Why Pneumatic Clamping Holds Repeatable Force in Automated Cells
Unlike manual or hydraulic vises, a high-precision pneumatic vise relies on compressed air for actuation—delivering consistent, repeatable clamping (often within ±0.005 mm) that’s essential for automated workflows. Because the clamp force is set by air pressure rather than how hard an operator cranks the handle, it stays the same part to part: no over-tightening that warps a thin medical part, no under-clamping that lets an aerospace blank shift mid-cut. The air-driven design also responds quickly—clamping and releasing in seconds, which is what makes fast changeovers practical. Pneumatic systems generally have long operating lives and require little maintenance.
Machine Program Control: Syncing with Automated Systems
What ties a pneumatic vise into an automated cell is that the machine tool program can drive it. The CNC sends a signal to clamp, to set or hold a safety lock, or to release—no operator at the handle. On a medical-part line, for example, the program can drop the pressure when the job switches from aluminum to titanium, so the grip suits the material instead of crushing the thinner stock. Because the clamp force lives in the part program, the same job runs the same way every time the program is called.
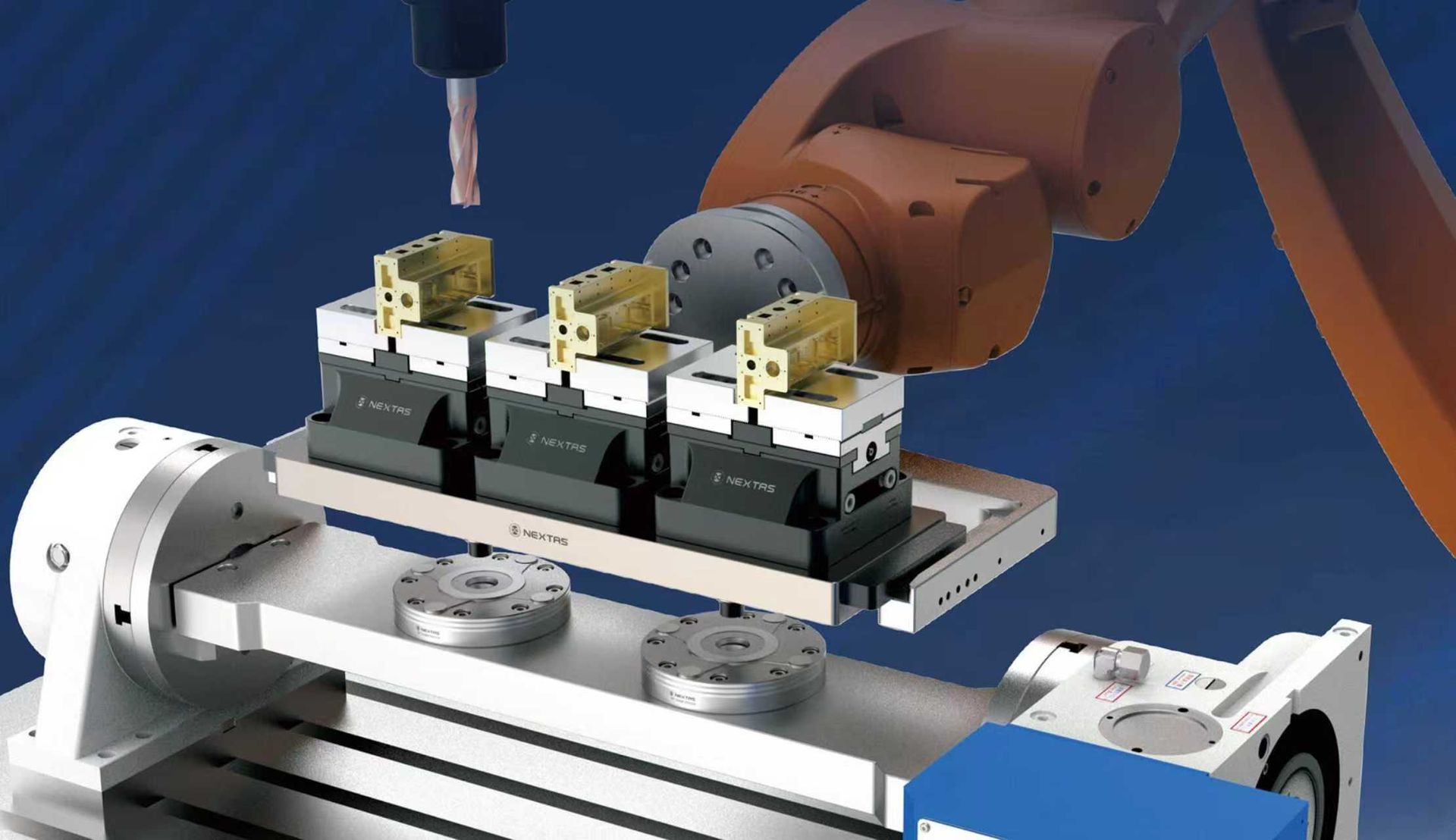
Collaboration with Robotic Arms: Streamlining Load-and-Clamp Cycles
A pneumatic vise pairs cleanly with a robot because both run off the same I/O signals. As the robot executes its gripping and placing motions, the vise’s pneumatic actuation coordinates with it: the robot positions a workpiece, the vise clamps, and once machining ends, it releases as the robot returns to load the next part. This coordination cuts changeover time by 80% or more compared to manual setups.
Enabling 24/7 Uninterrupted Operation
The practical case for pneumatic vises in extended unattended runs comes down to two things: the pneumatic components tolerate debris and coolant without losing seal integrity, and the fail-safe-locked design holds the part even if air pressure drops mid-cycle. In lights-out cells—where machines run overnight or through weekends—that combination keeps the spindle cutting without an operator standing by to babysit clamp pressure.
Why It Matters for Specialized Industries
In aerospace work, where a single turbine blade blank can cost hundreds of dollars, consistent clamping force keeps the part seated through aggressive roughing and finishing without micro-shift. In medical device machining, the same consistency prevents clamp marks and distortion on thin-walled implants and surgical instruments. The common thread is that removing operator variability from the clamping step makes the rest of the process more predictable.
Conclusion
A pneumatic vise does not automate a cell by itself, but it removes one of the biggest sources of variability in the loop: the clamping step. Once clamp force is repeatable and the open/close cycle is tied to the machine program and robot handshake, the rest of the automation has one less thing to drift overnight.