machines.

Provides a rigid, stable base for high-speed milling operations. Workpieces can be pre-set offline on pallets and quickly loaded into the machine, maximizing spindle uptime.
Repeatable seating holds tight tolerances and fine surface finishes in precision grinding.

The ability to move a workpiece between different technologies on the same holder cuts lead times significantly and improves accuracy.
Repeatability in automation is a system outcome: clean air, clean datum faces, and a stable referencing routine. Use the checklist below to keep sub-0.003 mm performance predictable over thousands of cycles.
Tip for robot cells: add clamp confirmation + air-pressure monitoring to your PLC interlock so the robot only departs when the chuck is fully locked.
See how E-Series chucks perform in real EDM, wire-cut and inspection cells — from single-cavity mold shops to fully automated electrode-management lines.


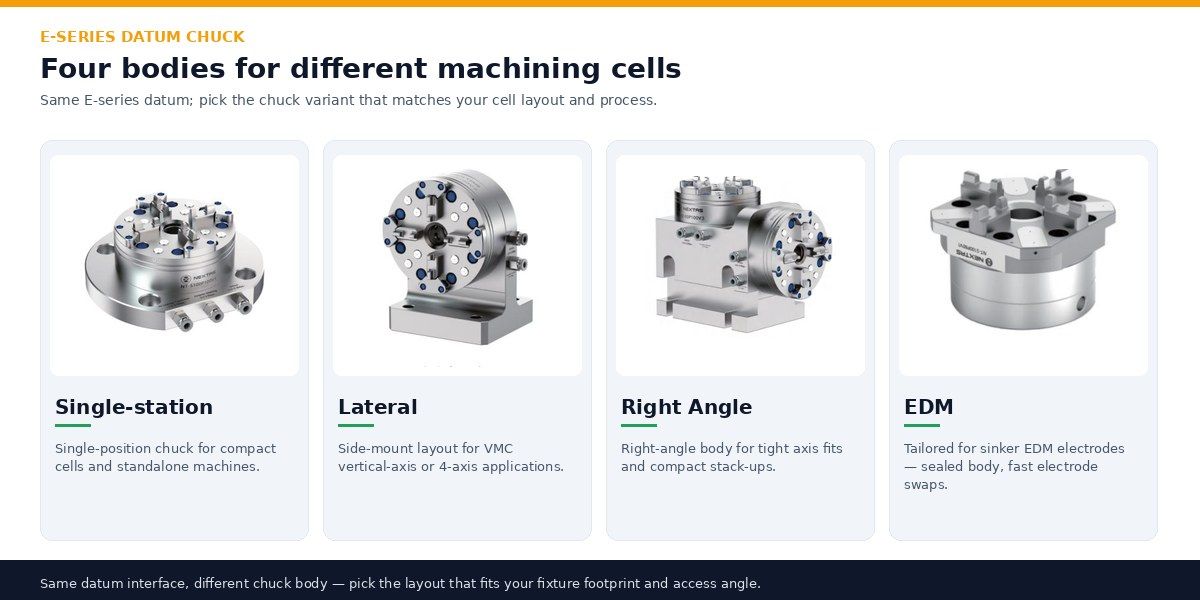
E-SERIES VARIANTS
Single-station, lateral, right-angle or EDM body — same E-series datum interface, picked for the machine layout and process you actually run.
This reference covers selecting the right E-Series EDM automation chuck variant, integrating it into your sinker EDM, wire EDM, or grinding cell, and keeping Z-datum repeatability tight across thousands of unattended electrode changes.
Need a mounting pattern for your EDM table, ITS-50 holder compatibility check, or air-routing layout?
Contact usUse this purchase/FAT/SAT checklist to confirm repeatability, clamping reliability and interface cleanliness for unattended EDM automation.
Include in your RFQ: your machine model(s), EDM/coolant environment, holder/pallet standard (ITS 50), expected cycle count, and whether you need clamp confirmation I/O. We’ll recommend ports, valves and a maintenance interval.
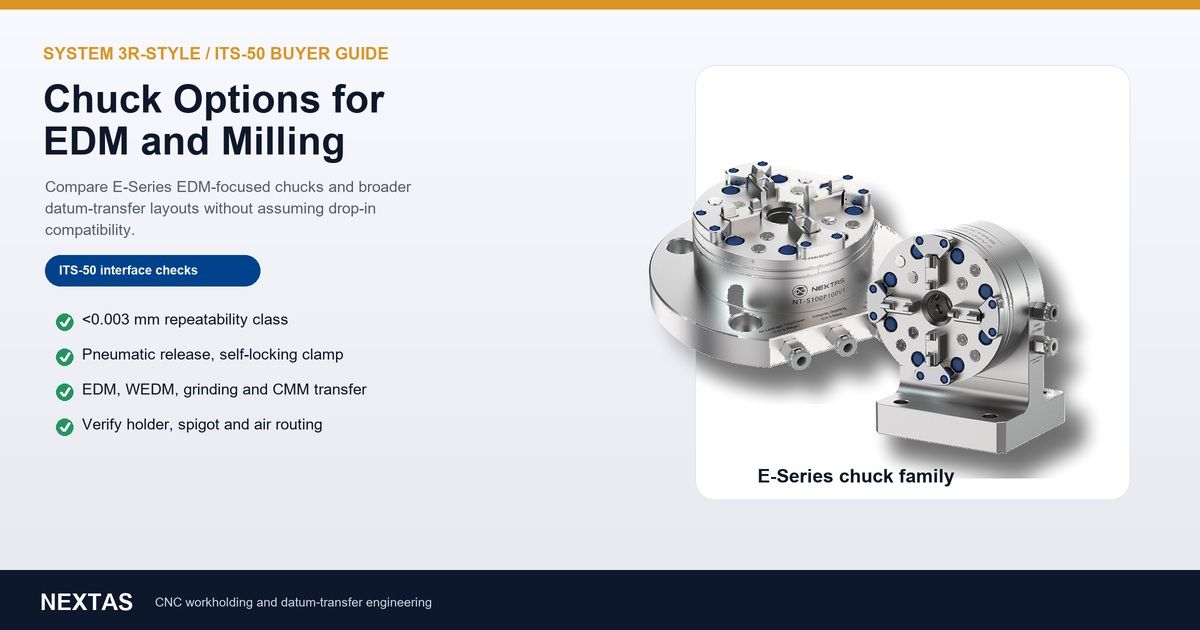
The current catalog lists <0.003 mm repeat positioning accuracy for NT-S100P100V1, NT-S100P100V2, NT-S100P100V3, and NT-S100P80V1.
The system uses pneumatic release with a mechanical self-locking structure. Catalog-listed clamping force is >6,000 N on the primary Model 100 variants, while NT-S100P80V1 is listed at 4,000 N and 15 kg clamping load.
Yes—this page positions the E-Series for ITS 50 / ER-036345-style integration. Before rollout, confirm holder fit, adaptive spigot selection, and machine-side interface details for your exact setup.
It’s ideal for die-sinking EDM, wire EDM palletization, electrode machining, grinding, and inspection where repeatable Z referencing is critical.
Integrated air-blast ports purge the mating surfaces during unclamp. In heavy EDM sludge, add routine wipe/purge cycles to keep reference faces clean.
Use clean, dry air at 6 ± 1 bar with filtration (≈5 μm) and drainage/air drying to protect seals and maintain consistent actuation.
Standardize the same ITS holders and keep a master gauge/holder. Touch off once, then verify the datum periodically using the master for quick cross-machine checks.
Yes—pair it with clamp/unclamp confirmation (sensor or air-pressure interlock) so the robot only moves when the chuck is fully locked.
Confirm mounting flatness and rigidity, avoid distortion from uneven torque, and verify repeatability after 20–50 cycles before running production.
Clean reference faces regularly, use air blast before clamping, and inspect seals/springs on a planned schedule—especially in dielectric + graphite dust conditions.
Standard E-Series chucks — Model 100 and P80 variants — ship in roughly 15–25 days after PO confirmation. Custom ITS-holder pairing, multi-station EDM transfer sets, or matched electrode-loop configurations add 1–2 weeks. Committed lead time is confirmed in writing once the variant mix and holder standard are locked.
Each chuck ships with a factory inspection report covering ITS-holder seating repeatability (<0.003 mm), datum geometry, and pneumatic unlock pressure. Material certificates for the hardened body, ITS-compatibility verification, and the written warranty are available on request at order time.
Other products that pair with the E-Series Chuck for faster setups and lights-out cutting.

A System 3R-compatible datum chuck for repeatable workholding in CNC and EDM.
View Details
Precisely centers workpieces of various sizes for accurate milling and drilling operations.
View Details
Automated pallet changes keep the spindle cutting between jobs.
View DetailsGuides on standardizing datum references and EDM automation from our engineering team.
Buyer Guide

Efficiency Tips

Productivity

Expert Insights
Fast quote
Three fields are enough — our engineers reply within one business day with pricing and configuration advice.