回顾一下上一次卧加工单的数据:主轴真正在切削的时间有多少分钟?我们走访的大多数 HMC 车间,答案在 35% 到 55% 之间。其余时间全耗在换装上——松夹、重新找正、换虎钳、找 T 形扳手。CNC 加工立柱——行业里通常叫 墓碑夹具 ——就是那个能把主轴利用率拉到 70% 以上的夹具方案。
原理很简单:一块铸铁件上有 4、6 或 8 个精密加工面,直接螺栓固定到 HMC 托盘或零点定位底座上。每个面装上零件,启动程序,主轴自动绕柱换面加工,无需任何人松夹。我们已向汽车 Tier 1 供应商、航空航天机加车间以及月产 30+ 品种的外协加工厂交付墓碑夹具。普遍效果:换装时间缩短 60–80%、单位主轴时间产出更多零件,并且有条件实现整夜无人运行。
这篇指南走实用路线:六种墓碑夹具类型怎么选,什么时候用 HT250 灰铸铁、什么时候用 QT500 球墨铸铁,三种定位系统分别适合什么活,以及怎么把墓碑夹具装到你的 Mazak、Mori Seiki、DMG MORI、Makino、Doosan 或 Haas 卧加上。 如果您更想直接把机床型号和零件包络尺寸发给我们,也完全可以——我们会在 1 个工作日内回复选型建议。
CNC 加工立柱到底做什么
加工立柱是一种多面工装夹持平台——重量在 80 kg 到 450 kg 之间的铸铁体,每个面磨平精度在 0.02 mm / 300 mm 以内——用螺栓固定在 CNC 托盘、回转工作台或零点定位底座上。每个面钻孔或开槽用于安装夹具。多面装夹工件后启动程序,主轴绕立柱逐面加工,工序之间无需松夹。
之所以在卧加上好用而立加不行,是因为几何关系。立式加工中心只能从上方加工一个面,卧式加工中心可以旋转托盘 90° 换到另一个面。把墓碑夹具放在托盘上,四次旋转就能完整加工立柱上每个工件的四个面。在五轴卧加上,还能直接加工同一面上的斜面特征,无需重新装夹。
产能提升正是来源于此。以 500×500 mm HMC 托盘上用单工位虎钳为例,每换一面需要松夹/翻转/重新找正,耗时 20–30 分钟。而方形墓碑夹具每面装 4 个零件,只需一次托盘旋转即可换面——操作员在每面上的耗时几乎为零。车间里看得到的三大实际收益:
- 单次循环多面加工。 钻、铣、攻丝、铰、倒角,所有可达面——或 8~16 个工件——一个程序搞定。不用重新找正,不用二次装夹,不会因为打表偏移出废品。
- 稳定的切削基准。 经过正确铸造和去应力退火的墓碑夹具重量足以吸收振动。薄壁铝壳体、镁合金支架和球墨铸铁件在粗加工大切深时,夹具不再“嗡嗡响”,表面质量和尺寸精度都会更好。我们在 Tier-1 试切中实测最高可降低 50% 的可闻颤振。
- 能真正跑过夜班的自动化。 把立柱锁到 零点定位底座 托盘交换器或机器人就不用管上面装了什么——只管运送托盘。这就是熄灯加工从“尽力而为”变成“稳定可控”的关键。
代价也是实实在在的:墓碑夹具比一对虎钳贵、需要 HMC(或 Z 行程足够的 VMC)、且更适合已经标准化托盘接口的车间。深层来看,还要考虑冷却液路径——我们的大型立柱内部设有冷却通道,使切削液能直接供给背面零件,无需在托盘上拖拽管路。如果您的加工单元满足以上条件,投资回收期通常在 8–14 个月(汽车批量件),熄灯加工班次回收更快。
我们生产的六种墓碑夹具类型
NEXTAS 提供六大系列加工立柱,适配 400 mm 到 800 mm 的 HMC 托盘。我们已向 Mazak HCN、Mori Seiki NHX、DMG MORI NHX/DMC H、Makino A 系列、Doosan NHM 和 Haas EC 系列机床交付立柱——只需调整几何尺寸来匹配托盘螺柱孔位即可。选择哪个系列取决于三个问题:零件多大、工序多复杂、一次要装多少件?
1. 方形加工立柱(4 面)
日常主力型号。四个平面经过精密加工——宽度一致、高度一致——非常适合高密度批量生产。我们的方形系列(NT-TCS250P400V2、NT-TCS300P400V2、NT-TCS350P400V2)对边距从 250 mm 到 350 mm,高度 400 mm,重量 95–180 kg 不等。这是我们出货量最大的型号,常用于汽车壳体、液压阀块、变速箱壳体和中等尺寸通用零件。最佳适配:400–630 mm HMC 托盘,零件不超过 120 mm 见方,单次装夹 4–16 件。
2. 双面加工立柱
两个对称精密面,均衡装载,设计理念是让主轴加工一侧的同时操作员在另一侧装件。常见于加工大型壳体、变速箱壳体或无法装入四面立柱的组合件。对称外形在单方向进刀受限时也有优势——例如长零件需要端面钻孔、立柱端面本身就是工作面的场景。搭配零点定位快换系统,可实现线下换装。
3. 十字形加工立柱
十字形结构,四个工位从加强中心脊柱辐射展开。这种几何形态专为多工位装夹设计——同一立柱上装多个工件,或单个工件完成多道工序。航空结构件、起落架支架和模具型芯常用这种立柱,因为内部筋板结构(HT250 铸造 8~12 mm 壁厚)能承受重型侧铣力而不会产生可测量的变形。典型配置是臂长 250~350 mm,总高度 400~600 mm。
4. 六角形加工立柱(6 面)
六个精密面意味着比方形立柱单次装夹多约 50% 的工件容量。我们的 NT-TCO360P600V2(360 mm 对边宽,约 210 kg)和 NT-TCO450P600V2(450 mm 对边宽,约 320 kg),高度 600 mm,适配 500~630 mm 卧加托盘。当方形立柱容量不够、但每面仍需要一定宽度来装子夹具或较大工件时,六角是正确选择。常见于 Mori NHX5000、DMG NHX5000、Mazak HCN-5000 级别机型。
5. 八角形加工立柱(8 面)
八个面实现大机床上最高密度装夹。每面比六角立柱窄,因此适合小工件或重复特征。典型八角立柱:480~540 mm 对边宽,700~800 mm 高度,380~450 kg。八角立柱在熄灯自动化中表现突出:单次装夹工件越多,无人值守时间越长,每班托盘交换次数越少。我们将其与托盘库或 FMS 柔性产线配合,用于汽车动力总成生产——一个单元需要覆盖 8 小时夜班。
6. 模块化可换加工立柱
围绕可互换子板设计。不用为每个新活重新设计立柱,只需更换顶部夹具板,立柱底座始终锁在托盘上。换型从“推倒重来”变成“几分钟换板”——实际操作中,两颗 M16 螺栓加一个零点拉钉,90~180 秒完成换板。这种架构最适合每月报价 20+ 种零件的合同加工厂,以及需要在同一台机床上先打样、再量产的研发单元。
墓碑夹具 vs 角板 vs 夹具板
三种相近方案经常一起被讨论。快速判断原则:
- 墓碑夹具: 当你需要单次装夹 4~8 个面、且工件小于立柱底面时使用。量产 + 多面加工的 ROI 最高。
- 角板: 当一个工件需要多加工一个面(通常是偏离托盘基准 90°)时使用。更轻、更便宜,只有单面。
- 夹具板 / 网格板: 当工件大而扁平时使用——你需要的是精密加工的平面工作台,而不是立柱。常见于立式加工中心而非卧加。
选择通常取决于 工件单次循环需要加工几个面。一个面:夹具板。两个面:角板。三个面及以上:墓碑夹具。

普通钻孔、精密孔还是 T型槽?
立柱几何形状确定后,第二个决定是工件怎么装上去。我们提供三种定位系统,各有明确的应用场景。
普通钻孔(M12/M16 网格)
网格排列的标准螺纹孔——通常 M12、50×50 mm 间距,重载件用 M16、80×80 间距。成本最低的方案,适用于零件自身基准完成对齐、螺纹孔只起压紧作用的通用装夹。适合非关键加工,也适合希望日后灵活追加孔位的车间。
精密孔定位(H6 基准孔)
高精度基准孔——通常 H6 公差,Ø12 或 Ø16——配合精磨定位销使用。重复定位精度 ≤ 0.005 mm,比大多数操作员手工调虎钳更精。孔位通常按 50×50 或 80×80 网格布置,每组夹具一个菱形销(径向约束)加一个圆柱销(完全约束),其余为让位孔。适用于航空结构件、医疗植入物、EV 电池托架支架,以及所有要求夹具-工件位置必须与 CAM 模型严格一致的场合。
T型槽定位
每个面上开标准 T型槽——槽宽 14 mm 或 18 mm,兼容常用 DIN 压板套件。压板、挡块和阶梯块可在槽内任意滑动定位,下一个活不用重新钻孔就能调整装夹。最适合多品种小批量、打样车间和小型合同加工,下一个零件可能随时进门。
我们大多数客户最终采用混合方案——关键量产零件的面用精密孔定位,试制零件的面用 T-slot。我们还可以交叉钻冷却通道,或加装内部歧管实现通柱冷却,视具体工况而定。把您现有夹具的安装方式图纸发给我们,我们来匹配。
HT250 vs QT500:为什么铸铁材质很重要
墓碑夹具的好坏取决于精密加工面下方的铸件本身。我们采用 HT250 灰铸铁或 QT500 球墨铸铁浇注,每根立柱在终磨前都经过去应力退火。选材方法如下。
HT250(灰铸铁)——默认之选
HT250 是首选材质。铸件中的片状石墨对振动的吸收远优于任何钢材——我们实测其阻尼能力是 QT500 球墨铸铁的 3 到 5 倍——这正是粗加工面与精加工面同时作业时所需要的特性。HT250 浇注成形性也好,适合制造内部带加强筋的十字立柱和模块化底座。我们约 80% 的方形和六角立柱采用 HT250。
QT500(球墨铸铁)——干重活用
QT500 用少量阻尼换来了大幅提升的强度。抗拉强度 ≥ 500 MPa,对比 HT250 的 250 MPa;延伸率 ≥ 7%,而 HT250 仅 1% 或更低;冲击韧性也明显更高。我们在重载汽车和航空航天加工中推荐 QT500——立柱可能承受大型断续切削、换装时的意外碰撞或持续高夹紧力。球状石墨结构还意味着应力集中更小,尺寸稳定性在多年生产中依然保持。
去应力退火
两种材质在最终磨削前都经过热去应力退火。铸造过程会在铁中锁入内应力;不退火的话,这些应力在生产中缓慢释放,几个月后立柱就会跑偏。我们退火后的立柱长期保持 0.02 mm / 300 mm 的定位精度——即使在重切负荷和正常车间温度波动下。
加工立柱在哪些行业真正发挥价值
墓碑夹具是通用性很强的工装,但在以下几个行业回本最快。如果您的加工内容属于其中之一,ROI 通常很好算——以下是我们在客户车间的实际观察。
- 航空航天: 薄壁支架、连接件、起落架撑杆和复杂五轴结构件。六角和八角立柱提供五轴加工所需的稳定基准,HT250 的阻尼特性让 Ti-6Al-4V 工件在长时间精加工中不颤振。典型装夹:六角立柱上 6~12 个支架,单次 4 小时无人循环。 航空航天工装夹持详情。
- 汽车: 发动机缸体、变速箱壳体、悬架摇臂、EV 电池托盘、电机端盖。方形和十字立柱最为常用,因为多面高密度装夹是压缩节拍的关键。我们已交付的加工单元可实现每托盘 16 件、90 秒节拍、三班运转,服务于 Tier 1 工厂。 查看汽车车间的应用案例。
- 模具: 模架、型芯、型腔、滑块座、顶出板。模块化和双面立柱让模具车间在不同活之间换夹具板,而不是每上一套新模就重新搭装夹。 了解更多模具工装夹持方案。
- 多品种小批量合同加工厂: 月产 30+ 品种的加工车间。模块化可换立柱加 T-slot 定位,把原本换装师傅忙一下午的活变成 10 分钟甲板更换。再配合 托盘库,同一台机床能接更多活,不用加班。
- 医疗植入物与半导体: QT500 柱体配精密孔定位,满足高精度医疗加工(骨科植入物、齿科基台)和半导体夹具(RF 壳体、晶圆卡盘体)对重复定位精度和稳定性的要求。 医疗应用 · 半导体应用.
- 新能源与 EV: 电池模组托盘、电机定子壳体、BMS 板。方形立柱高密度装夹,让一台卧加就能消化中批量 EV 项目,无需上组合机床。 新能源加工详情。
标准型号与选型速查
选型归结为三个输入: 机床 (卧加、立加还是五轴), 工件包络 (尺寸和重量),以及 生产模式 (量产 vs 多品种混合)。用下面的表格在联系工程师之前先缩小范围。
定制立柱
标准型号能覆盖大多数需求,但不少工况需要非标定制——非常规宽度、与现有夹具库匹配的螺纹阵列、针对特定 HMC 托盘的接口板。把机床托盘图纸和零件包络尺寸发给我们,我们会回复设计方案,交期通常 3–5 周。
墓碑夹具帮你省回卧加机时的三种方法
买立柱是最简单的一步。真正的效率提升取决于你怎么把它融入产线。以下三种模式是我们见过效果最好的。
- 搭配零点定位底座。 墓碑夹具锁到 零点定位系统 上,换装时间从分钟级降到秒级。循环间重复定位精度保持 ≤ 0.005 mm。综合效果:每次换型从 20~30 分钟降到 5 分钟以内。
- 跨立柱标准化夹具板。 模块化可换立柱让你建立一个预制夹具板库。新活来了,离线装好夹具板、验证完毕,再装到机上立柱。机床不停机换装,主轴一直在切。
- 最大化装夹密度以匹配节拍。 如果单件加工时间 8 分钟、每个循环都要换托盘,那八角立柱装 8 件就意味着每小时才换一次托盘,而不是每 8 分钟一次。这笔账在熄灯加工班次中效益尤其显著。
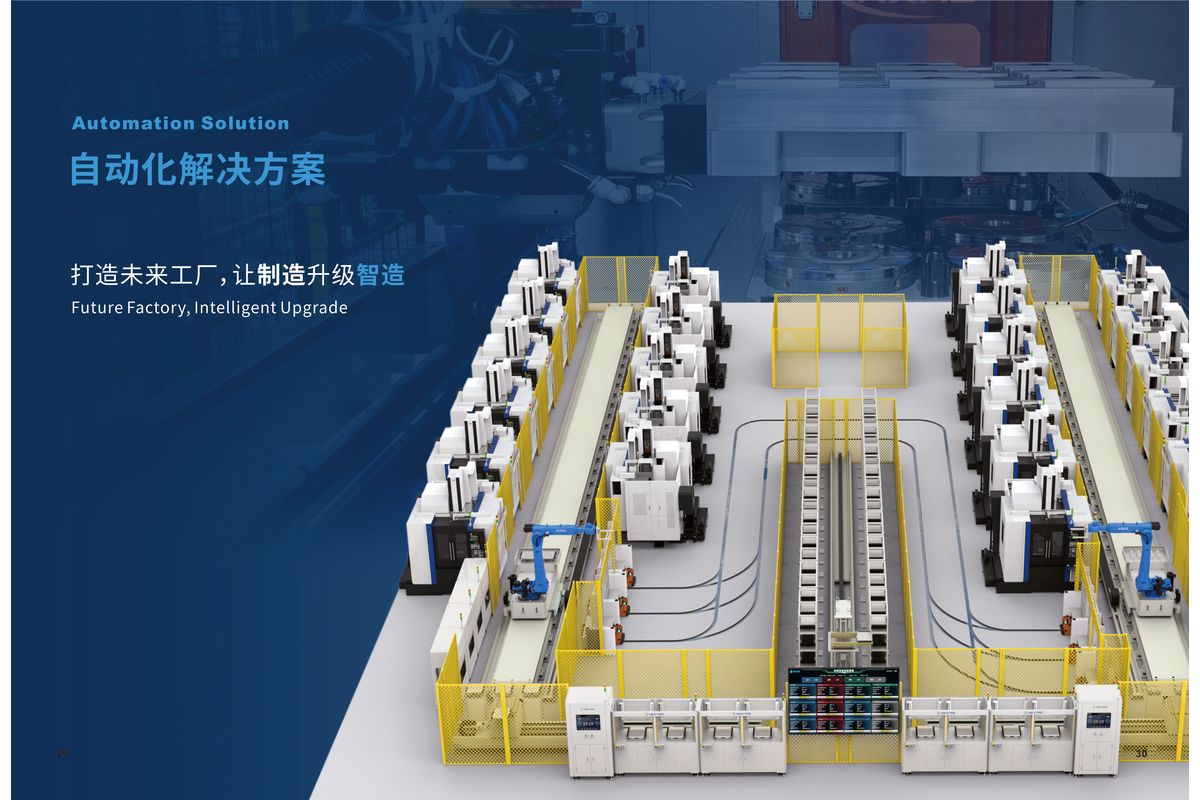
已经在跑自动化的车间,下一步通常是把墓碑夹具和 自动托盘交换器 配合使用,或者直接上 柔性制造单元。立柱负责夹持,托盘交换器负责送料。
开始使用 NEXTAS 加工立柱
标准立柱从下单起 1–2 周发货。定制立柱——非标尺寸、特殊定位布局、特定机床接口板——通常 3–5 周,含工程评审。无论哪种,我们都会在报价前与您确认规格,确保立柱真正适配您的机床和零件。
联系我们时请提供:
- 机床型号和托盘接口图纸 ——螺栓孔位、T-slot 布局、中心孔(如有)。如果是 Mazak HCN、Mori NHX、DMG MORI NHX/DMC H、Makino A、Doosan NHM 或 Haas EC,我们已备有托盘模板。
- 工件包络 ——你需要装夹的最大工件,加上典型批量。
- 生产模式 ——单一料号、相似零件族还是全多品种。
- 公差要求 ——具体到件间重复定位精度需要多紧。
- 自动化配置 ——独立托盘、托盘交换器、FMS 还是机器人上下料。
三种开始沟通的方式,取决于你手上有多少资料:
- 只想快速了解? 微信 +86 134 1542 9444 或邮件 sandy@nextas.com ,附上您的机床型号,我们当日回复。
- 需要完整选型? 使用联系表单 ,附上图纸,我们会在 1 个工作日内发送立柱装配在您托盘上的 CAD 模型。
- 想先拿到完整的 PDF 选型清单? 在下面的表单获取——一页涵盖本文所有内容,外加可直接复制的 RFQ 模板发给采购。
既然您读到这里了,简单介绍一下我们:NEXTAS 位于广东珠海,拥有 588 名员工、250 名研发工程师、43,600 m² 生产基地。通过 ISO 9001/14001/45001 认证,TÜV 莱茵 Made-in-China 审核。我们的加工立柱已出口到德国、日本、印度、墨西哥和美国的汽车 Tier 1 工厂,以及全球航空航天主机厂和机加工车间。下单前想做对比?告诉我们您所在地区,我们会推荐使用同款立柱的客户供您参考。