Run the math on your last horizontal job: how many minutes did the spindle actually cut? On most HMC floors we visit, it's somewhere between 35% and 55%. The rest disappears into setup — unclamping, re-indicating, swapping vises, hunting for the right T-handle. A CNC tooling column — what the industry just calls a tombstone — is the one fixture change that moves that number into the 70s.
The mechanics are simple: 4, 6, or 8 precision faces on a single iron casting that bolts to your HMC pallet or zero-point base. Load parts on every face, send the program, and the spindle indexes around the column without anyone unclamping anything. We've shipped tombstones to automotive Tier 1s, aerospace machine shops, and contract job shops running 30+ part numbers a month. The common pattern: 60–80% setup-time reduction, more parts per spindle hour, and the option to actually leave the cell running overnight.
This guide is the practical version: how the six tombstone types compare, when to pick HT250 gray iron over QT500 ductile, three locating systems and which job each one is best for, and how a tombstone fits onto your Mazak, Mori Seiki, DMG MORI, Makino, Doosan, or Haas HMC. If you'd rather just send us your machine model and part envelope, that's also fine — we'll come back with a sized recommendation in 1 business day.
What CNC tooling columns actually do
A tooling column is a multi-face workholding platform — an iron casting between 80 kg and 450 kg, ground flat on every face to within 0.02 mm / 300 mm — that bolts onto a CNC pallet, rotary table, or zero-point base. Each face is drilled or slotted for fixture attachment. Mount parts on multiple faces, send the program, and the spindle indexes around the column without anyone unclamping anything between operations.
The reason it works on an HMC and not on a VMC is geometry. A vertical machine looks straight down at one face. A horizontal can rotate the pallet 90° and reach a different face. With a tombstone on the pallet, four pallet rotations get you full access to four sides of every part on the column. On a 5-axis HMC, you can hit angled features on those same faces without re-fixturing.
That's where the productivity comes from. A typical job on a 500×500 mm HMC pallet using single-station vises spends 20–30 minutes per side on unclamp/reorient/re-indicate. A square tombstone with 4 parts per face replaces that with one pallet rotation — effectively zero seconds of operator time per face. Three practical benefits show up on the floor:
- Multi-face machining in one cycle. Drill, mill, tap, ream, and chamfer all accessible faces — or 8–16 parts — in a single program. No re-datum, no second op, no scrap from indicator drift.
- Stable cutting datum. A properly cast and stress-relieved tombstone weighs enough to soak vibration. Thin-wall aluminum housings, magnesium brackets, and ductile-iron castings hold finish and size better when the fixture stops ringing during a heavy roughing pass. We've measured up to 50% less audible chatter on Tier-1 trial cuts.
- Automation that actually runs overnight. Lock the column to a zero-point base and the pallet changer or robot stops caring what's on top — it just shuttles pallets. That's how lights-out runs become predictable instead of best-effort.
The trade-offs are real: a tombstone costs more than a pair of vises, needs an HMC (or VMC with sufficient Z-clearance), and rewards a shop that's standardized on a pallet interface. Below the surface, you also need to think about coolant routing — our larger columns include internal coolant channels so flood lines feed the part on the back face without dragging hoses across the pallet. If your cell ticks those boxes, the payback is usually 8–14 months on automotive volume work, faster on lights-out shifts.
The six tombstone types we build
NEXTAS ships six tooling-column families, sized for HMC pallets from 400 mm up to 800 mm. We've delivered columns onto Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino A series, Doosan NHM, and Haas EC ranges — the geometry just changes to fit the pallet stud pattern. Picking the right family comes down to three questions: how big are your parts, how complex is the cycle, and how many parts do you want loaded at once?
1. Square tooling columns (4 faces)
The everyday workhorse. Four flat, precision-machined faces — identical width, identical height — ideal for high-density mass production. Our square series (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) covers width-across-flats from 250 mm to 350 mm at 400 mm height, weighing 95–180 kg depending on size. They're the column we ship most often for automotive housings, hydraulic manifold blocks, transmission cases, and general medium parts. Best fit: 400–630 mm HMC pallets, parts up to about 120 mm cube, 4–16 parts per setup.
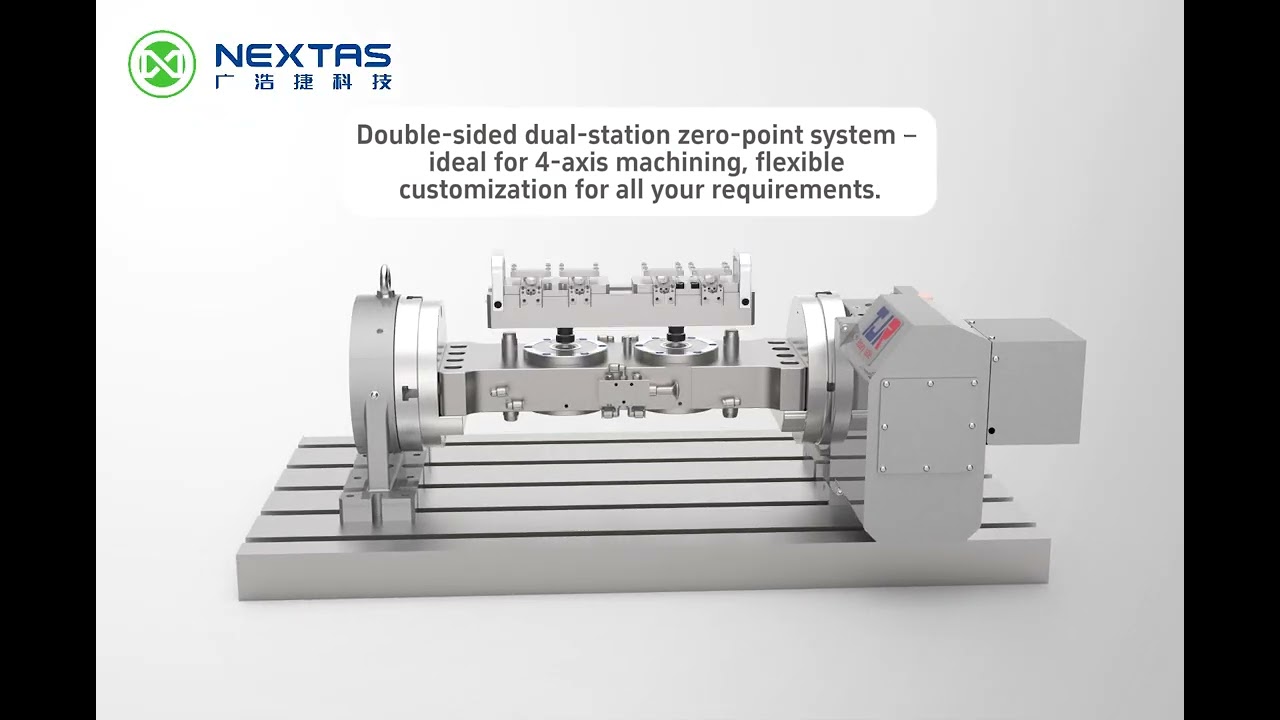
2. Double-sided tooling columns
Two opposing precision faces, balanced loading, designed to keep the spindle cutting on one side while the operator loads the other. Common in cells running large casings, gearbox housings, or assemblies that won't fit on a four-face column. The symmetric profile also wins where access from one direction is restricted — for example, when a long part needs end-face drilling and the column ends become the work surface. Works cleanly with zero-point quick-change for offline setup.
3. Cross tooling columns
A cross-shaped structure, four stations radiating from a reinforced central spine. The geometry is built for multi-station fixturing — multiple parts, or a single part going through multiple operations, on the same column. Aerospace structural fittings, landing-gear brackets, and mold cores live on these because the internal rib pattern (8–12 mm webs cast in HT250) handles heavy side-milling forces without measurable flex. Typical configuration is 250–350 mm arm length at 400–600 mm overall height.
4. Hexagonal tooling columns (6 faces)
Six precision faces means roughly 50% more part capacity per mount than a square column. Our NT-TCO360P600V2 (360 mm WAF, ~210 kg) and NT-TCO450P600V2 (450 mm WAF, ~320 kg) at 600 mm height suit 500–630 mm HMC pallets. The right call when you want more capacity than a square gives you but each face still needs decent width for a sub-fixture or a single larger part. Common on Mori NHX5000, DMG NHX5000, Mazak HCN-5000 class machines.
5. Octagonal tooling columns (8 faces)
Eight faces for the densest possible loading on bigger machines. Each face is narrower than on a hex column, so these suit smaller parts or repeating features. Typical octagonal column: 480–540 mm WAF, 700–800 mm height, 380–450 kg. Octagonal columns shine in lights-out automation: more parts per setup means longer unattended runs and fewer pallet swaps per shift. We pair them with pallet pools or FMS cells for automotive powertrain production where one cell needs to span an 8-hour overnight shift.
6. Modular replaceable tooling columns
Built around interchangeable sub-plates. Instead of redesigning a column for each new job, you swap the fixture deck on top while the column base stays bolted to the pallet. Changeover drops from rebuild-from-scratch to deck-swap-in-minutes — in practice, a deck swap with two M16 bolts and one zero-point pull stud takes 90–180 seconds. This is the right architecture for contract shops quoting 20+ different parts a month and for development cells that need to prototype-then-produce on the same machine.
Tombstone vs angle plate vs fixture plate
Three nearby options often come up in the same conversation. Quick rule of thumb:
- Tombstone: Use when you want 4–8 faces in one setup and the parts are smaller than the column footprint. Best ROI on volume + multi-side jobs.
- Angle plate: Use when one part needs one extra face accessed (typically 90° off the pallet datum). Lighter, cheaper, single-face only.
- Fixture plate / grid plate: Use when parts are large and flat — you need a precision-bored worksurface, not a tower. Common on VMC, not HMC.
The decision usually maps to how many faces does the part need machined in one cycle. One face: fixture plate. Two faces: angle plate. Three or more: tombstone.

Plain drilling, precision holes, or T-slot?
Once the column geometry is settled, the second decision is how parts attach to it. We offer three locating systems, each with a clear use case.
Plain drilling (M12/M16 grid)
Standard tapped holes on a grid — typically M12 on a 50×50 mm pitch, M16 on 80×80 for heavier work. Cheapest option, suits general fixturing where the part's own datums do the alignment work and the holes just hold things down. Good for non-critical machining and for shops that want flexibility to drill new patterns over time.
Precision hole locating (H6 reference bores)
Tight-toleranced reference bores — typically H6, Ø12 or Ø16 — that take precision-ground locating pins. Repeatability sits at ≤ 0.005 mm, which is finer than most operators can re-shim a vise to by hand. Holes are usually arranged in a 50×50 or 80×80 grid with one diamond pin (radial constraint) and one round pin (full constraint) per fixture, leaving the rest as clearance. This is the right choice for aerospace structural parts, medical implants, EV battery-tray brackets, and anything else where the fixture-to-part position has to match the CAM model every time.
T-slot locating
Standard T-slots running across each face — either 14 mm or 18 mm slot widths to match common DIN clamping kits. Clamps, stops, and step blocks slide anywhere along the slot, so you can reposition fixturing for the next job without drilling new holes. Best for high-mix low-volume work, prototype shops, and small job-shop benches where the next part is whatever just walked in the door.
Most of our customers end up specifying a mix — precision hole locating on the faces that handle critical production parts, T-slots on the faces that handle prototypes. We can also cross-drill for coolant channels or add an internal manifold for through-stud coolant if your job needs it. Send us the drawing of how your existing fixtures attach and we'll match it.
HT250 vs QT500: why the cast iron matters
A tombstone is only as good as the casting underneath the precision-machined surfaces. We pour ours from HT250 gray cast iron or QT500 ductile iron, and we anneal every column for stress relief before final machining. Here's how to pick.
HT250 (gray cast iron) — the default
HT250 is the workhorse. The graphite flakes inside the casting absorb vibration far better than any steel — we measure 3 to 5 times the damping capacity of QT500 ductile iron — which is exactly what you want when a heavy cutter is roughing one face while a finishing pass runs on the opposite side. It also pours cleanly into complex shapes, so it's the right material for cross columns and modular bases with internal rib structures. About 80% of our square and hex columns ship in HT250.
QT500 (ductile iron) — for the heavy stuff
QT500 trades a little damping for substantially more strength. Tensile strength is ≥ 500 MPa versus HT250's 250 MPa, elongation ≥ 7% versus 1% or less, and impact toughness is meaningfully higher. We spec QT500 for heavy-duty automotive and aerospace work where the column may see large interrupted cuts, accidental crashes during setup, or sustained high clamping loads. The spherical graphite structure also means stress concentrates less, so dimensional stability holds up over years of production.
Stress-relief annealing
Both materials go through a thermal stress-relief cycle before final grinding. The casting process locks internal stresses into the iron; without annealing, those stresses release slowly during production and the column drifts out of tolerance over months. Our annealed columns hold positioning accuracy of 0.02 mm / 300 mm long-term — even under heavy cutting loads and through normal shop temperature swings.
Where tooling columns earn their keep
Tombstones are a generalist tool, but they pay off fastest in a few specific industries. If your work fits any of these, the ROI math is usually short — here's what we've seen on customer floors.
- Aerospace: Thin-walled brackets, fittings, landing-gear stays, and complex 5-axis structural parts. Hexagonal and octagonal columns supply the stable datum a 5-axis cycle needs, and the damping of HT250 keeps Ti-6Al-4V parts from chattering during long finishing passes. Typical setup: 6–12 brackets on a hex column, single 4-hour cycle hands-off. Aerospace workholding details.
- Automotive: Engine blocks, transmission housings, suspension arms, EV battery trays, motor end-caps. Square and cross columns dominate because dense fixturing across many faces is what drives cycle time down. We've delivered cells running 16 parts per pallet, 90-second cycle, three shifts a day for Tier 1 plants. See how automotive shops use them.
- Mold & die: Mold bases, cores, cavities, slide carriers, ejector plates. Modular and double-sided columns let mold shops swap fixture decks between jobs instead of rebuilding setups every time a new mold lands on the machine. More on mold-and-die workholding.
- High-mix low-volume contract shops: Shops running 30+ part numbers a month. Modular replaceable columns plus T-slot locating turn changeover from a setup-builder's afternoon into a 10-minute deck swap. Combined with a pallet pool, the same machine quotes more jobs without adding a second shift.
- Medical implants and semiconductor: Precision-hole locating columns with QT500 bodies for the repeatability and stability tight-tolerance medical work (orthopedic implants, dental abutments) and semiconductor fixturing (RF housings, wafer chuck bodies) demands. Medical applications · semiconductor applications.
- New energy & EV: Battery module trays, motor stator housings, BMS plates. Square columns with high fixture density let one HMC absorb mid-volume EV programs without committing to a transfer line. New-energy machining details.
Standard models and the selection shortlist
Picking the right column comes down to three inputs: machine (HMC, VMC, or 5-axis), workpiece envelope (footprint and weight), and production model (volume mass production vs high-mix). Use the table below to narrow down before talking to engineering.
Custom builds
Standard models cover most cases, but plenty of jobs need something off-catalog — a non-standard width, a thread pattern that matches an existing fixture library, an interface plate built to your specific HMC pallet. Send us the machine pallet drawing and the part envelope; we'll come back with a design and a 3–5 week lead time.
Three ways a tombstone wins back HMC hours
Buying a column is the easy part. Getting the productivity gain depends on how you integrate it into the cell. The three patterns below are what we see drive the biggest wins.
- Pair it with a zero-point base. A tombstone locked to a zero-point clamping system swaps in seconds instead of minutes. Repeatability stays at ≤ 0.005 mm cycle to cycle. Combined effect: changeover drops from 20–30 minutes per job to under 5.
- Standardize fixture decks across columns. Modular replaceable columns let you carry a library of pre-built decks. When a new job lands, the deck goes on offline, gets verified, then mounts to the column on the machine. No machine downtime for setup; spindle keeps cutting.
- Maximize fixturing density to match the cycle. If your cycle time on one part is 8 minutes and you're swapping pallets every cycle, an octagonal column with 8 parts means one pallet swap per hour instead of one per 8 minutes. The math compounds quickly across a lights-out shift.
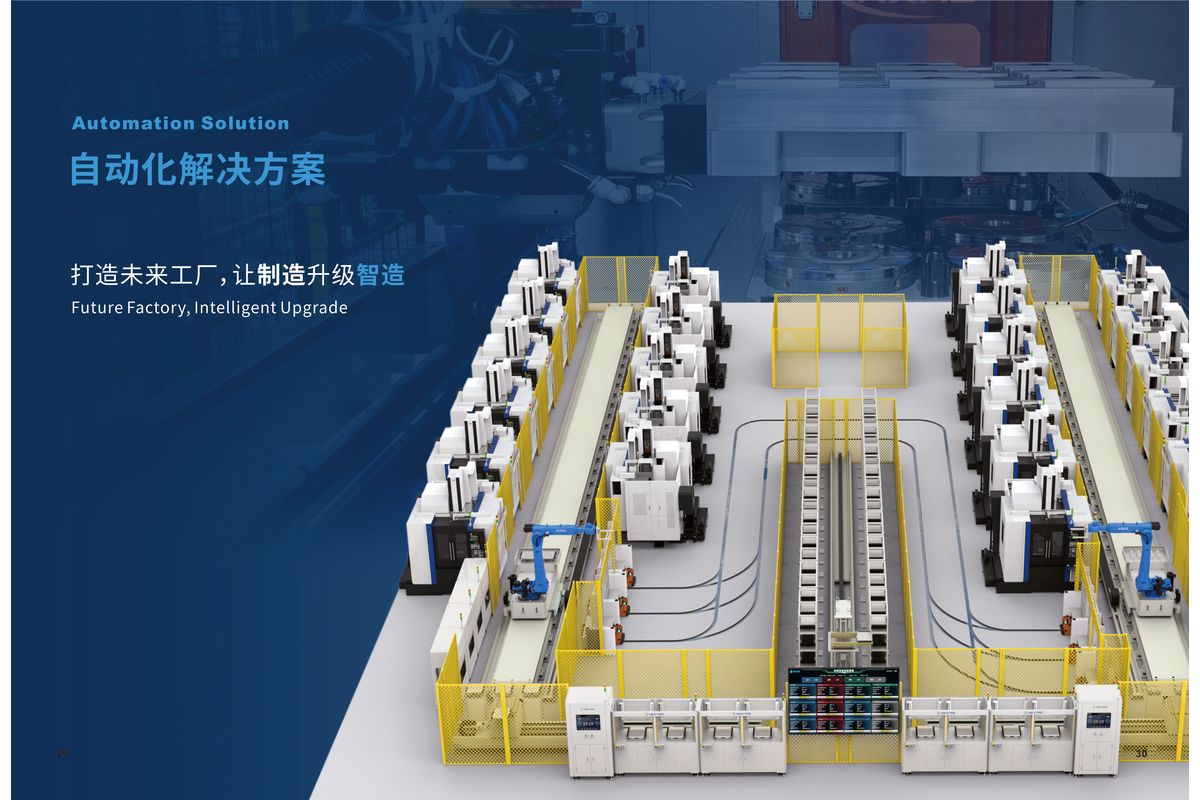
For shops already running automation, the next step is usually pairing tombstones with an automatic pallet changer or going all the way to a flexible manufacturing cell. The column is the workholding piece; the pallet changer is what keeps it fed.
Get started with a NEXTAS tooling column
Standard columns ship in 1–2 weeks from PO. Custom builds — non-standard sizes, special locating layouts, machine-specific interface plates — are typically 3–5 weeks including engineering review. Either way, we'll work the spec with you before quoting so the column actually fits your machine and your parts.
What to send when you reach out:
- Machine model and pallet interface drawing — bolt pattern, T-slot layout, center bore if applicable. If it's a Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM, or Haas EC, we already have the pallet templates.
- Workpiece envelope — the largest part you need to fixture, plus typical batch size.
- Production model — single SKU, family of similar parts, or full high-mix.
- Tolerance target — specifically how tight the part-to-part repeatability needs to be.
- Automation context — standalone pallet, pallet changer, FMS, or robotic load.
Three ways to start the conversation, depending on how much detail you have:
- Just want a quick answer? WhatsApp +86 134 1542 9444 or email sandy@nextas.com with your machine model and we'll reply same business day.
- Spec a full column? Use the contact form with the drawing and we'll send a CAD model of the proposed column on your pallet within 1 business day.
- Want the full PDF selection checklist first? Grab it from the form below — covers everything in this article in one page plus a copy-paste RFQ template you can send to procurement.
A bit about us, since you've read this far: NEXTAS is based in Zhuhai, Guangdong — 588 employees, 250 R&D engineers, 43,600 m² production. ISO 9001/14001/45001 certified, TÜV Rheinland audited on Made-in-China. We've shipped tooling columns to automotive Tier 1 plants in Germany, Japan, India, Mexico, and the US, plus aerospace primes and contract machine shops worldwide. If you want to compare us before ordering, ask for customer references in your region — we'll connect you with a shop running the same column type.