Son yatay işleme işinizi hesaplayın: iş mili gerçekte kaç dakika talaş kaldırdı? Ziyaret ettiğimiz çoğu HMC alanında bu oran %35 ile %55 arasındadır. Geri kalanı hazırlık süresine gider — sıkma açma, yeniden gösterge ayarı, mengene değiştirme, doğru T-sapı arama. CNC takım kolonu — sektörün kısaca tombstone — dediği şey, bu oranı %70'lere taşıyan tek bağlama değişikliğidir.
Mekanizma basittir: HMC paletinize veya sıfır nokta tabanınıza cıvatalanan tek bir dökme demir döküm üzerinde 4, 6 veya 8 hassas yüzey. Her yüzeye parça yükleyin, programı gönderin ve iş mili kimsenin hiçbir şeyi açmasına gerek kalmadan kolon etrafında indekslenir. Otomotiv Tier 1 firmalarına, havacılık atölyelerine ve ayda 30'dan fazla parça numarası çalıştıran fason imalathanelere tombstone gönderdik. Ortak sonuç: hazırlık süresinde %60–80 azalma, iş mili saati başına daha fazla parça ve hücreyi gece boyunca çalışır bırakma imkanı.
Bu rehber pratik versiyondur: altı tombstone türü nasıl karşılaştırılır, HT250 gri demir ne zaman QT500 küresel grafitli dökme demire tercih edilir, üç konumlama sistemi ve her birinin en uygun olduğu iş, ve tombstone'un Mazak, Mori Seiki, DMG MORI, Makino, Doosan veya Haas HMC'nize nasıl monte edildiği. Bize makine modelinizi ve parça boyutlarınızı göndermeyi tercih ederseniz, bu da uygundur — 1 iş günü içinde boyutlandırılmış bir öneri ile döneriz.
CNC takım kolonları aslında ne yapar
Takım kolonu, çok yüzlü bir iş bağlama platformudur — 80 kg ile 450 kg arasında, her yüzeyi 0,02 mm / 300 mm hassasiyette taşlanmış bir dökme demir döküm — CNC palete, döner tablaya veya sıfır nokta tabanına cıvatalanır. Her yüzey aparat bağlantısı için delinmiş veya kanallıdır. Parçaları birden fazla yüzeye monte edin, programı gönderin ve iş mili operasyonlar arasında kimsenin hiçbir şeyi açmasına gerek kalmadan kolon etrafında indekslenir.
Bunun HMC'de çalışıp VMC'de çalışmamasının nedeni geometridir. Dikey bir makine tek bir yüzeye düz aşağı bakar. Yatay bir makine paleti 90° döndürüp farklı bir yüzeye ulaşabilir. Palet üzerinde tombstone ile dört palet dönüşü, kolon üzerindeki her parçanın dört tarafına tam erişim sağlar. 5 eksenli bir HMC'de, yeniden bağlama yapmadan aynı yüzeyler üzerindeki açılı geometrileri işleyebilirsiniz.
Verimlilik artışı buradan gelir. 500×500 mm HMC paletinde tek istasyonlu mengene kullanan tipik bir iş, sıkma açma/yeniden yönlendirme/yeniden gösterge ayarı için taraf başına 20–30 dakika harcar. Yüzey başına 4 parçalı kare tombstone bunu tek bir palet dönüşüyle değiştirir — yüzey başına fiilen sıfır saniye operatör süresi. Üretim alanında üç pratik fayda ortaya çıkar:
- Tek çevrimde çok yüzlü işleme. Tüm erişilebilir yüzeyleri — veya 8–16 parçayı — tek bir programda delin, frezeleleyin, diş açın, raybalayın ve pah kırın. Yeniden referanslama yok, ikinci operasyon yok, gösterge kaymasından kaynaklanan hurda yok.
- Kararlı kesme referansı. Düzgün dökülmüş ve gerilim giderme uygulanmış bir tombstone, titreşimi emmek için yeterli ağırlığa sahiptir. İnce cidarlı alüminyum gövdeler, magnezyum braketler ve küresel grafitli dökme demir dökümleri, aparat ağır talaş kaldırma pasosunda titreşimi kestiğinde yüzey kalitesini ve ölçüyü daha iyi korur. Tier-1 deneme kesimlerinde duyulabilir tırlama sesinde %50'ye varan azalma ölçtük.
- Gerçekten gece boyunca çalışan otomasyon. Kolonu bir sıfır nokta tabanına kilitleyin ve palet değiştirici veya robot üstte ne olduğuyla ilgilenmez — sadece paletleri taşır. Karanlık fabrika çalışmaları böylece oluruna bırakılmış olmaktan çıkıp öngörülebilir hale gelir.
Dezavantajlar gerçektir: tombstone bir çift mengeneden daha pahalıdır, HMC (veya yeterli Z-boşluğu olan VMC) gerektirir ve palet arayüzünü standartlaştırmış bir atölyeyi ödüllendirir. Yüzeyin altında, soğutma sıvısı yönlendirmesini de düşünmeniz gerekir — büyük kolonlarımız dahili soğutma kanalları içerir, böylece taşkın hatlar hortumları palet boyunca sürüklemeden arka yüzeydeki parçayı besler. Hücreniz bu koşulları karşılıyorsa, geri ödeme süresi genellikle otomotiv seri işlerinde 8–14 ay, karanlık fabrika vardiyalarında daha kısadır.
Ürettiğimiz altı tombstone türü
NEXTAS, 400 mm'den 800 mm'ye kadar HMC paletleri için boyutlandırılmış altı takım kolonu ailesi gönderir. Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino A serisi, Doosan NHM ve Haas EC serilerine kolonlar teslim ettik — geometri sadece palet saplama düzenine göre değişir. Doğru aileyi seçmek üç soruya dayanır: parçalarınız ne kadar büyük, çevrim ne kadar karmaşık ve bir seferde kaç parça yüklemek istiyorsunuz?
1. Kare takım kolonları (4 yüzey)
Günlük iş atı. Dört düz, hassas işlenmiş yüzey — aynı genişlik, aynı yükseklik — yüksek yoğunluklu seri üretim için ideal. Kare serimiz (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) 400 mm yükseklikte düzler arası genişliği 250 mm'den 350 mm'ye kadar kapsar, boyuta bağlı olarak 95–180 kg ağırlığındadır. Otomotiv gövdeleri, hidrolik manifold blokları, şanzıman muhafazaları ve genel orta boy parçalar için en çok gönderdiğimiz kolondur. En uygun kullanım: 400–630 mm HMC paletleri, yaklaşık 120 mm küpe kadar parçalar, kurulum başına 4–16 parça.
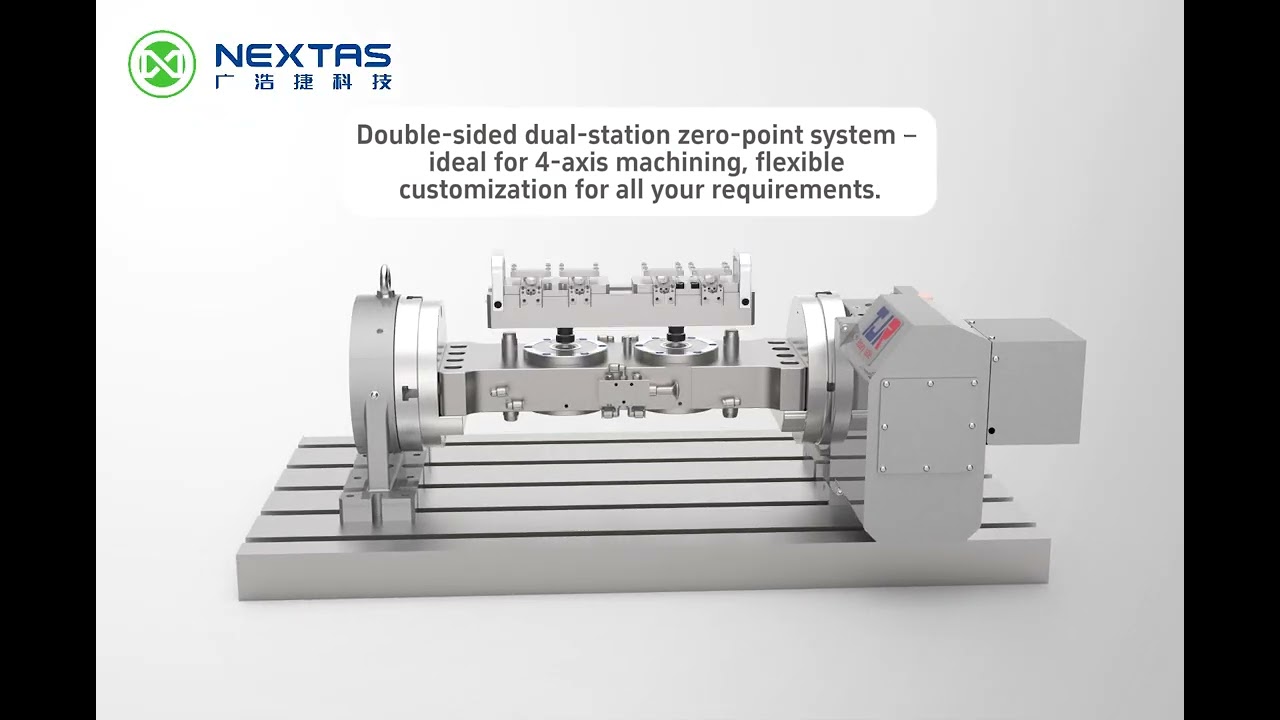
2. Çift taraflı takım kolonları
İki karşılıklı hassas yüzey, dengeli yükleme — iş mili bir tarafta kesim yaparken operatörün diğer tarafı yüklemesi için tasarlanmıştır. Büyük muhafazalar, şanzıman gövdeleri veya dört yüzlü kolona sığmayan montajlar çalıştıran hücrelerde yaygındır. Simetrik profil, bir yönden erişimin kısıtlı olduğu durumlarda da avantajlıdır — örneğin, uzun bir parçanın uç yüzey delmesi gerektiğinde ve kolon uçları çalışma yüzeyi haline geldiğinde. Çevrimdışı hazırlık için sıfır nokta hızlı değişim ile sorunsuz çalışır.
3. Çapraz takım kolonları
Güçlendirilmiş merkezi bir omurgadan yayılan dört istasyonlu çapraz şekilli bir yapı. Geometri, çok istasyonlu aparatlama için inşa edilmiştir — birden fazla parça veya aynı kolon üzerinde birden fazla operasyondan geçen tek bir parça. Havacılık yapısal bağlantı parçaları, iniş takımı braketleri ve kalıp çekirdekleri bunlar üzerinde yer alır çünkü dahili nervür deseni (HT250'den dökülmüş 8–12 mm gövdeler) ölçülebilir bükülme olmadan ağır yan frezeleme kuvvetlerini karşılar. Tipik konfigürasyon: 400–600 mm toplam yükseklikte 250–350 mm kol uzunluğu.
4. Altıgen takım kolonları (6 yüzey)
Altı hassas yüzey, kare kolona göre montaj başına yaklaşık %50 daha fazla parça kapasitesi anlamına gelir. NT-TCO360P600V2 (360 mm WAF, ~210 kg) ve NT-TCO450P600V2 (450 mm WAF, ~320 kg) modellerimiz 600 mm yükseklikte 500–630 mm HMC paletlerine uygundur. Kare kolonun verdiğinden daha fazla kapasite istediğinizde ancak her yüzeyin bir alt aparat veya tek bir büyük parça için yeterli genişliğe ihtiyaç duyduğunda doğru tercihtir. Mori NHX5000, DMG NHX5000, Mazak HCN-5000 sınıfı makinelerde yaygındır.
5. Sekizgen takım kolonları (8 yüzey)
Büyük makinelerde mümkün olan en yoğun yükleme için sekiz yüzey. Her yüzey altıgen kolondakinden daha dardır, bu nedenle daha küçük parçalara veya tekrarlanan geometrilere uygundur. Tipik sekizgen kolon: 480–540 mm WAF, 700–800 mm yükseklik, 380–450 kg. Sekizgen kolonlar karanlık fabrika otomasyonunda öne çıkar: kurulum başına daha fazla parça, daha uzun gözetimsiz çalışma süreleri ve vardiya başına daha az palet değişimi demektir. Bir hücrenin 8 saatlik gece vardiyasını kapsaması gereken otomotiv güç aktarma organı üretimi için palet havuzları veya FMS hücreleriyle eşleştiriyoruz.
6. Modüler değiştirilebilir takım kolonları
Değiştirilebilir alt plakalar etrafında inşa edilmiştir. Her yeni iş için kolonu yeniden tasarlamak yerine, kolon tabanı palete cıvatalı kalırken üstteki aparat platformunu değiştirirsiniz. Hazırlık süresi sıfırdan inşa etmekten dakikalar içinde platform değiştirmeye düşer — pratikte, iki M16 cıvata ve bir sıfır nokta çekme sapı ile platform değişimi 90–180 saniye sürer. Bu, ayda 20'den fazla farklı parça teklif eden fason atölyeler ve aynı makinede prototipleme-ardından-üretim yapması gereken geliştirme hücreleri için doğru mimaridir.
Tombstone vs açı plakası vs aparat plakası
Üç yakın seçenek genellikle aynı konuşmada gündeme gelir. Hızlı pratik kural:
- Tombstone: Tek kurulumda 4–8 yüzey istediğinizde ve parçalar kolon taban alanından küçük olduğunda kullanın. Hacim + çok taraflı işlerde en iyi yatırım getirisi.
- Açı plakası: Bir parçanın fazladan bir yüzeye erişmesi gerektiğinde kullanın (genellikle palet referansından 90°). Daha hafif, daha ucuz, yalnızca tek yüzey.
- Aparat plakası / ızgara plakası: Parçalar büyük ve düz olduğunda kullanın — bir kule değil, hassas aynalı bir çalışma yüzeyi gerekir. VMC'de yaygın, HMC'de değil.
Karar genellikle şuna bağlıdır: parçanın tek çevrimde kaç yüzeyinin işlenmesi gerekiyor. Bir yüzey: aparat plakası. İki yüzey: açı plakası. Üç veya daha fazla: tombstone.

Düz delme, hassas delikler mi, T-kanal mı?
Kolon geometrisi belirlendikten sonra ikinci karar, parçaların ona nasıl bağlanacağıdır. Her biri net bir kullanım senaryosuna sahip üç konumlama sistemi sunuyoruz.
Düz delme (M12/M16 ızgarası)
Bir ızgara üzerinde standart kılavuz delikleri — genellikle 50×50 mm aralıkta M12, daha ağır işler için 80×80'de M16. En ekonomik seçenek, parçanın kendi referanslarının hizalama işini yaptığı ve deliklerin sadece tutma görevi gördüğü genel aparatlama için uygundur. Kritik olmayan işleme ve zamanla yeni desenler delmek için esneklik isteyen atölyeler için iyidir.
Hassas delik konumlaması (H6 referans aynası)
Sıkı toleranslı referans aynaları — genellikle H6, Ø12 veya Ø16 — hassas taşlanmış konumlama pinleri alır. Tekrarlanabilirlik ≤ 0,005 mm'dir ki bu, çoğu operatörün bir mengeneyi elle şim ile ayarlayabileceğinden daha hassastır. Delikler genellikle aparat başına bir elmas pin (radyal kısıtlama) ve bir yuvarlak pin (tam kısıtlama) ile 50×50 veya 80×80 ızgarada düzenlenir, geri kalanı boşluk olarak bırakılır. Bu, havacılık yapısal parçaları, tıbbi implantlar, EV batarya tepsisi braketleri ve aparat-parça konumunun her seferinde CAM modeline uyması gereken her şey için doğru tercihtir.
T-kanal konumlaması
Her yüzeyde uzanan standart T-kanallar — yaygın DIN sıkma kitlerine uygun 14 mm veya 18 mm kanal genişlikleri. Kelepçeler, stoplar ve basamak blokları kanal boyunca herhangi bir yere kayar, böylece yeni delikler delmeden bir sonraki iş için aparatı yeniden konumlandırabilirsiniz. Yüksek çeşitlilik düşük hacim işler, prototip atölyeleri ve bir sonraki parçanın kapıdan ne gelirse o olduğu küçük imalathane tezgahları için en uygunudur.
Müşterilerimizin çoğu sonunda bir kombinasyon belirler — kritik üretim parçalarını işleyen yüzeylerde hassas delik konumlaması, prototipleri işleyen yüzeylerde T-kanallar. Ayrıca soğutma kanalları için çapraz delme yapabilir veya işiniz gerektiriyorsa saplama geçişli soğutma için dahili bir manifold ekleyebiliriz. Mevcut aparatlarınızın nasıl bağlandığını gösteren çizimi bize gönderin, eşleştireceğiz.
HT250 vs QT500: dökme demir neden önemli
Bir tombstone, hassas işlenmiş yüzeylerin altındaki döküm kadar iyidir. Bizimkileri HT250 gri dökme demir veya QT500 küresel grafitli dökme demirden döküyoruz ve son işlemeden önce her kolona gerilim giderme tavlaması uyguluyoruz. İşte nasıl seçeceğiniz.
HT250 (gri dökme demir) — standart seçim
HT250 iş atıdır. Döküm içindeki grafit pulcukları titreşimi herhangi bir çelikten çok daha iyi emer — QT500 küresel grafitli dökme demirin 3 ila 5 katı sönümleme kapasitesi ölçüyoruz — bu tam olarak ağır bir kesicinin bir yüzeyi talaş kaldırırken karşı tarafta ince işleme pasosu çalışırken istediğiniz şeydir. Ayrıca karmaşık şekillere temiz dökülür, bu nedenle çapraz kolonlar ve dahili nervür yapılarına sahip modüler tabanlar için doğru malzemedir. Kare ve altıgen kolonlarımızın yaklaşık %80'i HT250 olarak gönderilir.
QT500 (küresel grafitli dökme demir) — ağır işler için
QT500, biraz daha az sönümleme karşılığında önemli ölçüde daha fazla dayanıklılık sunar. Çekme dayanımı HT250'nin 250 MPa'sına karşı ≥ 500 MPa, uzama %1 veya daha azına karşı ≥ %7, darbe tokluğu ise belirgin şekilde daha yüksektir. Kolonun büyük kesintili kesimler, hazırlık sırasında kazara çarpmalar veya sürekli yüksek sıkma yükleri görebileceği ağır otomotiv ve havacılık işleri için QT500 belirliyoruz. Küresel grafit yapısı ayrıca daha az gerilme yoğunlaşması anlamına gelir, bu nedenle boyutsal kararlılık üretim yılları boyunca korunur.
Gerilim giderme tavlaması
Her iki malzeme de son taşlamadan önce termal gerilim giderme çevriminden geçer. Döküm işlemi iç gerilimleri demire kilitler; tavlama olmadan bu gerilimler üretim sırasında yavaşça serbest kalır ve kolon aylar içinde tolerans dışına kayar. Tavlanmış kolonlarımız uzun vadede 0,02 mm / 300 mm konumlama doğruluğunu korur — ağır kesme yükleri altında bile ve normal atölye sıcaklık dalgalanmalarında.
Takım kolonlarının kendini kanıtladığı yerler
Tombstone kolonları genel amaçlı bir araçtır, ancak birkaç belirli sektörde en hızlı geri ödemeyi sağlar. İşiniz bunlardan herhangi birine uyuyorsa, ROI hesabı genellikle kısadır — müşteri üretim alanlarında gözlemlediklerimiz burada.
- Havacılık: İnce cidarlı braketler, bağlantı parçaları, iniş takımı destekleri ve karmaşık 5 eksenli yapısal parçalar. Altıgen ve sekizgen kolonlar, 5 eksenli çevrimin ihtiyaç duyduğu kararlı referansı sağlar ve HT250'nin sönümlemesi Ti-6Al-4V parçaların uzun ince işleme pasolarında tırlamasını önler. Tipik kurulum: altıgen kolonda 6–12 braket, tek 4 saatlik çevrimde operatör müdahalesi yok. Havacılık iş bağlama detayları.
- Otomotiv: Motor blokları, şanzıman gövdeleri, süspansiyon kolları, EV batarya tepsileri, motor uç kapakları. Kare ve çapraz kolonlar hakimdir çünkü birçok yüzeyde yoğun aparatlama çevrim süresini düşüren şeydir. Tier 1 tesisleri için palet başına 16 parça, 90 saniyelik çevrim, günde üç vardiya çalışan hücreler teslim ettik. Otomotiv atölyelerinin bunları nasıl kullandığını görün.
- Kalıp ve zımba: Kalıp tabanları, çekirdekler, boşluklar, sürgü taşıyıcılar, itici plakaları. Modüler ve çift taraflı kolonlar, kalıp atölyelerinin her yeni kalıp makineye geldiğinde hazırlığı yeniden kurmak yerine işler arasında aparat platformlarını değiştirmesine olanak tanır. Kalıp ve zımba iş bağlama hakkında daha fazla.
- Yüksek çeşitlilik düşük hacim fason atölyeler: Ayda 30'dan fazla parça numarası çalıştıran atölyeler. Modüler değiştirilebilir kolonlar artı T-kanal konumlaması, hazırlık süresini bir hazırlıkçının öğleden sonrasından 10 dakikalık platform değişimine dönüştürür. Bir palet havuzuile birlikte aynı makine ikinci bir vardiya eklemeden daha fazla iş teklif eder.
- Tıbbi implantlar ve yarı iletken: Sıkı toleranslı tıbbi işlerin (ortopedik implantlar, diş dayanak yapıları) ve yarı iletken aparatlamanın (RF gövdeleri, wafer ayna gövdeleri) gerektirdiği tekrarlanabilirlik ve kararlılık için QT500 gövdeli hassas delik konumlama kolonları. Tıbbi uygulamalar · yarı iletken uygulamalar.
- Yeni enerji ve EV: Batarya modül tepsileri, motor stator gövdeleri, BMS plakaları. Yüksek aparat yoğunluğuna sahip kare kolonlar, bir transfer hattına bağlanmadan tek bir HMC'nin orta hacimli EV programlarını karşılamasına olanak tanır. Yeni enerji işleme detayları.
Standart modeller ve seçim kısa listesi
Doğru kolonu seçmek üç girdiye dayanır: makine (HMC, VMC veya 5 eksenli), iş parçası boyutları (ölçüler ve ağırlık) ve üretim modeli (seri üretim vs yüksek çeşitlilik). Mühendislik ile görüşmeden önce daraltmak için aşağıdaki tabloyu kullanın.
Özel üretim
Standart modeller çoğu durumu kapsar, ancak birçok iş katalog dışı bir şey gerektirir — standart olmayan bir genişlik, mevcut aparat kütüphanesiyle eşleşen bir diş deseni, özel HMC paletinize göre üretilmiş bir arayüz plakası. Bize makine palet çizimini ve parça boyutlarını gönderin; bir tasarım ve 3–5 haftalık teslim süresi ile döneriz.
Tombstone ile HMC saatlerini geri kazanmanın üç yolu
Kolon satın almak kolay kısımdır. Verimlilik artışını elde etmek, onu hücreye nasıl entegre ettiğinize bağlıdır. Aşağıdaki üç model, gözlemlediğimiz en büyük kazanımları sağlayan yaklaşımlardır.
- Sıfır nokta tabanı ile eşleştirin. Bir sıfır nokta sıkma sistemine kilitlenmiş tombstone dakikalar yerine saniyeler içinde değişir. Tekrarlanabilirlik çevrimden çevrimi ≤ 0,005 mm'de kalır. Birleşik etki: hazırlık süresi iş başına 20–30 dakikadan 5 dakikanın altına düşer.
- Aparat platformlarını tüm kolonlarda standartlaştırın. Modüler değiştirilebilir kolonlar, önceden hazırlanmış platformlardan oluşan bir kütüphane tutmanıza olanak tanır. Yeni bir iş geldiğinde platform çevrimdışı takılır, doğrulanır, ardından makinedeki kolona monte edilir. Hazırlık için makine duruş süresi yok; iş mili kesmeye devam eder.
- Aparatlama yoğunluğunu çevrime göre maksimize edin. Bir parçadaki çevrim süreniz 8 dakika ise ve her çevrimde palet değiştiriyorsanız, 8 parçalı sekizgen kolon, 8 dakikada bir yerine saatte bir palet değişimi anlamına gelir. Bu hesap karanlık fabrika vardiyası boyunca hızla birikir.
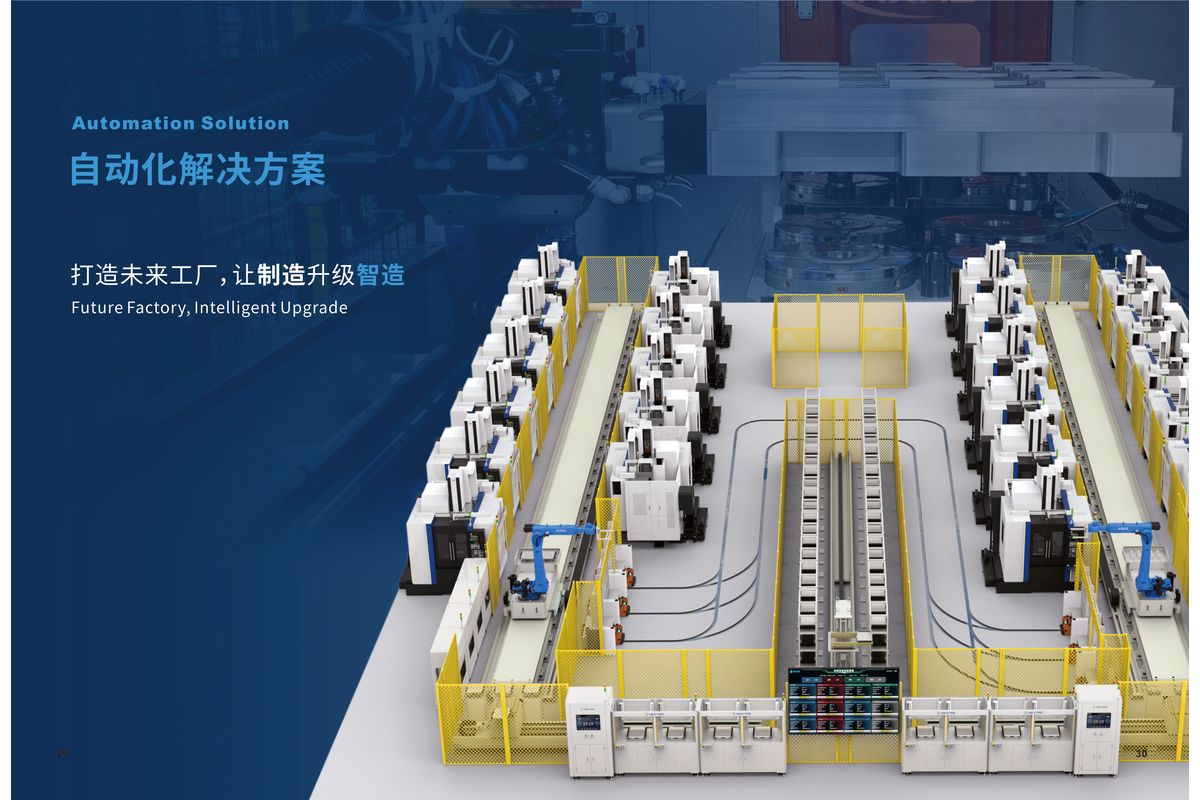
Halihazırda otomasyon çalıştıran atölyeler için sonraki adım genellikle tombstone kolonlarını bir otomatik palet değiştirici ile eşleştirmek veya tam anlamıyla bir esnek üretim hücresinegeçmektir. Kolon iş bağlama elemanıdır; palet değiştirici onu besleyen şeydir.
NEXTAS takım kolonu ile başlayın
Standart kolonlar PO'dan itibaren 1–2 haftada gönderilir. Özel üretimler — standart dışı boyutlar, özel konumlama düzenleri, makineye özel arayüz plakaları — mühendislik incelemesi dahil genellikle 3–5 haftadır. Her iki durumda da, kolon gerçekten makinenize ve parçalarınıza uyması için teklif vermeden önce teknik şartnameyi sizinle birlikte çalışacağız.
Bize ulaştığınızda gönderilecekler:
- Makine modeli ve palet arayüz çizimi — cıvata düzeni, T-kanal yerleşimi, varsa merkez deliği. Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM veya Haas EC ise palet şablonlarımız zaten mevcuttur.
- İş parçası boyutları — bağlamanız gereken en büyük parça, artı tipik parti büyüklüğü.
- Üretim modeli — tek SKU, benzer parçalar ailesi veya tam yüksek çeşitlilik.
- Tolerans hedefi — özellikle parçadan parçaya tekrarlanabilirliğin ne kadar sıkı olması gerektiği.
- Otomasyon bağlamı — bağımsız palet, palet değiştirici, FMS veya robotik yükleme.
Elinizde ne kadar detay olduğuna bağlı olarak konuşmaya başlamanın üç yolu:
- Sadece hızlı bir cevap mı istiyorsunuz? WhatsApp +86 134 1542 9444 veya e-posta sandy@nextas.com ile makine modelinizi gönderin, aynı iş günü yanıtlayacağız.
- Tam bir kolon mu belirlemek istiyorsunuz? İletişim formunu kullanın çizimle birlikte gönderin, 1 iş günü içinde paletiniz üzerindeki önerilen kolonun CAD modelini göndereceğiz.
- Önce tam PDF seçim kontrol listesini mi istiyorsunuz? Aşağıdaki formdan alın — bu makaledeki her şeyi tek sayfada kapsar, artı satın almaya gönderebileceğiniz kopyala-yapıştır RFQ şablonu.
Buraya kadar okuduğunuza göre hakkımızda biraz bilgi: NEXTAS, Guangdong, Zhuhai merkezlidir — 588 çalışan, 250 Ar-Ge mühendisi, 43.600 m² üretim alanı. ISO 9001/14001/45001 sertifikalı, Made-in-China üzerinde TÜV Rheinland denetimli. Almanya, Japonya, Hindistan, Meksika ve ABD'deki otomotiv Tier 1 tesislerine, ayrıca dünya genelindeki havacılık ana yüklenicilerine ve fason imalathanelere takım kolonları gönderdik. Sipariş vermeden önce bizi karşılaştırmak isterseniz, bölgenizdeki müşteri referanslarını isteyin — aynı kolon türünü çalıştıran bir atölye ile bağlantı kuracağız.