Why Repeatability Matters in CNC Machining
Repeatability is a vise’s ability to return the part to the same clamping position, with the same force, on every cycle. On a machining center running batches of hundreds or thousands, a 0.02 mm drift between loads is enough to push features out of tolerance — and that shows up as failed inspection, scrapped stock, and reruns you did not plan for.
Hold that position to ≤0.01 mm and the cut lands where the program expects it, load after load. That is what aerospace and medical parts depend on — tight tolerances with no room for a wandering datum — so for any shop feeding those industries, clamping consistency maps straight onto scrap rate and first-pass yield.
Key Features of the ≤0.01mm Repeatability Pneumatic Vise
Here is what goes into a pneumatic vise that holds ≤0.01 mm repeatability over long production runs:
- Ultra-Precise Repeatability (≤0.01mm): The vise body is made from FCD60 ductile iron, known for its high rigidity and resistance to deformation. A built-in lubrication system and a toothed strip guide rail design eliminate play and ensure the jaws always return to the exact same position.
- Pneumatic-Hydraulic Booster Technology: Using Pascal’s principle, the vise converts standard factory air pressure into a massive clamping force of 4000 kgf. This provides the power needed for heavy-duty operations without complex hydraulic pumps.
- Sealed Design for Harsh Environments: A fully sealed internal mechanism blocks chips, coolant, and contaminants from entering critical components, preserving repeatability and extending the vise's lifespan even in high-volume shops.
- Flexible Integration with CNC Workflows: Standard keyways, zero-point clamping compatibility, and M-code integration allow the vise to fit directly into any automated production line, enabling 24/7 unmanned operation.
Where consistent clamping pays off
Across industries, the impact of this vise is most visible in jobs where the part must return to the same datum shift after shift and operator after operator:
- Precision aluminum and steel components: stable clamping reduces offset drift when multiple parts are loaded through the same program.
- Medical and electronics parts: clean, repeatable loading matters when thin walls, small tools, or cosmetic surfaces leave little room for rework.
- Aerospace and difficult alloys: secure holding helps control chatter and keeps heavy roughing passes from pulling the part out of position.
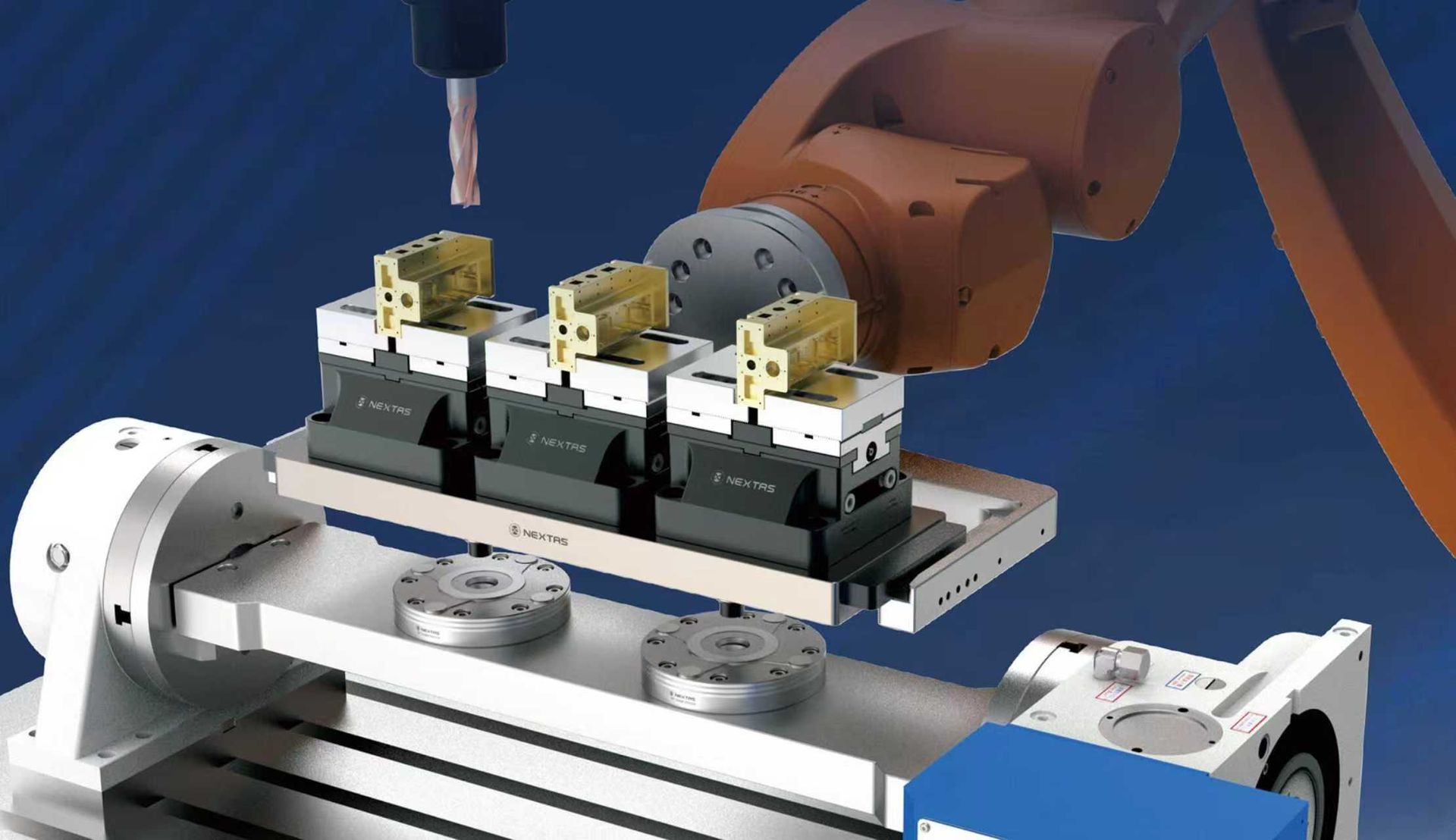
- Robot-tended CNC cells: a consistent jaw position and predictable open/close behavior make automatic loading safer and easier to validate.
Where it pays back first
A pneumatic vise usually creates the fastest return when your team is already running repeat jobs, but too much time is still spent on manual tightening, clamping inconsistency, or re-touching offsets after every load. Shops often feel the difference first on medium-volume families where setup time, inspection failures, or operator variation are quietly eating margin even though the machine itself is capable.
It is also a strong option when you want to standardize one clamp interface across several machines. That makes operator training easier, simplifies spare-jaw planning, and creates a cleaner path into automation later because the workholding behavior is already predictable.
Pre-purchase checklist for a pneumatic vise
- Confirm jaw opening, stroke, and clamping force match your smallest and largest part families.
- Check whether coolant, chips, and abrasive dust can reach the drive mechanism or locating faces.
- Review how the vise will be mounted on 3-axis, 4-axis, or 5-axis tables without sacrificing tool access.
- Decide whether you need clamp confirmation, pressure monitoring, or M-code integration from day one.
- Verify that soft-jaw changes, cleaning, and maintenance can be done quickly by the actual operators on the machine.
When Does This Vise Make Sense?
A ≤0.01 mm repeatability pneumatic vise pays off when your shop runs enough volume that clamping consistency directly affects scrap rate and cycle time. The pneumatic actuation removes operator variability from the clamping step and speeds up the load/unload portion of each cycle.
The best results come when the vise is matched to the real workflow: part geometry, material behavior, chip load, jaw strategy, and automation plans. When those pieces line up, a high-repeatability pneumatic vise can improve first-pass yield, reduce avoidable setup touches, and give the shop a much more stable platform for scaled production.