Why it matters
Defines datums, functional faces, and where distortion is unacceptable.
Typical notes / options
3-2-1 locating, datum targets, surface finish limits, inspection plan
Choose a custom hydraulic fixture when the part family, datum chain, or takt target no longer fits a standard vise or modular clamp. NEXTAS engineers the locating logic, clamping points, hydraulic circuit, and automation handoff around the real cutting sequence so the fixture supports the process instead of forcing compromises.
Best fit
A strong fit for multi-station machining, protected datums, thin-wall parts, and projects where locating logic, chip protection, or automation sensing must be engineered together.
Start here
That input usually clarifies whether the concept needs swing clamps, work supports, pull-down logic, sensor feedback, pallet coupling, or a more service-friendly manifold design.
We map your process data to a fitting hydraulic-fixture concept, relevant catalogue options, and the right contact channel for this product page.
Tell us the machine model, table or spindle interface, available envelope, and whether this is a retrofit or a new line.
Share part size, material, current clamping concept, volume range, and whether it goes to machining, inspection, or transfer.
List repeatability target, clamping-force needs, pallet concept, robot handoff and the first bottleneck in takt time.
A customized hydraulic fixture (hydraulic workholding system) uses controlled hydraulic pressure to clamp and locate your workpiece with repeatable force. Compared with manual or purely mechanical workholding, hydraulic clamping fixtures reduce setup time, stabilize critical datums, and integrate cleanly with pallet changers and robotic loading—ideal for high-volume CNC production and precision parts.
Custom hydraulic fixtures apply high, repeatable clamping force, so the part holds position and doesn't shift under heavy CNC cutting.
Delivers high, evenly distributed hydraulic pressure, so the part stays seated through heavy cutting.
Delivers solid positioning repeatability (≤.005mm), so every part is machined to exact specifications.
Features integrated ports and sensors for clamp/unclamp confirmation, enabling straightforward use with robotic and FMS systems.
Heat-treated alloy-steel body holds accuracy through heavy cutting, coolant, and long production runs.
We engineer the locating scheme, clamping elements, hydraulic circuit, and automation interfaces as one system—so you get repeatability, rigidity, and maintainability without compromising tool access or chip evacuation.
Every customized hydraulic fixture needs a matched power source. The NT-S747P40L four-station energy-saving hydraulic station is the standard HPU in the NEXTAS 2025 catalogue — sized to drive multi-clamp fixtures, automated pallet cells, and palletized production lines with stable pressure and low idle consumption.
| Parameter | NT-S747P40L |
|---|---|
| Product code | NT-S747P40L |
| Stations | Four-station, energy-saving design |
| Motor power | 1.5 kW |
| Working pressure | 7 MPa |
| Tank capacity | 40 L |
| Inlet / outlet | 3/8" recessed (inch) connection |
| Control voltage | DC 24 V |
Specifications per NEXTAS Workholding & Automation Solution Catalogue 2025II. Other pressure, tank size, or station counts are available on request for dedicated fixtures or multi-machine pallet cells.
A customized hydraulic fixture is more than a clamp—it's a production system. The right circuit design, sensing, and pressure strategy improves repeatability, reduces distortion, and keeps automated loading safe and reliable.
These details let us size clamping forces, pick the right hydraulic workholding architecture, and avoid late rework.
We choose a hydraulic circuit that balances rigidity, serviceability, and automation integration—especially for palletized or high-mix production.
Common issues in CNC hydraulic fixtures are predictable. This quick table helps your team diagnose problems fast and protect repeatability.
Our process begins with your component. We collaborate closely with your engineering team to understand machining requirements, part geometry, and production goals to build a truly custom solution.
A clear workflow reduces risk and accelerates commissioning—especially for automated CNC hydraulic fixtures.

The core of our fixture is a high-pressure hydraulic system featuring hardened steel components and leak-proof seals. This keeps it working reliably with minimal maintenance over millions of cycles. The system is designed for rapid clamping and unclamping, minimizing non-productive time.

Our fixtures are often designed with modularity in mind. Interchangeable clamping elements and locators allow a single fixture base to accommodate a family of parts, providing a cost-effective and flexible workholding solution for the future.
Note: These are typical specifications. All parameters are customized based on the specific application requirements.
| Parameter | Typical Specification Range |
|---|---|
| Positioning Repeatability | ≤0.005 mm |
| Clamping Force | 5 kN - 200 kN (application dependent) |
| Operating Hydraulic Pressure | 10 - 70 MPa (1450 - 10150 PSI) |
| Fixture Body Material | High-Grade Alloy Steel or Aircraft-Grade Aluminum |
| Clamping Components Material | Hardened Tool Steel (HRC 58-62) |
| Actuation | Single-acting or Double-acting Hydraulic Cylinders |
| Automation Interface | Hydraulic quick-couplings, Electrical sensors (PNP/NPN) |
| Clamp / Unclamp Time | Fast actuation (circuit-dependent; optimized for production throughput) |
| Clamping Zones | Single-zone or multi-zone (independent control) |
| Sensor & Feedback | Part-present, clamp position, pressure confirmation (options) |
| Quick-Change Interface | Hydraulic quick couplings; pallet/zero-point options |
| Surface Treatment (optional) | Black oxide, nitriding, nickel plating |
| Hydraulic Media Compatibility | Mineral oil; water-glycol (by seal selection) |
Custom fixtures win when the supplier documents assumptions and provides measurable results with proof.
Tip: send your part drawing with CTQ callouts, machine model, and cycle-time goal. We’ll propose a hydraulic fixture layout with clamping-force and deflection estimates.
Our hydraulic fixtures run in automotive, aerospace, and heavy-machinery shops, on parts where position and rigidity matter most.

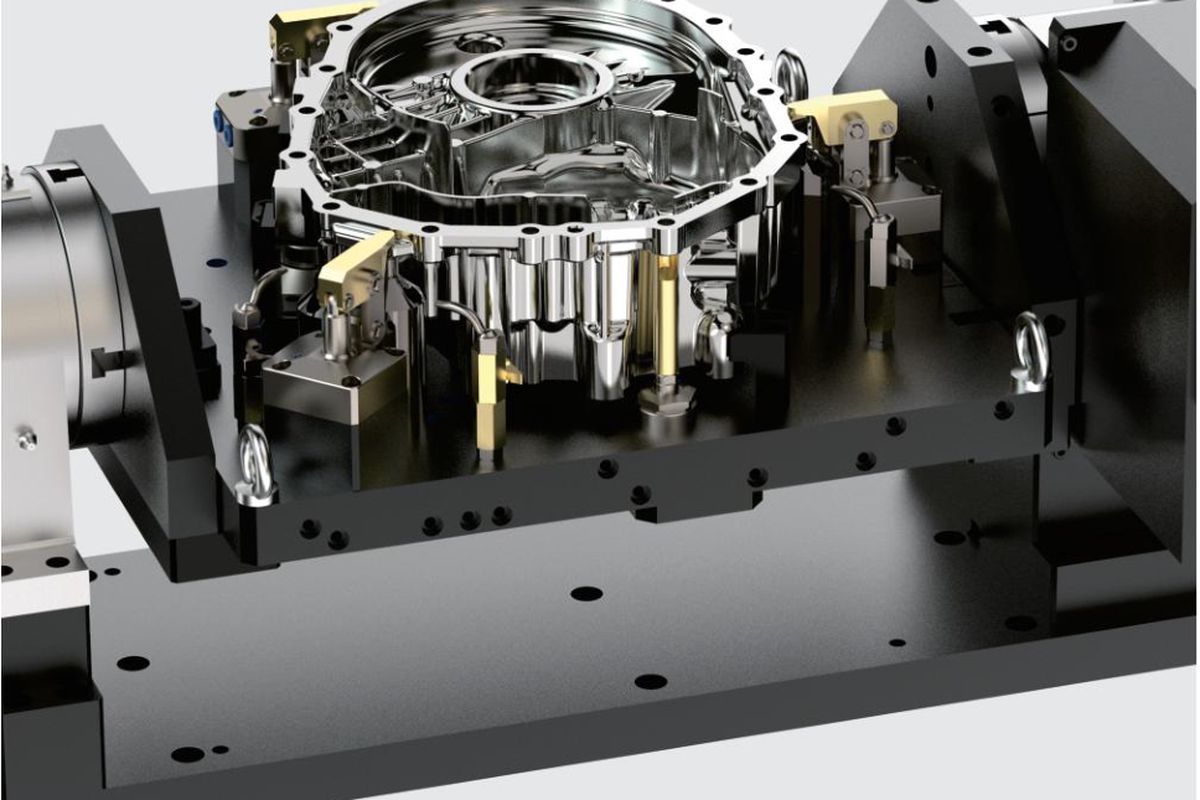
Used for machining engine blocks, cylinder heads, and transmission cases. The fixtures give the rigidity and precision to hold tight tolerances on critical features.

From structural airframe components to complex turbine blades, our fixtures securely hold thin-walled or exotic materials without distortion. We provide proven solutions for 5-axis machining of titanium, Inconel, and high-strength aluminum alloys.

We design robust fixtures for large workpieces like hydraulic manifolds, valve bodies, and gear housings. They are built to handle heavy parts and high metal-removal rates, and to keep throughput up on big jobs.
APPLICATION GALLERY
If your part looks like one of these, we have done it before — and the build plan, hydraulic sizing and acceptance test recipe carry over.

Download brochures, request CAD models, or get a consultation for your custom hydraulic fixture project.
Engineering intake
Hydraulic fixture projects move faster when the request already includes the part family, datum strategy and target machining problems. This form sends those details together with the product context, so your inquiry is easier to classify and reply to.
Use this when you want a more qualified engineering reply than a general contact message.
Custom hydraulic fixtures are engineered around your specific part geometry, clamping sequence, and production volume. This cheatsheet helps you specify the right design inputs, prepare your machine for hydraulic integration, and maintain clamping consistency over long production runs.
Need a fixture concept review, clamping force calculation, or HPU sizing for your part?
Contact usAnswers to common questions about custom hydraulic fixtures, CNC hydraulic workholding, and automation integration.
It’s a CNC workholding solution designed around your specific part and process. Using hydraulic pressure, it clamps with repeatable force and locates datums consistently—ideal for automated or high-volume production.
Hydraulic fixtures typically deliver higher and more stable clamping force than pneumatic systems, with better control for thin-wall parts. Compared with manual/mechanical clamps, they reduce operator variation and improve repeatability in long runs.
Depending on the part, we can integrate swing clamps, pull-down/toe clamps, hydraulic work supports, cylinders, and anti-lift elements. The clamp choice is driven by access, distortion risk, and required cutting loads.
Yes. We often design modular locators and interchangeable clamping elements so a base fixture can accommodate part variants with minimal changeover time.
We balance clamping points, control force with the hydraulic circuit, and design locators around critical-to-quality features. For thin-wall parts, even-force strategies and support elements are used to maintain geometry.
Part drawings (2D/3D), machining ops, datum/CTQ requirements, machine/pallet constraints, automation plan, and production targets (volume, takt time). The more complete the inputs, the faster we can converge on a robust concept.
Fixtures can be designed for pallet changers and robotic cells with quick couplings, standardized manifolds, and sensor feedback (part-present, clamp position, pressure confirmation) for safe unattended machining.
Routine checks focus on seals, hydraulic connections, and sensor condition. Service-friendly routing and replaceable wear pads help keep preventive maintenance quick and predictable.
Custom hydraulic fixtures are quoted per project — once the design is approved, typical builds ship in roughly 15–25 days after PO confirmation. Multi-station pallet builds, non-standard hydraulic boost circuits, or matched fixture sets across cells add 1–2 weeks. Committed lead time is confirmed in writing once the BOM, hydraulic schedule, and pallet interface are locked.
Each custom hydraulic fixture ships with a project-specific factory acceptance report covering geometric accuracy at all stations, repeat-clamp force at the rated hydraulic pressure, and pressure-decay leak test results. Material certificates, hydraulic schematic, and the written warranty are documented at design freeze.

The perfect base for our hydraulic fixtures, enabling rapid changeovers with <0.005 mm repeatability.
View Details →
Ideal for 5-axis machining of smaller, prismatic parts with high precision.
View Details →
Keep the spindle cutting by integrating your hydraulic fixtures with our APC systems.
View Details →Fast quote
Three fields are enough — our engineers reply within one business day with pricing and configuration advice.


