Посчитайте время вашей последней горизонтальной работы: сколько минут шпиндель реально резал? На большинстве HMC-участков, которые мы посещаем, это где-то между 35% и 55%. Остальное уходит на переналадку — разжим, повторную выставку, смену тисков, поиск нужного Т-образного ключа. CNC надгробная колонна — то, что в отрасли просто называют tombstone — это единственная замена оснастки, которая сдвигает это число к 70%.
Механика проста: 4, 6 или 8 прецизионных граней на одной чугунной отливке, которая крепится к палету HMC или базе нулевой точки. Загрузите детали на каждую грань, запустите программу, и шпиндель индексирует колонну без необходимости что-либо разжимать. Мы поставляли надгробные колонны автомобильным заводам Tier 1, аэрокосмическим мастерским и контрактным цехам с 30+ номенклатурами в месяц. Типичный результат: сокращение времени переналадки на 60–80%, больше деталей за час работы шпинделя и возможность запускать ячейку на ночную безлюдную смену.
Это практическое руководство: сравнение шести типов надгробных колонн, когда выбирать серый чугун HT250 вместо высокопрочного QT500, три системы базирования и для какой работы каждая подходит лучше, и как колонна устанавливается на ваш Mazak, Mori Seiki, DMG MORI, Makino, Doosan или Haas HMC. Если вы предпочитаете просто отправить нам модель станка и габариты детали, это тоже подходит — мы вернёмся с рекомендацией по размеру в течение 1 рабочего дня.
Что на самом деле делают CNC надгробные колонны
Надгробная колонна — это многогранная зажимная платформа — чугунная отливка массой от 80 до 450 кг, шлифованная по каждой грани с точностью 0,02 мм / 300 мм — которая крепится к CNC палету, поворотному столу или базе нулевой точки. Каждая грань просверлена или имеет пазы для крепления оснастки. Установите детали на несколько граней, запустите программу, и шпиндель индексирует колонну без разжима между операциями.
Причина, по которой это работает на HMC, а не на VMC — геометрия. Вертикальный станок смотрит прямо вниз на одну грань. Горизонтальный может повернуть палет на 90° и достичь другой грани. С надгробной колонной на палете четыре поворота палета дают полный доступ ко всем четырём сторонам каждой детали на колонне. На 5-осевом HMC можно обрабатывать угловые элементы на тех же гранях без переустановки.
Именно здесь рождается производительность. Типичная работа на палете HMC 500×500 мм с одинарными тисками требует 20–30 минут на каждую сторону для разжима/переориентации/повторной выставки. Квадратная надгробная колонна с 4 деталями на грани заменяет это одним поворотом палета — фактически ноль секунд оператора на грань. Три практических преимущества на производстве:
- Многогранная обработка за один цикл. Сверление, фрезерование, нарезание резьбы, развёртывание и снятие фасок на всех доступных гранях — или 8–16 деталей — за одну программу. Без повторного базирования, без второй операции, без брака из-за дрейфа индикатора.
- Стабильная база резания. Правильно отлитая и термообработанная надгробная колонна достаточно тяжела, чтобы гасить вибрацию. Тонкостенные алюминиевые корпуса, магниевые кронштейны и отливки из высокопрочного чугуна сохраняют чистоту обработки и размер лучше, когда оснастка перестаёт «звенеть» при тяжёлом черновом проходе. Мы измерили снижение слышимой вибрации до 50% на пробных резах Tier-1.
- Автоматизация, которая реально работает ночью. Закрепите колонну на базе нулевой точки и палетосменщик или робот перестаёт заботиться о том, что сверху — он просто перемещает палеты. Именно так безлюдные смены становятся предсказуемыми, а не «как получится».
Компромиссы реальны: надгробная колонна стоит дороже пары тисков, требует HMC (или VMC с достаточным Z-ходом) и вознаграждает цех, стандартизировавший палетный интерфейс. Под поверхностью вам также нужно продумать подачу СОЖ — наши крупные колонны включают внутренние каналы охлаждения, так что поток СОЖ достигает детали на задней грани без протягивания шлангов через палет. Если ваша ячейка отвечает этим требованиям, окупаемость обычно составляет 8–14 месяцев при автомобильных объёмах, быстрее при безлюдных сменах.
Шесть типов надгробных колонн, которые мы производим
NEXTAS поставляет шесть семейств надгробных колонн, рассчитанных на палеты HMC от 400 мм до 800 мм. Мы устанавливали колонны на Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino серии A, Doosan NHM и Haas EC — геометрия просто меняется под шпилечный паттерн палета. Выбор нужного семейства сводится к трём вопросам: насколько велики ваши детали, насколько сложен цикл и сколько деталей вы хотите загрузить за раз?
1. Квадратные надгробные колонны (4 грани)
Ежедневная рабочая лошадка. Четыре плоские, прецизионно обработанные грани — одинаковая ширина, одинаковая высота — идеально для массового производства с высокой плотностью загрузки. Наша квадратная серия (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) покрывает размер «под ключ» от 250 мм до 350 мм при высоте 400 мм, массой 95–180 кг в зависимости от размера. Это колонна, которую мы поставляем чаще всего для автомобильных корпусов, гидравлических коллекторных блоков, картеров КПП и средних деталей общего назначения. Оптимальное применение: палеты HMC 400–630 мм, детали до ~120 мм куб, 4–16 деталей за установку.
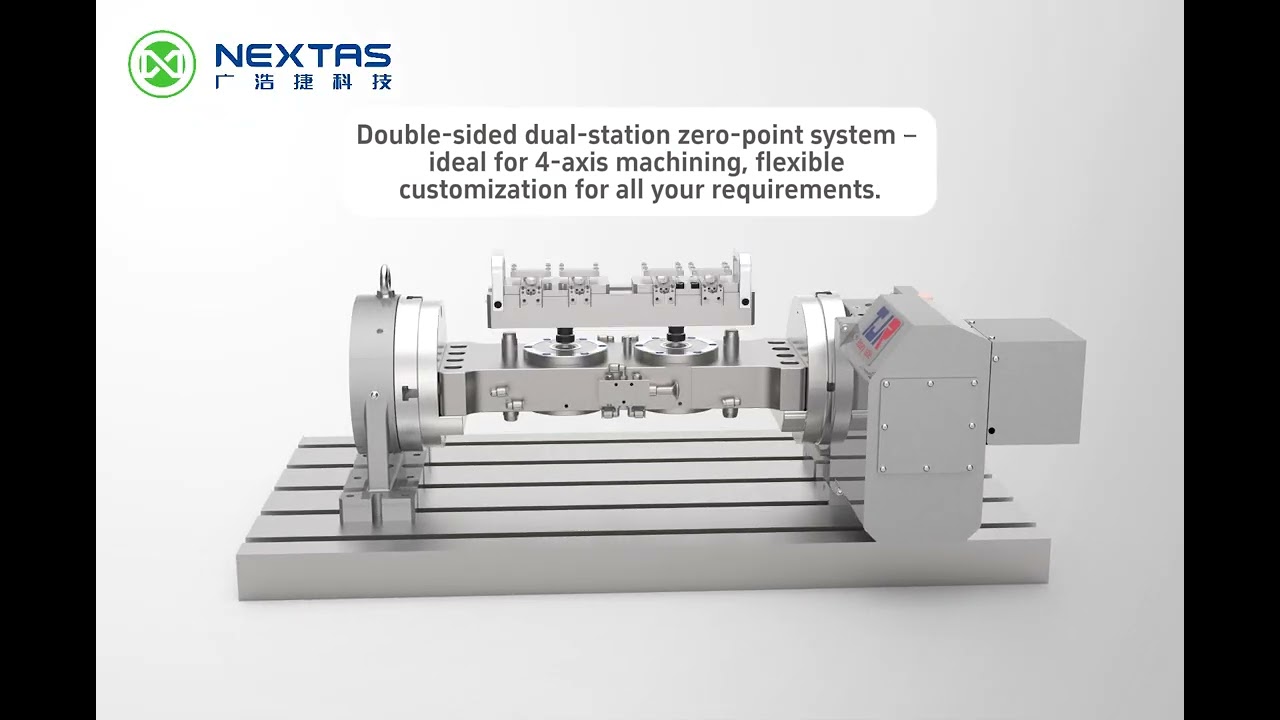
2. Двусторонние надгробные колонны
Две противоположные прецизионные грани, сбалансированная загрузка — разработаны для резания шпинделем с одной стороны, пока оператор загружает другую. Распространены в ячейках с крупными корпусами, картерами коробок передач или сборками, не помещающимися на четырёхгранную колонну. Симметричный профиль также выигрывает там, где доступ с одного направления ограничен — например, когда длинная деталь требует сверления торца и торцы колонны становятся рабочей поверхностью. Отлично работает с системой быстрой смены нулевой точки для автономной переналадки.
3. Крестообразные надгробные колонны
Крестообразная конструкция, четыре станции, расходящиеся от усиленного центрального ребра. Геометрия создана для многостанционного закрепления — несколько деталей или одна деталь, проходящая несколько операций, на одной колонне. Аэрокосмические конструктивные фитинги, кронштейны шасси и стержни пресс-форм размещаются на них, потому что внутренний рёберный паттерн (стенки 8–12 мм, отлитые из HT250) выдерживает тяжёлые силы бокового фрезерования без измеримого прогиба. Типичная конфигурация: длина плеча 250–350 мм при общей высоте 400–600 мм.
4. Шестигранные надгробные колонны (6 граней)
Шесть прецизионных граней означают примерно на 50% больше ёмкости для деталей, чем у квадратной колонны. Наши NT-TCO360P600V2 (360 мм WAF, ~210 кг) и NT-TCO450P600V2 (450 мм WAF, ~320 кг) высотой 600 мм подходят для палетов HMC 500–630 мм. Правильный выбор, когда вам нужна бо́льшая ёмкость, чем даёт квадратная колонна, но каждая грань по-прежнему нуждается в достаточной ширине для субоснастки или одной крупной детали. Распространены на станках класса Mori NHX5000, DMG NHX5000, Mazak HCN-5000.
5. Восьмигранные надгробные колонны (8 граней)
Восемь граней для максимально плотной загрузки на крупных станках. Каждая грань у́же, чем у шестигранной колонны, поэтому они подходят для мелких деталей или повторяющихся элементов. Типичная восьмигранная колонна: 480–540 мм WAF, высота 700–800 мм, масса 380–450 кг. Восьмигранные колонны особенно эффективны при безлюдной автоматизации: больше деталей за установку означает более длительные необслуживаемые прогоны и меньше смен палетов за смену. Мы комплектуем их с палетными пулами или ячейками FMS для автомобильного силового агрегата, где одна ячейка должна охватить 8-часовую ночную смену.
6. Модульные сменные надгробные колонны
Построены на базе сменных субплит. Вместо перепроектирования колонны для каждого нового заказа вы меняете зажимную платформу сверху, а основание колонны остаётся закреплённым на палете. Переналадка сокращается с «перестроить с нуля» до «сменить платформу за минуты» — на практике замена платформы с двумя болтами M16 и одним шпилечным зажимом нулевой точки занимает 90–180 секунд. Это правильная архитектура для контрактных цехов с 20+ различных деталей в месяц и для опытных ячеек, которым нужно прототипировать, а затем производить на одном и том же станке.
Надгробная колонна vs угольник vs крепёжная плита
Три смежных варианта часто обсуждаются вместе. Быстрое правило:
- Надгробная колонна: Используйте, когда вам нужно 4–8 граней в одной установке, а детали меньше основания колонны. Лучшая рентабельность для серийных и многосторонних работ.
- Угольник: Используйте, когда одной детали нужен доступ к ещё одной грани (обычно 90° от базы палета). Легче, дешевле, только одна грань.
- Крепёжная плита / координатная плита: Используйте, когда детали крупные и плоские — вам нужна прецизионно расточенная рабочая поверхность, а не башня. Распространена на VMC, не на HMC.
Решение обычно сводится к вопросу: сколько граней детали нужно обработать за один цикл. Одна грань: крепёжная плита. Две грани: угольник. Три и более: надгробная колонна.

Простое сверление, точные отверстия или T-пазы?
Когда геометрия колонны определена, следующее решение — как детали крепятся к ней. Мы предлагаем три системы базирования, каждая с чётким применением.
Простое сверление (сетка M12/M16)
Стандартные резьбовые отверстия на сетке — обычно M12 с шагом 50×50 мм, M16 с шагом 80×80 для более тяжёлых работ. Самый экономичный вариант, подходит для общего крепления, где собственные базы детали выполняют выравнивание, а отверстия просто удерживают заготовку. Хорош для некритичной обработки и для цехов, которым нужна гибкость для сверления новых паттернов со временем.
Точное базирование по отверстиям (эталонные расточки H6)
Эталонные расточки с жёстким допуском — обычно H6, Ø12 или Ø16 — под прецизионно шлифованные установочные штифты. Повторяемость составляет ≤ 0,005 мм, что точнее, чем большинство операторов могут выставить тиски прокладками вручную. Отверстия обычно расположены на сетке 50×50 или 80×80 с одним ромбическим штифтом (радиальное ограничение) и одним круглым штифтом (полное ограничение) на оснастку, остальные — свободные. Это правильный выбор для аэрокосмических конструктивных деталей, медицинских имплантатов, кронштейнов батарейных поддонов EV и всего, где положение оснастки относительно детали должно совпадать с моделью CAM каждый раз.
Базирование по T-пазам
Стандартные T-пазы по каждой грани — ширина пазов 14 мм или 18 мм для совместимости с типовыми зажимными комплектами DIN. Прижимы, упоры и ступенчатые блоки скользят в любом месте паза, так что вы можете перенастроить оснастку для следующего заказа без сверления новых отверстий. Лучше всего для мелкосерийного разнономенклатурного производства, прототипных цехов и небольших мастерских, где следующая деталь — это то, что только что принесли в дверь.
Большинство наших клиентов в итоге заказывают комбинацию — точное базирование по отверстиям на гранях для критичных серийных деталей, T-пазы на гранях для прототипов. Мы также можем выполнить перекрёстное сверление для каналов СОЖ или добавить внутренний коллектор для подачи СОЖ через шпильки, если ваша работа этого требует. Пришлите нам чертёж того, как крепится ваша существующая оснастка, и мы подберём подходящее решение.
HT250 vs QT500: почему марка чугуна имеет значение
Надгробная колонна хороша настолько, насколько хороша отливка под прецизионно обработанными поверхностями. Мы отливаем наши из серого чугуна HT250 или высокопрочного чугуна QT500, и каждую колонну подвергаем отжигу для снятия напряжений перед финишной обработкой. Вот как выбрать.
HT250 (серый чугун) — стандартный выбор
HT250 — рабочая лошадка. Графитовые чешуйки внутри отливки гасят вибрацию значительно лучше любой стали — мы измеряем в 3–5 раз большую демпфирующую способность по сравнению с высокопрочным чугуном QT500 — именно то, что нужно, когда тяжёлая фреза черново обрабатывает одну грань, а чистовой проход идёт на противоположной. Он также хорошо заливается в сложные формы, поэтому является правильным материалом для крестообразных колонн и модульных оснований с внутренними рёбрами. Около 80% наших квадратных и шестигранных колонн поставляются в HT250.
QT500 (высокопрочный чугун) — для тяжёлых работ
QT500 уступает немного в демпфировании, но существенно выигрывает в прочности. Предел прочности на разрыв ≥ 500 МПа против 250 МПа у HT250, относительное удлинение ≥ 7% против 1% или менее, а ударная вязкость значительно выше. Мы назначаем QT500 для тяжёлых автомобильных и аэрокосмических работ, где колонна может подвергаться крупным прерывистым резам, случайным столкновениям при наладке или длительным высоким зажимным нагрузкам. Сферическая структура графита также означает меньшую концентрацию напряжений, поэтому размерная стабильность сохраняется на протяжении многих лет производства.
Отжиг для снятия напряжений
Оба материала проходят термический цикл снятия напряжений перед финишной шлифовкой. Процесс литья фиксирует внутренние напряжения в чугуне; без отжига эти напряжения медленно высвобождаются в процессе эксплуатации, и колонна выходит из допуска за месяцы. Наши отожжённые колонны сохраняют точность позиционирования 0,02 мм / 300 мм в долгосрочной перспективе — даже при тяжёлых режимах резания и нормальных перепадах температуры в цехе.
Где надгробные колонны окупают себя
Надгробные колонны — универсальный инструмент, но окупаются быстрее всего в нескольких конкретных отраслях. Если ваша работа подходит под любую из них, расчёт ROI обычно короткий — вот что мы наблюдали на предприятиях клиентов.
- Аэрокосмическая отрасль: Тонкостенные кронштейны, фитинги, подкосы шасси и сложные 5-осевые конструктивные детали. Шестигранные и восьмигранные колонны обеспечивают стабильную базу, необходимую для 5-осевого цикла, а демпфирование HT250 предотвращает дребезжание деталей из Ti-6Al-4V при длительных чистовых проходах. Типичная установка: 6–12 кронштейнов на шестигранной колонне, один 4-часовой цикл без вмешательства оператора. Подробнее о зажимных решениях для аэрокосмической отрасли.
- Автомобильная отрасль: Блоки цилиндров, картеры КПП, рычаги подвески, батарейные поддоны EV, торцевые крышки двигателей. Квадратные и крестообразные колонны доминируют, потому что плотное крепление на многих гранях — это то, что снижает время цикла. Мы поставили ячейки с 16 деталями на палет, циклом 90 секунд, в три смены в день для заводов Tier 1. Узнайте, как автомобильные цеха их используют.
- Пресс-формы и штампы: Основания пресс-форм, стержни, матрицы, ползуны, толкательные плиты. Модульные и двусторонние колонны позволяют цехам пресс-форм менять зажимные платформы между заказами вместо перестройки наладки каждый раз, когда новая форма попадает на станок. Подробнее о зажимных решениях для пресс-форм и штампов.
- Контрактные цеха с мелкосерийным разнономенклатурным производством: Цеха с 30+ номенклатурами в месяц. Модульные сменные колонны плюс T-пазы превращают переналадку из полудня наладчика в 10-минутную замену платформы. В сочетании с палетным пулом, тот же станок берёт больше заказов без добавления второй смены.
- Медицинские имплантаты и полупроводники: Колонны с точным базированием по отверстиям и корпусом из QT500 для повторяемости и стабильности, которые требует обработка с жёсткими допусками для медицины (ортопедические имплантаты, зубные абатменты) и полупроводниковая оснастка (RF-корпуса, тела вакуумных патронов). Медицинские решения · полупроводниковые решения.
- Новая энергетика и электромобили: Поддоны батарейных модулей, корпуса статоров двигателей, платы BMS. Квадратные колонны с высокой плотностью крепления позволяют одному HMC освоить среднесерийные программы EV без перехода на трансферную линию. Подробнее об обработке для новой энергетики.
Стандартные модели и краткий список выбора
Выбор правильной колонны сводится к трём параметрам: станок (HMC, VMC или 5-осевой), габариты заготовки (размеры и масса), и модель производства (серийное массовое производство vs разнономенклатурное). Используйте таблицу ниже для предварительного выбора перед обсуждением с инженерами.
Изготовление по заказу
Стандартные модели покрывают большинство случаев, но множество работ требуют чего-то вне каталога — нестандартной ширины, резьбового паттерна, совпадающего с существующей библиотекой оснастки, интерфейсной плиты, изготовленной под конкретный палет HMC. Пришлите нам чертёж палета и габариты детали; мы вернёмся с проектом и сроком изготовления 3–5 недель.
Три способа вернуть часы работы HMC с помощью надгробной колонны
Купить колонну — это простая часть. Получение прироста производительности зависит от того, как вы интегрируете её в ячейку. Три паттерна ниже — это то, что, по нашим наблюдениям, даёт максимальный выигрыш.
- Объедините с базой нулевой точки. Надгробная колонна, зафиксированная на системе зажима нулевой точки меняется за секунды вместо минут. Повторяемость остаётся на уровне ≤ 0,005 мм от цикла к циклу. Общий эффект: переналадка сокращается с 20–30 минут на заказ до менее 5.
- Стандартизируйте зажимные платформы для всех колонн. Модульные сменные колонны позволяют иметь библиотеку готовых платформ. Когда поступает новый заказ, платформа устанавливается офлайн, проверяется и затем монтируется на колонну на станке. Нет простоя станка на наладку; шпиндель продолжает резать.
- Максимизируйте плотность крепления в соответствии с циклом. Если время цикла одной детали составляет 8 минут и вы меняете палеты каждый цикл, восьмигранная колонна с 8 деталями означает одну смену палета в час вместо одной каждые 8 минут. Этот эффект накапливается быстро за безлюдную смену.
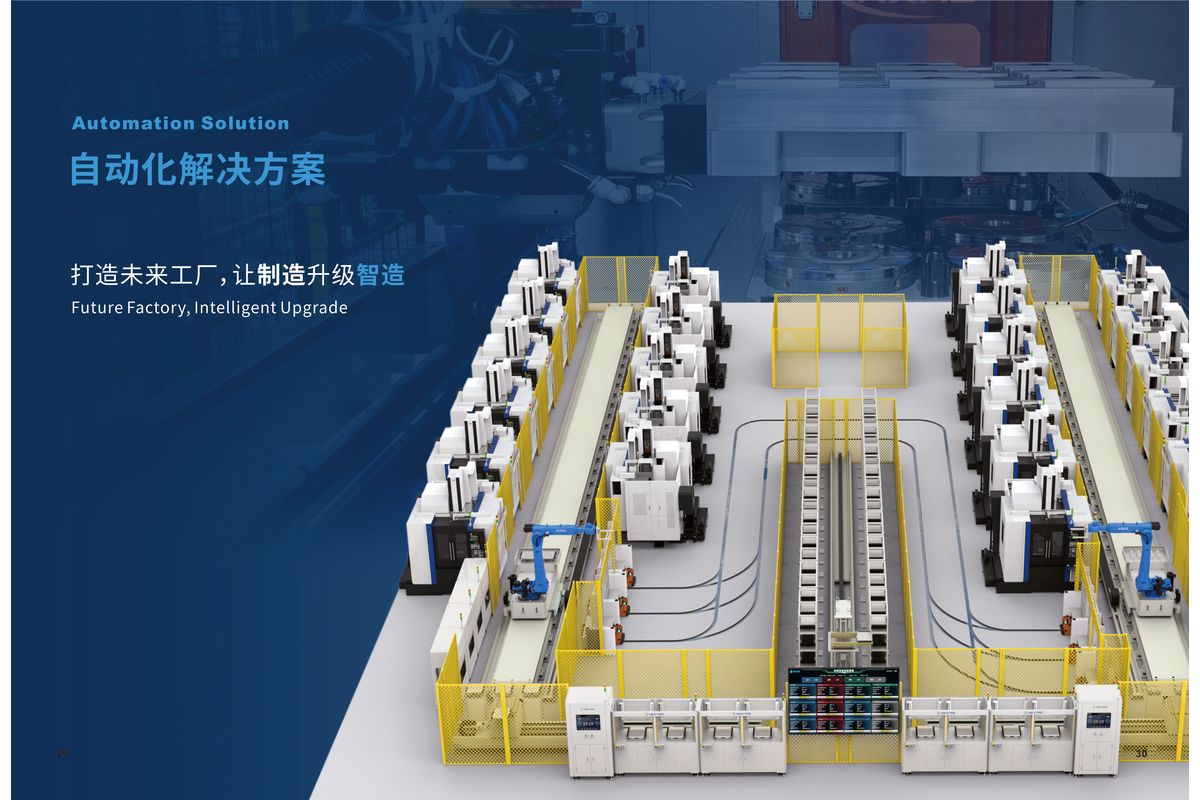
Для цехов, уже эксплуатирующих автоматизацию, следующий шаг — обычно комплектация надгробных колонн с автоматическим палетосменщиком или полный переход к гибкой производственной ячейке. Колонна — это элемент зажима; палетосменщик — это то, что обеспечивает её загрузку.
Начните работу с надгробной колонной NEXTAS
Стандартные колонны отгружаются за 1–2 недели с момента PO. Заказные изделия — нестандартные размеры, специальные схемы базирования, интерфейсные плиты под конкретный станок — обычно 3–5 недель, включая инженерную проработку. В любом случае мы проработаем спецификацию вместе с вами перед формированием предложения, чтобы колонна действительно подходила к вашему станку и деталям.
Что отправить при обращении:
- Модель станка и чертёж палетного интерфейса — расположение болтов, схема T-пазов, центральное отверстие, если применимо. Если это Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM или Haas EC, у нас уже есть шаблоны палетов.
- Габариты заготовки — самая крупная деталь, которую нужно закрепить, плюс типичный размер партии.
- Модель производства — один артикул, семейство похожих деталей или полное разнономенклатурное производство.
- Целевой допуск — конкретно, насколько жёсткой должна быть повторяемость от детали к детали.
- Контекст автоматизации — отдельный палет, палетосменщик, FMS или роботизированная загрузка.
Три способа начать диалог, в зависимости от объёма имеющейся информации:
- Нужен быстрый ответ? WhatsApp +86 134 1542 9444 или email sandy@nextas.com с моделью станка и мы ответим в тот же рабочий день.
- Специфицировать полную колонну? Используйте форму обратной связи с чертежом и мы отправим CAD-модель предлагаемой колонны на вашем палете в течение 1 рабочего дня.
- Хотите сначала получить полный PDF-чек-лист по выбору? Скачайте его из формы ниже — всё из этой статьи на одной странице плюс шаблон RFQ для отдела закупок.
Немного о нас, раз вы дочитали досюда: NEXTAS базируется в Чжухае, провинция Гуандун — 588 сотрудников, 250 инженеров R&D, 43 600 м² производственных площадей. Сертификация ISO 9001/14001/45001, аудит TÜV Rheinland на Made-in-China. Мы поставляли надгробные колонны на автомобильные заводы Tier 1 в Германию, Японию, Индию, Мексику и США, а также аэрокосмическим компаниям и контрактным цехам по всему миру. Если вы хотите сравнить нас перед заказом, запросите отзывы клиентов в вашем регионе — мы свяжем вас с цехом, эксплуатирующим такой же тип колонны.