A high-precision pneumatic vise is fast and consistent, but getting the most out of one comes down to how you install, integrate, and maintain it — not the vise alone. This guide covers the setup details that decide whether it holds ≤0.01 mm shift after shift.
1. Where a Pneumatic Vise Fits Best
A high-precision pneumatic vise pays off on the right jobs, so it helps to know where it fits before you bolt it down. NEXTAS’s NPV-160 pneumatic vise, for instance, uses a pneumatic-hydraulic booster system that delivers up to 4000 kgf of clamping force at just 6 bar air pressure. That much holding force suits heavy-duty cutting like mold roughing, where the part has to stay dead still under the tool.
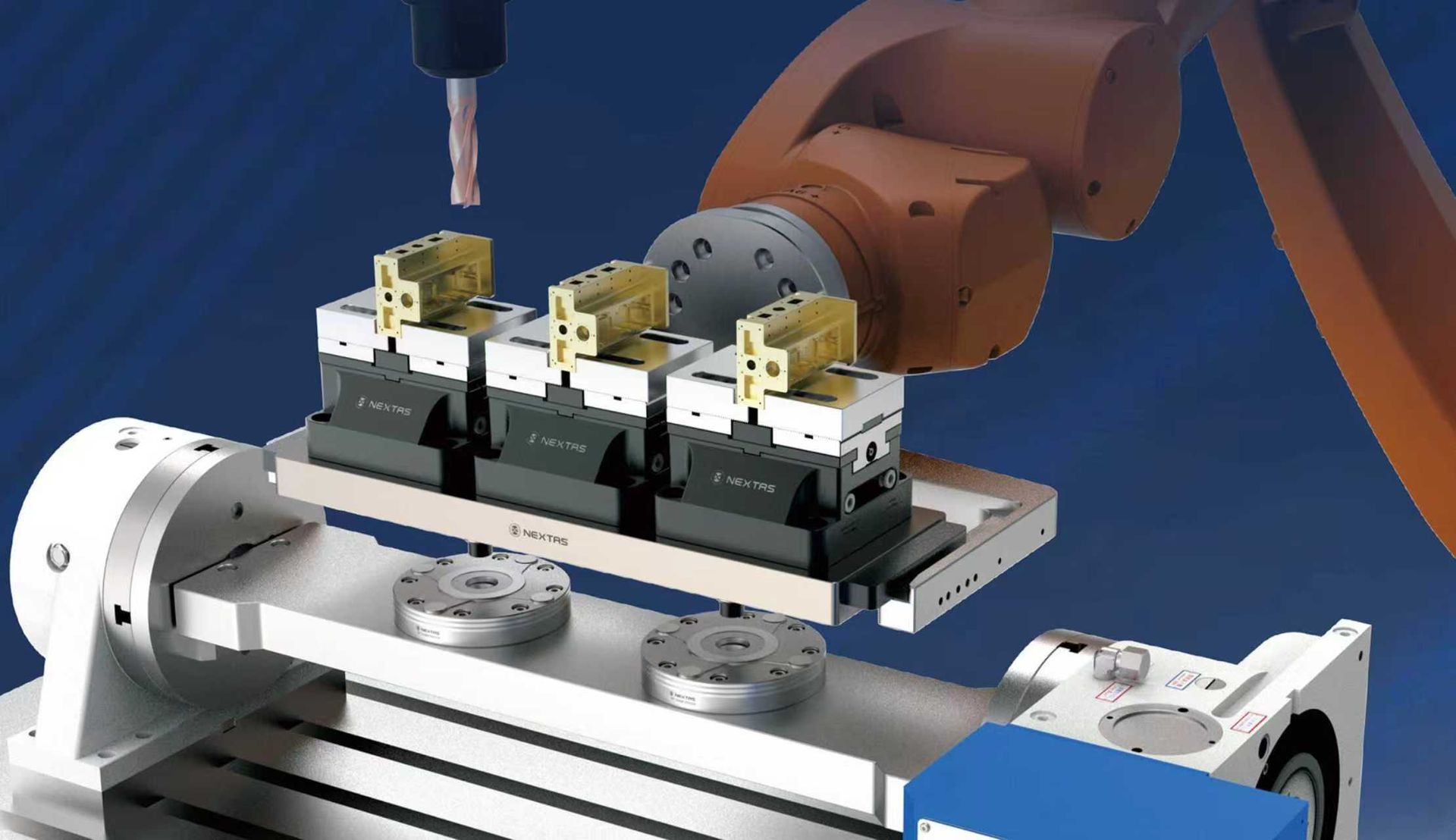
Its ≤0.01 mm repeatability also suits high-volume automotive and electronics work, where the same clamp position has to hold across thousands of parts. For automated machining cells, this vise works well with robotic arm loading and unloading systems. Unlike traditional clamping devices that require manual operation, it can be linked to the machine tool’s M-code via a solenoid valve, enabling unmanned production for extended periods.
Additionally, its compatibility with horizontal machining centers and pallet changers lets you run several workpieces from a single setup, which cuts setup time and lifts part-per-hour output. It is not worth using on light-duty, low-volume work where a basic vise would do—save it for jobs where precision or cycle time is the actual problem.
2. Installation and Automation Hookup
The performance of a pneumatic vise hinges on proper installation and integration with your existing workflow. NEXTAS’s high-precision pneumatic vise features a precision-ground base with standard keyways and mounting holes, allowing quick and accurate attachment to various machining center T-slot tables. Pair it with a zero-point clamping system and you can swap the whole fixture in seconds instead of re-indicating it, which is where the downtime savings on short runs come from.
Integration with automation systems is another critical aspect. The vise’s pneumatic-hydraulic booster technology eliminates the need for external hydraulic units, simplifying system configuration. By connecting it to your machine’s control system via a solenoid valve, you can automate clamping and unclamping processes, aligning with robotic loading/unloading or fully automated cells.
Ensure your team is familiar with M-code programming for smooth communication, and request CAD files (STEP/IGES or 2D drawings) from the manufacturer and check the fit against your table and tooling before the vise ships.
A good pneumatic-vise setup usually has these basics in place
- Stable air supply: Pressure fluctuation creates inconsistent clamping behavior.
- Matched jaw choice: Use hard, soft, or dovetail jaws according to the actual part geometry.
- Repeatable locating: Pair the vise with a standardized base or zero-point reference when changeovers are frequent.
3. Clamping Strategy by Part Type
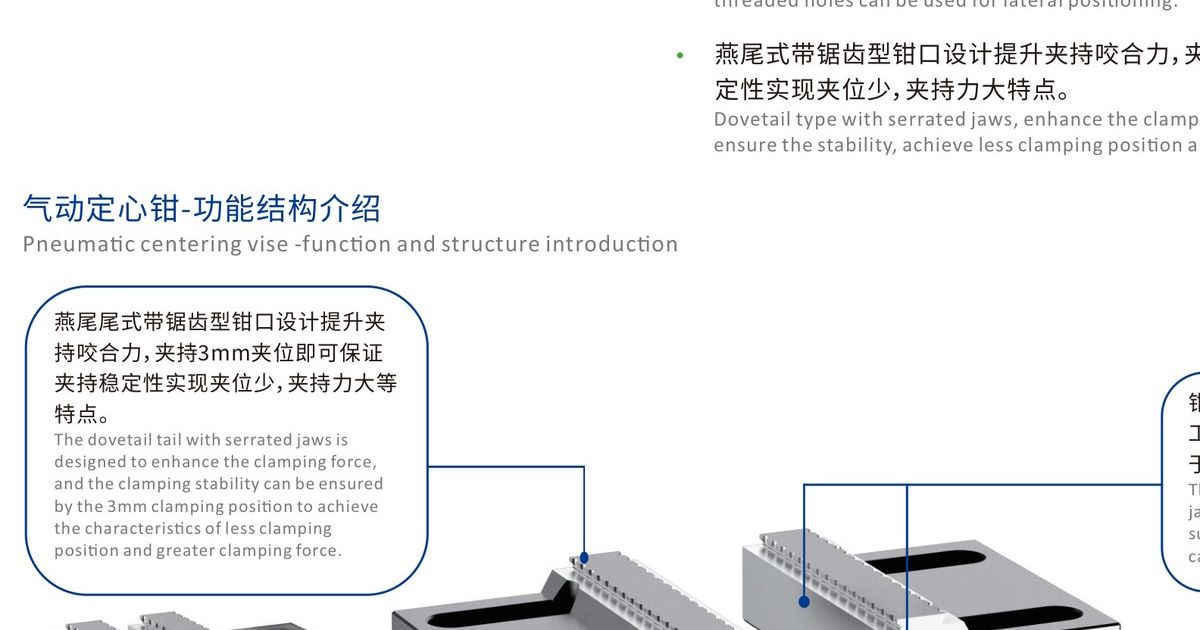
A high-precision pneumatic vise can hold a wide range of parts, but you only get that range if you set up the jaws to match the work. NEXTAS’s design includes serrated dovetail jaws and a 3mm clamping surface, so the contact area is smaller and the force per unit area is higher, which keeps workpiece deformation low on delicate or thin-walled parts.
Jaw choice is most of what decides which parts the vise can hold well:
- Hard jaws: Utilize their front and reverse sides for different workpiece geometries. The front side is ideal for standard clamping, while the reverse side accommodates irregular shapes, maintaining a secure grip without damaging machined surfaces.
- Soft jaws: Machine them to match a complex or fragile part’s contour so the clamp load spreads evenly—useful for medical or aerospace parts where surface finish matters.
- Lateral positioning: Take advantage of the side threaded holes on solid jaws for auxiliary positioning, enhancing stability during high-feed, deep-cut operations.
Remember, the vise’s FCD60 high-tensile ductile iron body provides excellent vibration damping. Pair that with the right clamping strategy and the workpiece stays put even under heavy cuts, which holds your surface finish and slows jaw and tool wear.
4. Maintenance That Holds Accuracy
A high-precision pneumatic vise is an investment in long-term productivity, and proper maintenance is essential to preserve its accuracy and durability. NEXTAS’s fully sealed design prevents chips, coolant, and contaminants from entering the internal mechanism—simplifying maintenance but not eliminating it.
Key maintenance practices include:
- Lubrication: Regularly check the S-shaped oil lubrication system to ensure smooth operation of moving parts. Proper lubrication enhances precision and extends the vise’s service life.
- Cleaning: After heavy use, use compressed air to clear debris from the clamping surface and guide rails—this protects the serrated jaws and maintains consistent clamping force.
- Inspection: Periodically verify repeatability and clamping force using calibrated tools. If deviations are detected, refer to the manufacturer’s guidelines for adjustments; the vise’s solid construction allows for long-term recalibration.
Compared to traditional hydraulic vises, the pneumatic-hydraulic booster design has no external hoses or hydraulic fluid to manage, so there is less to leak, top up, or chase down when something acts up.
Need application advice?
Tell us the part and the machine before you commit to a vise size
We can review stroke, jaw style, mounting interface, and automation compatibility so you do not end up with a fast vise that still slows down the whole process.
Conclusion
A pneumatic vise pays off when you match it to the right job. Pick the correct jaw style for your part family, mount it rigidly, keep the air supply clean and the seals in good shape, and the 4,000 kgf clamping force and ≤0.01 mm repeatability will hold up shift after shift.
The biggest gains usually come from removing operator variability—consistent clamping pressure means consistent parts, whether you are running a second shift or feeding the vise from a robot. If you are not sure which vise size or jaw configuration fits your setup, send us your part drawing and machine model and we will walk through the options with you.