Policz czas swojego ostatniego zlecenia na maszynie poziomej: ile minut wrzeciono faktycznie skrawało? Na większości hal z HMC, które odwiedzamy, to gdzieś między 35% a 55%. Reszta znika w przygotowaniu — odkręcanie, ponowne bazowanie, wymiana imadeł, szukanie odpowiedniego klucza. Kolumna narzędziowa CNC — w branży po prostu tombstone — to jedyna zmiana oprzyrządowania, która przenosi ten wskaźnik powyżej 70%.
Mechanika jest prosta: 4, 6 lub 8 precyzyjnych powierzchni na jednym odlewie żeliwnym, przykręconym do palety HMC lub bazy zero-point. Załaduj części na każdą powierzchnię, uruchom program, a wrzeciono indeksuje się wokół kolumny bez konieczności odkręcania czegokolwiek. Dostarczaliśmy tombstone'y do motoryzacyjnych dostawców Tier 1, warsztatów lotniczych i podwykonawców obsługujących ponad 30 numerów części miesięcznie. Typowy wzorzec: redukcja czasu przygotowania o 60–80%, więcej części na godzinę pracy wrzeciona i możliwość pozostawienia celi pracującej na nocną zmianę.
Ten poradnik to wersja praktyczna: porównanie sześciu typów tombstone’ów, kiedy wybrać żeliwo szare HT250 zamiast sferoidalnego QT500, trzy systemy pozycjonowania i do jakich zadań każdy z nich pasuje najlepiej, a także jak tombstone pasuje do Twojego Mazak, Mori Seiki, DMG MORI, Makino, Doosan lub Haas HMC. Jeśli wolisz po prostu wysłać nam model maszyny i obwiednię części, to również jest w porządku — wrócimy z dobraną rekomendacją w ciągu 1 dnia roboczego.
Co właściwie robią kolumny narzędziowe CNC
Kolumna narzędziowa to wielopowierzchniowa platforma mocująca — odlew żeliwny o masie od 80 do 450 kg, szlifowany na każdej powierzchni z dokładnością 0,02 mm / 300 mm — przykręcany do palety CNC, stołu obrotowego lub bazy zero-point. Każda powierzchnia jest wiercona lub frezowana pod mocowanie. Załaduj części na kilku powierzchniach, uruchom program, a wrzeciono indeksuje wokół kolumny bez luzowania czegokolwiek między operacjami.
Powodem, dla którego to działa na HMC, a nie na VMC, jest geometria. Maszyna pionowa patrzy prosto w dół na jedną powierzchnię. Maszyna pozioma może obrócić paletę o 90° i dosięgnąć innej powierzchni. Z tombstone na palecie cztery obroty dają pełny dostęp do czterech stron każdej części na kolumnie. Na 5-osiowym HMC możesz obrabiać geometrie kątowe na tych samych powierzchniach bez przezbrajania.
Właśnie stąd bierze się wzrost produktywności. Typowe zlecenie na palecie HMC 500×500 mm z imadłami jednostanowiskowymi pochłania 20–30 minut na stronę na odkręcanie/obracanie/ponowne bazowanie. Kwadratowy tombstone z 4 częściami na powierzchnię zastępuje to jednym obrotem palety — praktycznie zero sekund czasu operatora na powierzchnię. Trzy praktyczne korzyści widoczne na hali:
- Obróbka wielopowierzchniowa w jednym cyklu. Wiercenie, frezowanie, gwintowanie, rozwiercanie i fazowanie wszystkich dostępnych powierzchni — czyli 8–16 części — w jednym programie. Bez ponownego bazowania, bez drugiej operacji, bez braków z dryfu wskaźnika.
- Stabilna baza obróbkowa. Prawidłowo odlany i odprężony tombstone waży wystarczająco, aby pochłaniać drgania. Cienkościenne obudowy aluminiowe, wsporniki magnezowe i odlewy z żeliwa sferoidalnego lepiej utrzymują wykończenie i wymiary, gdy oprzyrządowanie przestaje rezonować podczas ciężkiego przejścia zgrubnego. Zmierzyliśmy do 50% mniej słyszalnego drgania przy próbnych skrawaniach dla Tier 1.
- Automatyzacja, która naprawdę działa przez noc. Zablokuj kolumnę na bazie zero-point, a zmieniarka palet lub robot przestaje się martwić, co jest na górze — po prostu przesuwa palety. Właśnie tak praca bezobsługowa staje się przewidywalna zamiast „najlepszego, co się uda".
Kompromisy są realne: tombstone kosztuje więcej niż para imadeł, wymaga HMC (lub VMC z wystarczającym prześwitem Z) i najlepiej sprawdza się w warsztacie ze standaryzowanym interfejsem paletowym. Pod powierzchnią trzeba też pomyśleć o prowadzeniu chłodziwa — nasze większe kolumny mają wewnętrzne kanały chłodziwa, dzięki czemu strumień dociera do części na tylnej powierzchni bez przeciągania węży przez paletę. Jeśli Twoja cela spełnia te warunki, zwrot inwestycji następuje zwykle w 8–14 miesięcy przy produkcji motoryzacyjnej, szybciej przy pracy bezobsługowej.
Sześć typów tombstone’ów, które produkujemy
NEXTAS dostarcza sześć rodzin kolumn narzędziowych, dopasowanych do palet HMC od 400 mm do 800 mm. Montowaliśmy kolumny na maszynach Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino A series, Doosan NHM i Haas EC — geometria zmienia się jedynie w celu dopasowania do wzoru śrub palety. Wybór właściwej rodziny sprowadza się do trzech pytań: jak duże są Twoje części, jak złożony jest cykl i ile części chcesz załadować jednocześnie?
1. Kolumny kwadratowe (4 powierzchnie)
Codzienny koń roboczy. Cztery płaskie, precyzyjnie obrobione powierzchnie — identyczna szerokość, identyczna wysokość — idealne do gęstej produkcji masowej. Nasza seria kwadratowa (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) obejmuje wymiar WAF od 250 mm do 350 mm przy wysokości 400 mm, ważąc 95–180 kg w zależności od rozmiaru. To kolumna, którą wysyłamy najczęściej do obudów motoryzacyjnych, bloków rozdzielaczy hydraulicznych, skrzyń biegów i ogólnych średnich części. Najlepsze dopasowanie: palety HMC 400–630 mm, części do ok. 120 mm sześcianu, 4–16 części na mocowanie.
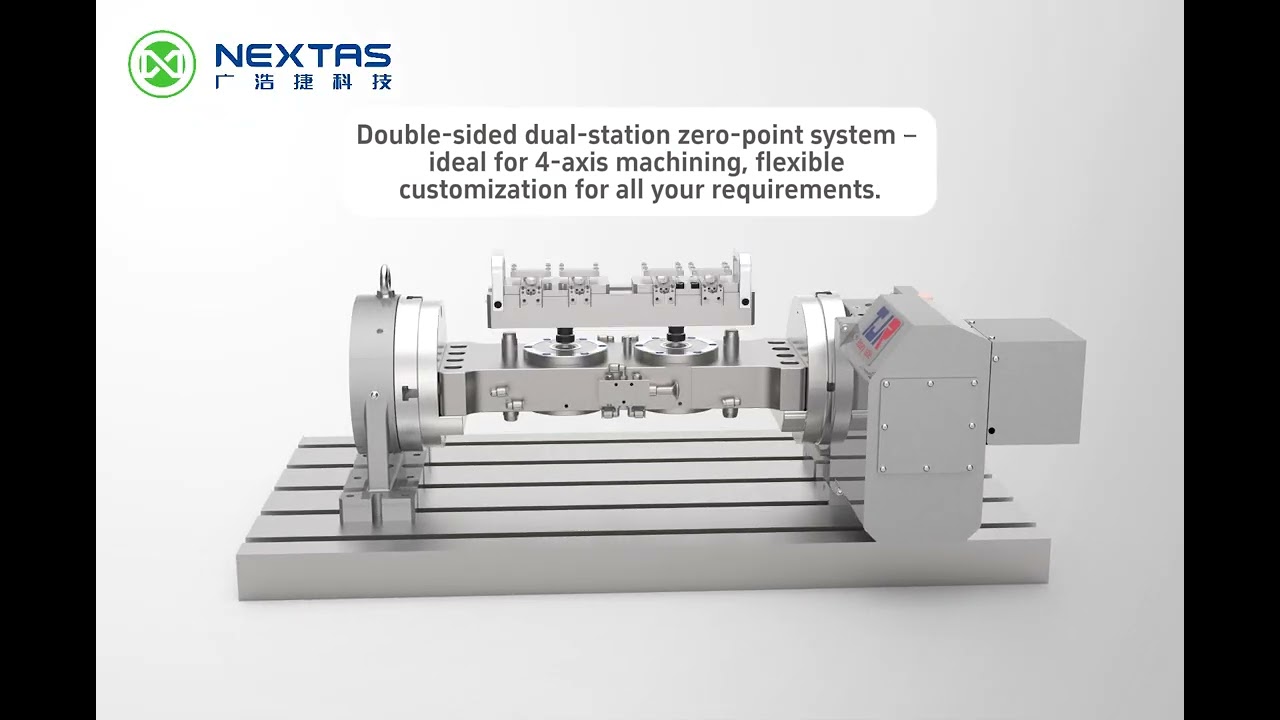
2. Kolumny dwustronne
Dwie przeciwległe precyzyjne powierzchnie, zrównoważone obciążenie, zaprojektowane tak, aby wrzeciono skrawało jedną stronę, podczas gdy operator ładuje drugą. Powszechne w celach obrabiających duże obudowy, korpusy skrzyń biegów lub zespoły, które nie mieszczą się na kolumnie czteropowierzchniowej. Symetryczny profil sprawdza się również tam, gdzie dostęp z jednego kierunku jest ograniczony — na przykład gdy długa część wymaga wiercenia czołowego, a końce kolumny stają się powierzchnią roboczą. Działa bez problemów z systemem zero-point do przezbrojenia offline.
3. Kolumny krzyżowe
Konstrukcja krzyżowa, cztery stanowiska promieniujące od wzmocnionego centralnego żebra. Geometria jest zaprojektowana pod mocowanie wielostanowiskowe — wiele części lub jedna część przechodząca przez wiele operacji na tej samej kolumnie. Elementy strukturalne lotnicze, wsporniki podwozia i rdzenie form trafiają tutaj, ponieważ wewnętrzna siatka żeber (przegrody 8–12 mm lane w HT250) przenosi duże siły frezowania bocznego bez mierzalnego ugięcia. Typowa konfiguracja: długość ramienia 250–350 mm przy wysokości całkowitej 400–600 mm.
4. Kolumny sześciokątne (6 powierzchni)
Sześć precyzyjnych powierzchni oznacza ok. 50% większą pojemność na mocowanie niż kolumna kwadratowa. Nasze NT-TCO360P600V2 (360 mm WAF, ~210 kg) i NT-TCO450P600V2 (450 mm WAF, ~320 kg) o wysokości 600 mm pasują do palet HMC 500–630 mm. Właściwy wybór, gdy potrzebujesz większej pojemności niż daje kwadratowa, ale każda powierzchnia nadal wymaga przyzwoitej szerokości pod montaż pomocniczy lub większą część. Powszechne na maszynach klasy Mori NHX5000, DMG NHX5000, Mazak HCN-5000.
5. Kolumny ośmiokątne (8 powierzchni)
Osiem powierzchni zapewniających najgęstsze możliwe ładowanie na większych maszynach. Każda powierzchnia jest węższa niż na kolumnie sześciokątnej, więc nadają się do mniejszych części lub powtarzalnych geometrii. Typowa kolumna ośmiokątna: 480–540 mm WAF, 700–800 mm wysokości, 380–450 kg. Kolumny ośmiokątne świecą w automatyzacji bezobsługowej: więcej części na mocowanie oznacza dłuższe cykle bez nadzoru i mniej wymian palet na zmianę. Łączymy je z pulami palet lub celami FMS w produkcji układów napędowych, gdzie jedna cela musi obsłużyć 8-godzinną zmianę nocną.
6. Kolumny modułowe z wymiennymi płytami
Zbudowane wokół wymiennych podpłyt. Zamiast projektować kolumnę od nowa pod każde zlecenie, wymieniasz płytę mocującą na górze, podczas gdy baza kolumny pozostaje przykręcona do palety. Czas przezbrojenia spada z „buduj od zera” do „wymiana płyty w kilka minut” — w praktyce wymiana płyty z dwoma śrubami M16 i jednym kołkiem zero-point zajmuje 90–180 sekund. To właściwa architektura dla podwykonawców wyceniających ponad 20 różnych części miesięcznie i cel rozwojowych, które muszą prototypować, a następnie produkować na tej samej maszynie.
Tombstone vs kątownik vs płyta mocująca
Trzy powiązane opcje często pojawiają się w tej samej rozmowie. Szybka reguła:
- Tombstone: Stosuj, gdy chcesz 4–8 powierzchni w jednym mocowaniu, a części są mniejsze niż obrys kolumny. Najlepszy ROI przy wolumenie i obróbce wielostronnej.
- Kątownik: Stosuj, gdy część wymaga dostępu do jednej dodatkowej powierzchni (zwykle 90° od bazy palety). Lżejszy, tańszy, tylko jedna powierzchnia.
- Płyta mocująca / płyta rastrowa: Stosuj, gdy części są duże i płaskie — potrzebujesz precyzyjnie rozwierconej powierzchni roboczej, nie wieży. Powszechna na VMC, nie na HMC.
Decyzja zwykle sprowadza się do pytania ile powierzchni część wymaga w jednym cyklu. Jedna powierzchnia: płyta mocująca. Dwie powierzchnie: kątownik. Trzy lub więcej: tombstone.

Wiercenie proste, otwory precyzyjne czy T-slot?
Po ustaleniu geometrii kolumny druga decyzja dotyczy sposobu mocowania części. Oferujemy trzy systemy pozycjonowania, każdy z jasnym zastosowaniem.
Wiercenie proste (siatka M12/M16)
Standardowe otwory gwintowane w siatce — typowo M12 w rastrze 50×50 mm, M16 w rastrze 80×80 dla cięższych prac. Najtańsza opcja, odpowiednia do ogólnego oprzyrządowania, gdzie bazowanie zapewniają dane części, a otwory jedynie przytrzymują element. Dobre rozwiązanie do obróbki niekrytycznej i dla warsztatów, które chcą elastyczności w wierceniu nowych wzorów z czasem.
Pozycjonowanie otworami precyzyjnymi (otwory referencyjne H6)
Otwory referencyjne o wąskich tolerancjach — typowo H6, Ø12 lub Ø16 — przyjmujące precyzyjnie szlifowane kołki lokalizacyjne. Powtarzalność na poziomie ≤ 0,005 mm, co jest dokładniejsze niż większość operatorów może uzyskać ręcznie, podklejając imadło. Otwory są zwykle rozmieszczone w siatce 50×50 lub 80×80, z jednym kołkiem diamentowym (więz promieniowy) i jednym kołkiem cylindrycznym (pełny więz) na montaż, reszta jako przelotowe. To właściwy wybór dla części strukturalnych lotniczych, implantów medycznych, wsporników tac akumulatorowych EV i wszędzie tam, gdzie pozycja montaż–część musi odpowiadać modelowi CAM za każdym razem.
Pozycjonowanie T-slot
Standardowe rowki T biegnące przez każdą powierzchnię — szerokość rowka 14 mm lub 18 mm dopasowana do typowych zestawów mocujących DIN. Zaciski, ograniczniki i klocki schodkowe przesuwają się w dowolne miejsce wzdłuż rowka, dzięki czemu można przestawić oprzyrządowanie na następne zlecenie bez wiercenia nowych otworów. Idealne do pracy wysoko mieszanej / nisko seryjnej, warsztatów prototypowych i małych stanowisk podwykonawczych, gdzie następna część to cokolwiek, co właśnie trafiło do warsztatu.
Większość naszych klientów ostatecznie specyfikuje mieszankę — pozycjonowanie otworami precyzyjnymi na powierzchniach do krytycznych części produkcyjnych, rowki T na powierzchniach do prototypów. Możemy również przewiercić kanały chłodziwa lub dodać wewnętrzny kolektor do chłodzenia przez śruby, jeśli Twoje zlecenie tego wymaga. Wyślij nam rysunek sposobu mocowania istniejącego oprzyrządowania, a dopasujemy rozwiązanie.
HT250 vs QT500: dlaczego rodzaj żeliwa ma znaczenie
Tombstone jest tak dobry, jak odlew pod precyzyjnie obrobionymi powierzchniami. Nasze kolumny odlewamy z żeliwa szarego HT250 lub żeliwa sferoidalnego QT500 i każdą kolumnę poddajemy wyżarzaniu odprężającemu przed końcową obróbką. Oto jak dokonać wyboru.
HT250 (żeliwo szare) — wybór standardowy
HT250 to koń roboczy. Płatki grafitu wewnątrz odlewu tłumią drgania znacznie lepiej niż jakakolwiek stal — mierzymy 3- do 5-krotnie wyższą zdolność tłumienia niż żeliwo sferoidalne QT500 — a właśnie tego potrzebujesz, gdy ciężki frez zdziera na jednej powierzchni, podczas gdy na przeciwnej trwa przejście wykończeniowe. HT250 odlewa się też czysto w złożone kształty, więc to właściwy materiał na kolumny krzyżowe i bazy modułowe z wewnętrznymi strukturami żeber. Około 80% naszych kolumn kwadratowych i sześciokątnych dostarczamy w HT250.
QT500 (żeliwo sferoidalne) — do ciężkich zadań
QT500 poświęca nieco tłumienia na rzecz znacznie większej wytrzymałości. Wytrzymałość na rozciąganie ≥ 500 MPa wobec 250 MPa dla HT250, wydłużenie ≥ 7% wobec 1% lub mniej, a udarność jest istotnie wyższa. Specyfikujemy QT500 do ciężkich prac motoryzacyjnych i lotniczych, gdzie kolumna może doświadczać dużych skrawań przerywanych, przypadkowych kolizji podczas przygotowania lub długotrwałych wysokich sił mocowania. Sferyczna struktura grafitu oznacza też mniejszą koncentrację naprężeń, więc stabilność wymiarowa utrzymuje się przez lata produkcji.
Wyżarzanie odprężające
Oba materiały przechodzą przez termiczny cykl odprężający przed końcowym szlifowaniem. Proces odlewania zamyka naprężenia wewnętrzne w żeliwie; bez wyżarzania naprężenia te uwalniają się powoli podczas produkcji, a kolumna traci tolerancję w ciągu miesięcy. Nasze wyżarzane kolumny utrzymują dokładność pozycjonowania 0,02 mm / 300 mm długoterminowo — nawet przy dużych obciążeniach skrawania i normalnych wahaniach temperatury warsztatowej.
Gdzie kolumny narzędziowe zwracają się najszybciej
Tombstone'y to narzędzie uniwersalne, ale najszybciej zwracają się w kilku konkretnych branżach. Jeśli Twoja praca pasuje do którejś z nich, kalkulacja ROI jest zwykle krótka — oto co zaobserwowaliśmy na halach klientów.
- Lotnictwo: Cienkościenne wsporniki, złączki, zastrzyki podwozia i złożone części strukturalne 5-osiowe. Kolumny sześciokątne i ośmiokątne zapewniają stabilną bazę, jakiej wymaga cykl 5-osiowy, a tłumienie HT250 chroni części z Ti-6Al-4V przed dźwięczeniem podczas długich przejść wykończeniowych. Typowy montaż: 6–12 wsporników na kolumnie sześciokątnej, pojedynczy 4-godzinny cykl bez ingerencji. Szczegóły mocowania lotniczego.
- Motoryzacja: Bloki silników, obudowy skrzyń biegów, wahacze zawieszenia, tace akumulatorów EV, pokrywy silników. Kolumny kwadratowe i krzyżowe dominują, ponieważ gęste mocowanie na wielu powierzchniach to klucz do skrócenia czasu cyklu. Dostarczaliśmy cele obrabiające 16 części na paletę, 90-sekundowy cykl, trzy zmiany dziennie dla zakładów Tier 1. Zobacz, jak używają ich warsztaty motoryzacyjne.
- Formy i matryce: Korpusy form, rdzenie, gniazda, suwaki, płyty wypychaczy. Kolumny modułowe i dwustronne pozwalają warsztatom formiarskim wymieniać płyty mocujące między zleceniami zamiast odbudowywać przezbrojenia za każdym razem, gdy nowa forma trafia na maszynę. Więcej o mocowaniu form i matryc.
- Podwykonawcy wysoko zróżnicowani / nisko seryjni: Warsztaty obrabiające ponad 30 numerów części miesięcznie. Modułowe wymienne kolumny plus pozycjonowanie T-slot zamieniają przezbrojenie z całego popołudnia na 10-minutową wymianę płyty. W połączeniu z pulą palet, ta sama maszyna obsługuje więcej zleceń bez dodawania drugiej zmiany.
- Implanty medyczne i półprzewodniki: Kolumny z pozycjonowaniem otworami precyzyjnymi i korpusem QT500 zapewniające powtarzalność i stabilność, jakich wymagają prace medyczne o wąskich tolerancjach (implanty ortopedyczne, łączniki zębowe) oraz mocowanie półprzewodników (obudowy RF, korpusy uchwytów waflowych). Zastosowania medyczne · zastosowania półprzewodnikowe.
- Nowa energetyka i EV: Tace modułów akumulatorowych, obudowy statorów, płyty BMS. Kolumny kwadratowe o wysokiej gęstości mocowania pozwalają jednemu HMC obsłużyć średnioseryjne programy EV bez inwestycji w linię transferową. Szczegóły obróbki nowej energetyki.
Modele standardowe i skrócona lista wyboru
Wybór właściwej kolumny sprowadza się do trzech parametrów: maszyna (HMC, VMC lub 5-osiowa), obwiednia części (obrys i masa) oraz model produkcji (produkcja masowa vs wysoko zróżnicowana). Użyj poniższej tabeli, aby zawęzić wybór przed rozmową z działem technicznym.
Wykonanie na zamówienie
Modele standardowe pokrywają większość przypadków, ale wiele zleceń wymaga czegoś spoza katalogu — niestandardowej szerokości, wzoru gwintów dopasowanego do istniejącej biblioteki oprzyrządowania lub płyty interfejsowej pod konkretną paletę HMC. Wyślij nam rysunek palety maszyny i obwiednię części; wrócimy z projektem i terminem realizacji 3–5 tygodni.
Trzy sposoby na odzyskanie godzin HMC dzięki tombstone
Zakup kolumny to łatwa część. Zysk produktywności zależy od tego, jak zintegrujesz ją z celą. Trzy poniższe schematy generują największe korzyści.
- Sparuj ją z bazą zero-point. Tombstone zablokowana na systemie mocowania zero-point wymienia się w sekundach zamiast minut. Powtarzalność utrzymuje się na poziomie ≤ 0,005 mm z cyklu na cykl. Efekt łączny: przezbrojenie spada z 20–30 minut na zlecenie do poniżej 5.
- Standaryzuj płyty mocujące na kolumnach. Kolumny modułowe z wymiennymi płytami pozwalają prowadzić bibliotekę gotowych płyt. Gdy pojawia się nowe zlecenie, płyta jest przygotowywana poza maszyną, weryfikowana, a następnie montowana na kolumnie na maszynie. Zero przestojów maszyny na przezbrojenie; wrzeciono skrawa dalej.
- Zmaksymalizuj gęstość mocowania dopasowując ją do cyklu. Jeśli czas cyklu jednej części wynosi 8 minut i wymieniasz palety co cykl, ośmiokątna kolumna z 8 częściami oznacza jedną wymianę palety na godzinę zamiast co 8 minut. Matematyka szybko się kumuluje na bezobsługowej zmianie.
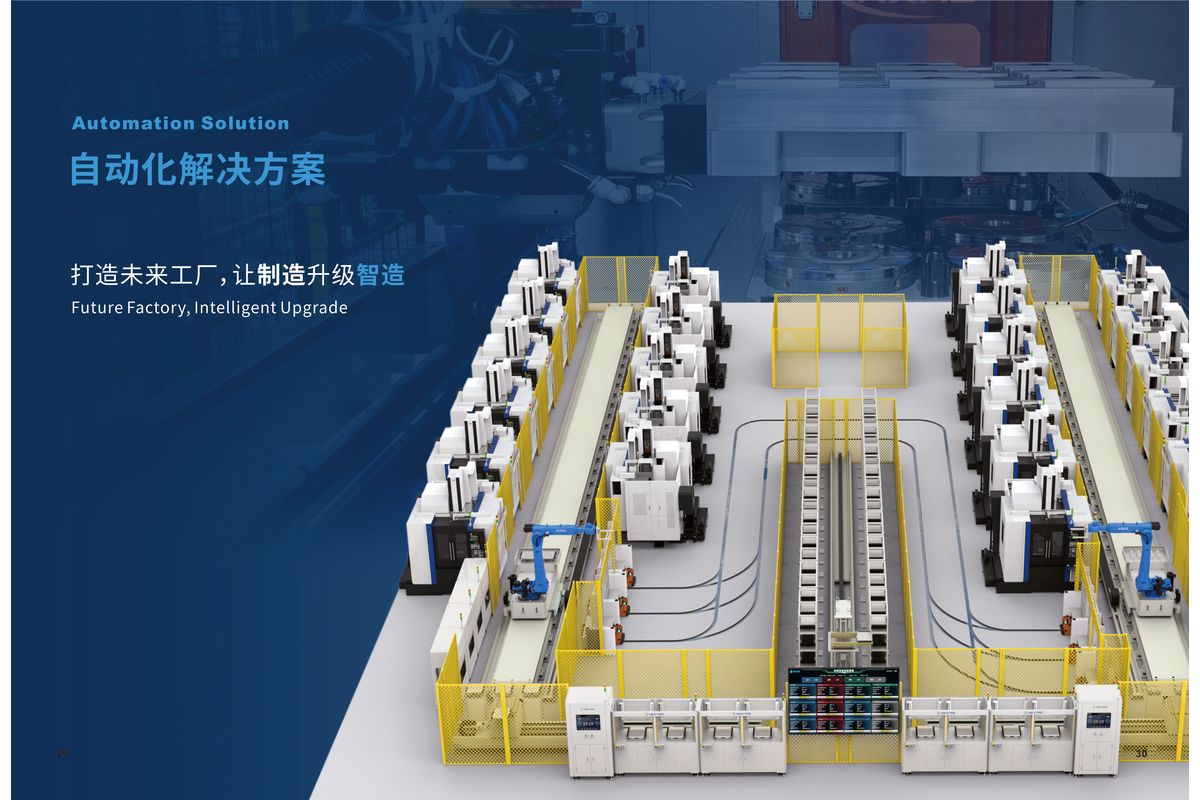
Dla warsztatów już prowadzących automatyzację kolejnym krokiem jest zwykle parowanie tombstone’ów z automatyczną zmieniarki palet lub przejście bezpośrednio do elastycznej celi produkcyjnej. Kolumna to element mocujący; zmieniarka palet to to, co ją zasila.
Rozpocznij z kolumną narzędziową NEXTAS
Kolumny standardowe wysyłamy w 1–2 tygodnie od zamówienia. Wykonanie na zamówienie — niestandardowe wymiary, specjalne układy pozycjonowania, płyty interfejsowe pod konkretną maszynę — to typowo 3–5 tygodni łącznie z przeglądem inżynierskim. W obu przypadkach uzgodnimy z Tobą specyfikację przed wyceną, aby kolumna faktycznie pasowała do Twojej maszyny i Twoich części.
Co wysłać, kontaktując się z nami:
- Rysunek modelu maszyny i interfejsu palety — wzór śrub, układ rowków T, otwór centralny, jeśli dotyczy. Jeśli to Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM lub Haas EC, mamy już szablony palet.
- Obwiednia części — największa część do zamocowania plus typowa wielkość partii.
- Model produkcji — jeden numer, rodzina podobnych części lub pełna wysoka różnorodność.
- Cel tolerancji — konkretnie jak ścisła musi być powtarzalność między częściami.
- Kontekst automatyzacji — paleta samodzielna, zmieniarka palet, FMS lub załadunek robotem.
Trzy sposoby na rozpoczęcie rozmowy, w zależności od poziomu szczegółów:
- Chcesz szybką odpowiedź? WhatsApp +86 134 1542 9444 lub email sandy@nextas.com z modelem maszyny, a odpowiemy tego samego dnia roboczego.
- Specyfikacja pełnej kolumny? Użyj formularza kontaktowego z rysunkiem, a wyślemy model CAD proponowanej kolumny na Twojej palecie w ciągu 1 dnia roboczego.
- Chcesz najpierw pełną checklisę wyboru w PDF? Pobierz ją z poniższego formularza — cała treść tego artykułu na jednej stronie plus szablon zapytania RFQ do skopiowania i wysłania do działu zakupów.
Kilka słów o nas, skoro dotarłeś aż tutaj: NEXTAS ma siedzibę w Zhuhai, Guangdong — 588 pracowników, 250 inżynierów R&D, 43 600 m² produkcji. Certyfikaty ISO 9001/14001/45001, audyt TÜV Rheinland na Made-in-China. Dostarczyliśmy kolumny narzędziowe do motoryzacyjnych zakładów Tier 1 w Niemczech, Japonii, Indiach, Meksyku i USA, a także do głównych wykonawców lotniczych i warsztatów podwykonawczych na całym świecie. Jeśli chcesz nas porównać przed zamówieniem, poproś o referencje klientów w Twoim regionie — połączymy Cię z warsztatem używającym tego samego typu kolumny.