System 52
Small to mid-size parts; higher station density on a compact plate.
System 96
Mid to larger parts; more base area for stable docking on pallets.
What to verify
Machine envelope, pallet size, and how you load (manual/robot).

The NEXTAS dovetail fixture family is built for shops that want more five-side access without committing a large amount of sacrificial stock. Choose between the compact single-station P50 and the higher-throughput three-station P90, then match the fixture to a 52 mm or 96 mm quick-change foundation for repeat jobs, pallet setups, and automation handoff.
Best fit
A strong fit for smaller blanks, repeat parts, and five-side machining where the shop wants minimal stock waste, easier tool access, and fast reuse on quick-change bases.
Compare first
The faster selection path usually starts with 52 vs 96 system compatibility, pallet or zero-point usage, and whether the project needs single-part stiffness or higher fixture density.
We match your 5-axis setup to the right 52 mm or 96 mm dovetail configuration, recommend jaw options, and confirm zero-point compatibility.
Provide the machine model, table dimensions, 5-axis travel envelope, and whether the dovetail fixture mounts directly or through an existing zero-point plate.
Share the part material, blank size, dovetail format preference (52 mm or 96 mm), number of sides to machine per setup, and surface finish requirements.
Specify repeatability tolerance, whether you need single- or triple-station density, target cycle time per part, and any robot or pallet-pool integration planned.
Both 52 mm and 96 mm dovetail fixtures conform to industry-standard zero-point mounting patterns. Detailed dimensional drawings are provided below for quick reference.
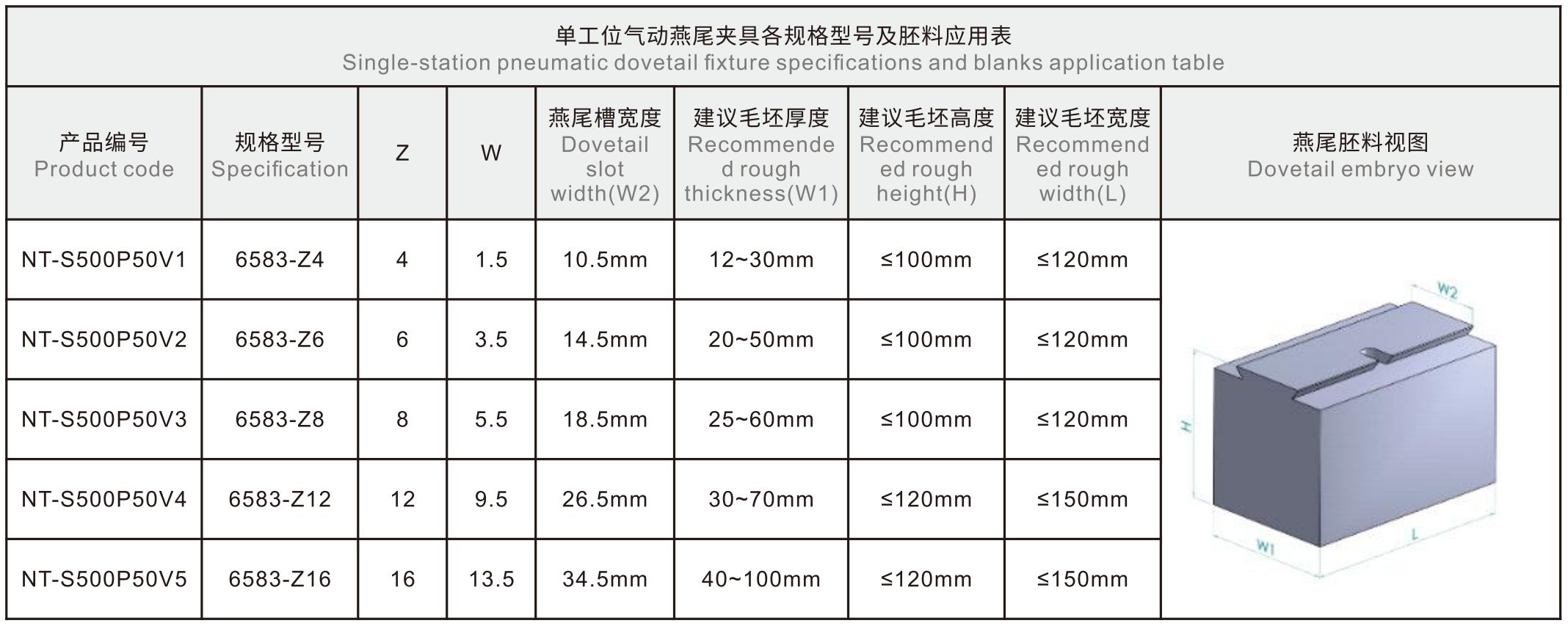
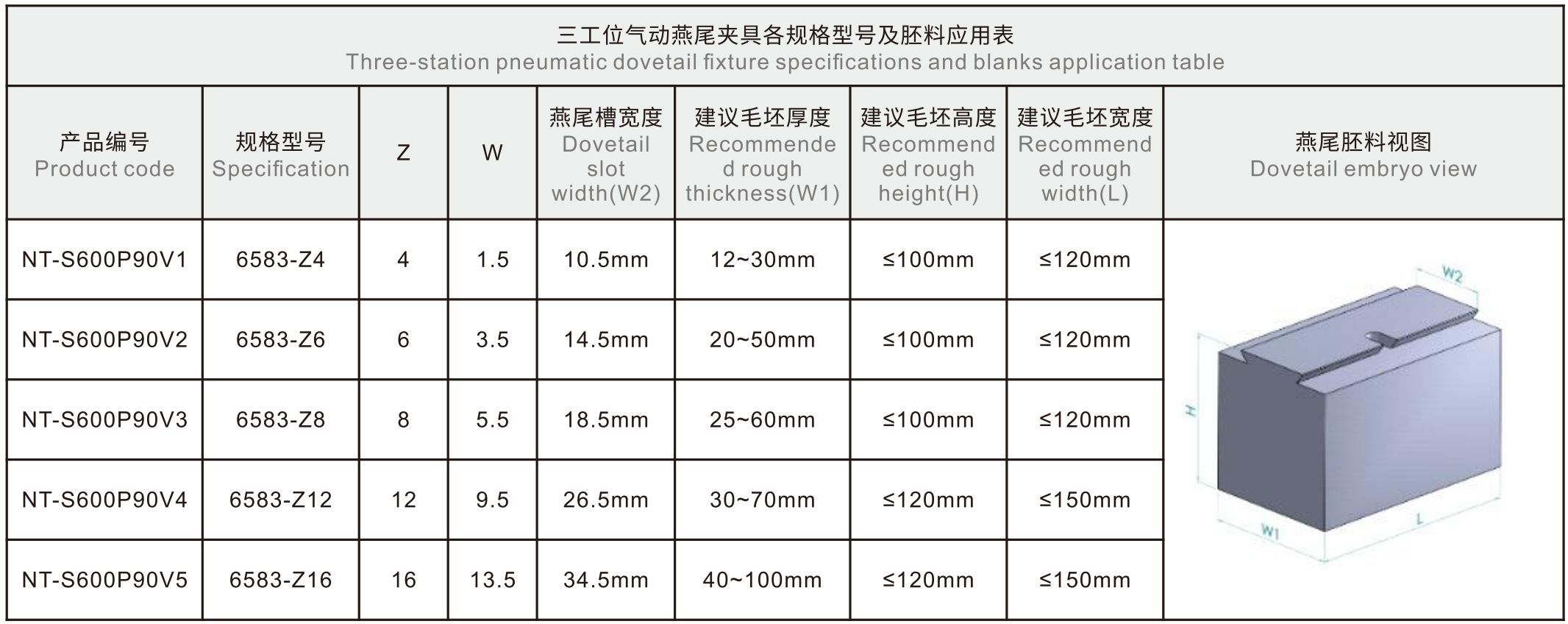
NEXTAS offers two pneumatic dovetail fixture families in the 2025 catalogue — the NT-S500P50 single-station series for compact parts and the NT-S600P90 three-station series for higher throughput. Both share a common 6583-Z dovetail-jaw platform, so operators can swap jaw widths across machines without re-learning the fixture.
| Product code | Dovetail jaw | Jaw width | Blank thickness | Blank length | Blank width |
|---|---|---|---|---|---|
| NT-S500P50 — Single-station pneumatic dovetail fixture · 4 kN clamping · <0.02 mm repeatability · hardened stainless steel · 6.5 kg | |||||
| NT-S500P50V1 | 6583-Z4 | 10.5 mm | 12–30 mm | ≤100 mm | ≤120 mm |
| NT-S500P50V2 | 6583-Z6 | 14.5 mm | 20–50 mm | ≤100 mm | ≤120 mm |
| NT-S500P50V3 | 6583-Z8 | 18.5 mm | 25–60 mm | ≤100 mm | ≤120 mm |
| NT-S500P50V4 | 6583-Z12 | 26.5 mm | 30–70 mm | ≤120 mm | ≤150 mm |
| NT-S500P50V5 | 6583-Z16 | 34.5 mm | 40–100 mm | ≤120 mm | ≤150 mm |
| NT-S600P90 — Three-station pneumatic dovetail fixture · >2.5 kN clamping · ≤30 kg load per station · hardened stainless steel · 6.5 kg | |||||
| NT-S600P90V1 | 6583-Z4 | 10.5 mm | 12–30 mm | ≤100 mm | ≤120 mm |
| NT-S600P90V2 | 6583-Z6 | 14.5 mm | 20–50 mm | ≤100 mm | ≤120 mm |
| NT-S600P90V3 | 6583-Z8 | 18.5 mm | 25–60 mm | ≤100 mm | ≤120 mm |
| NT-S600P90V4 | 6583-Z12 | 26.5 mm | 30–70 mm | ≤120 mm | ≤150 mm |
| NT-S600P90V5 | 6583-Z16 | 34.5 mm | 40–100 mm | ≤120 mm | ≤150 mm |
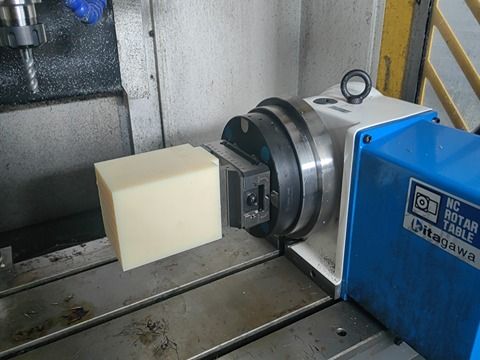
You machine one blank per cycle, need the smallest pneumatic dovetail footprint on a compact table, or want a dedicated single-station fixture for short runs and prototypes.
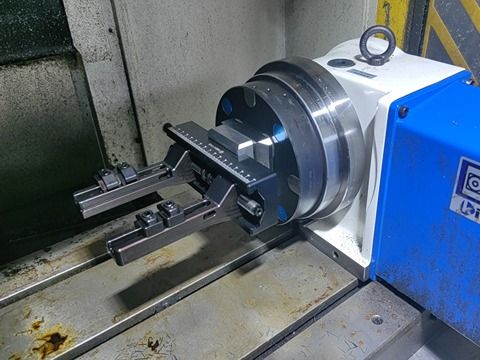
You want to run three identical or similar parts per cycle to maximize spindle uptime, reduce per-piece load/unload time, and raise throughput on a single machine table.
The 6583-Z4 through Z16 jaws cover 10.5 mm to 34.5 mm dovetail widths. Select the jaw size based on blank thickness and desired clamping envelope — Z4/Z6 for thin plates, Z12/Z16 for thicker stock up to 100 mm.
The dovetail fixture clamps the workpiece along a small 45° dovetail, leaving the top, front, back and two sides completely unobstructed for cutting. This design enables true five-side machining in a single setup and reduces the extra material normally required for gripping, saving both time and raw material costs.
Each dovetail fixture is fitted with precision locating pins and ground reference surfaces to eliminate slide and ensure high repeatability when swapping parts. Combined with the rigid dovetail geometry, this guarantees consistent machining accuracy and surface finish.
The base of the fixture is machined to industry-standard 52 mm and 96 mm patterns, making it directly compatible with zero-point clamping plates, quick-change systems and automation pallets. This modularity streamlines setup changes and allows multiple fixtures to be mounted in high-density arrays for increased throughput.
The dovetail fixture works with the pneumatic zero-point plate, enabling fast, precise clamping of thin-sheet products in industrial automation. Clamping off a pre-milled dovetail means parts seat the same way every cycle, which cuts setup time and keeps the part stable through the run.


Ideal for titanium and aerospace parts requiring full-surface access. The dovetail fixture exposes five faces, allowing intricate features to be milled in one setup without repositioning.
With standard 52 / 96 mm mounting patterns, fixtures drop into zero-point plates for quick swaps between jobs. Combine with robotic pallet changers for fully automated, high-density production lines.

From aluminium to hardened steel, the dovetail fixture securely holds a variety of materials. Its balanced design reduces distortion, so it suits both prototype runs and series production.
Plan dovetail workholding like a system: fixture size, zero-point base, pallet/automation strategy, and chip/coolant flow all affect real-world repeatability.
Use this decision matrix when you’re choosing a 45° dovetail fixture for 5-axis machining and a zero-point clamping stack. It’s a fast way to align part size, cutting load, and automation needs.
Tip: If you’re building a palletized cell, pair the fixture with a zero-point plate so stations can be exchanged without re-indicating.
Best for small to mid-size parts, tight machine envelopes, and high-density arrays. Great for quick prototype-to-production changeovers on 3-axis/4-axis/5-axis machines.
Use System 96 for heavier cuts, larger parts, or when you need maximum rigidity on pallets and automation cells.
For lights-out production, combine a dovetail fixture with a zero-point plate and pallet changer so stations can be exchanged without re-indicating.
A clean, consistent 45° dovetail is the difference between “it holds” and “it runs production.” These steps help you get stable clamping and predictable cycle times.
Use a matching dovetail cutter and keep the depth consistent across batches. Deburr the profile so the fixture seats fully.
Clamp close to stiff regions. For thin or window-style parts, use support columns/pressing plates to avoid bending.
Run a short rough+finish program, then check key datums. If needed, add stops/locators to prevent axial slip.
Chip contamination is the #1 enemy of repeatability—clean the dovetail and the zero-point interface before every swap.
Share your part size, material, and machine model. We’ll propose a proven 45° dovetail workholding setup (fixture size, station layout, and zero-point stack) to match your tolerance and takt time.
Even a great 45° dovetail fixture can lose repeatability if chips, distortion, or excessive tool load creep in. Use this quick table to diagnose the most common issues in 5-axis dovetail workholding and zero-point setups.
If you’re running lights-out production, pair this fixture with a pneumatic zero-point plate and pallet changer so docking is consistent across stations.
Verify fit, rigidity, and automation-readiness before committing the clamping stack to production.
The 5-axis dovetail fixture grips raw stock with a 45-degree dovetail profile, exposing five sides for machining in a single setup. This cheatsheet covers dovetail depth and material selection, integration onto zero-point plates, and maintaining consistent grip force and surface finish over long production runs.
Need a dovetail cutter recommendation, clearance simulation, or fixture layout for your 5-axis machine?
Contact usFor optimal clamping, prepare a 45° dovetail on the raw stock with a depth of about 3–5 mm. This small engagement delivers strong pull-down holding while keeping five faces open for machining, reducing stock waste versus traditional vises.
It’s mainly the mounting pattern and scale. System 52 is great for smaller parts and high-density setups. System 96 offers a wider footprint and pairs with larger zero-point plates/pallets for heavier parts and maximum stability.
Yes. Even on 3-axis/4-axis machines, dovetail workholding improves rigidity and tool access, and it speeds up changeovers—especially for high-mix production.
The fixtures are designed around a 45° dovetail. Use a matching dovetail cutter sized to your stock and leave a clean, burr-free profile. If you’re unsure, share your part drawing and material and we’ll recommend a proven dovetail spec.
A self-centering vise grips two parallel sides, which blocks tool access and needs taller stock. A dovetail fixture grips a small 45° profile at the base, creating pull-down clamping and leaving five faces unobstructed—ideal for true 5-side machining.
Keep overhang low, ensure the dovetail is consistent and deburred, and match fixture size to load (System 96 for heavier cuts). For high torque operations, add stops/locators where needed and validate the process with a trial cut and inspection.
Yes. For thin or window-style parts, use the appropriate pressing plates/support columns and place the clamp point close to the stiffest area of the part to minimize distortion.
Repeatability depends on the zero-point base and your dovetail consistency. With clean interfaces, consistent dovetail prep, and proper seating, many shops can swap parts quickly with minimal touch-off—always verify to your tolerance requirements.
Blow chips out of the clamping interface regularly, keep contact surfaces clean, and lightly lubricate threaded elements to prevent galling. Periodically check wear items (screws/pins) and replace as needed.
Yes. Wear components such as clamping screws and locating pins are field-replaceable, helping you maintain consistent performance over long service life.
Standard dovetail fixtures ship in roughly 15–25 days after PO confirmation. Custom dovetail angles, matched pairs, or pre-machined soft jaws add 1–2 weeks. Committed lead time is confirmed in writing once the dovetail spec, jaw width, and serial configuration are locked.
Each dovetail fixture ships with a factory inspection report covering dovetail angle accuracy, jaw parallelism, and clamping-force measurement at the rated input. Material certificates for the hardened body, calibration records, and the written warranty are available on request at order time.
Fast quote
Three fields are enough — our engineers reply within one business day with pricing and configuration advice.





