Haga las cuentas de su último trabajo en horizontal: ¿cuántos minutos cortó realmente el husillo? En la mayoría de las plantas HMC que visitamos, el valor se sitúa entre el 35 % y el 55 %. El resto se pierde en preparación — desbrizar, realinear, cambiar mordazas, buscar la llave T adecuada. Una columna de amarre CNC — lo que la industria simplemente llama tombstone — es el único cambio de utillaje que lleva esa cifra al rango del 70 %.
La mecánica es sencilla: 4, 6 u 8 caras de precisión en una sola pieza de fundición que se atornilla a su pallet HMC o base de punto cero. Cargue piezas en cada cara, envíe el programa, y el husillo indexa alrededor de la columna sin que nadie tenga que desbrizar nada. Hemos suministrado tombstones a Tier 1 de automoción, talleres aeroespaciales y talleres de subcontratación con más de 30 referencias al mes. El patrón habitual: 60–80 % de reducción del tiempo de preparación, más piezas por hora de husillo y la opción de dejar la célula funcionando toda la noche.
Esta guía es la versión práctica: cómo se comparan los seis tipos de tombstone, cuándo elegir fundición gris HT250 frente a fundición nodular QT500, tres sistemas de posicionamiento y para qué trabajo es mejor cada uno, y cómo un tombstone encaja en su Mazak, Mori Seiki, DMG MORI, Makino, Doosan o Haas HMC. Si prefiere simplemente enviarnos el modelo de su máquina y las dimensiones de la pieza, también está bien — le responderemos con una recomendación dimensionada en 1 día laborable.
Qué hacen realmente las columnas de amarre CNC
Una columna de amarre es una plataforma de sujeción multifacial — una pieza de fundición entre 80 kg y 450 kg, rectificada plana en cada cara con tolerancia de 0,02 mm / 300 mm — que se atornilla a un pallet CNC, mesa rotativa o base de punto cero. Cada cara está taladrada o ranurada para la fijación del utillaje. Monte piezas en varias caras, envíe el programa, y el husillo indexa alrededor de la columna sin que nadie tenga que desbrizar entre operaciones.
La razón por la que funciona en un HMC y no en un VMC es la geometría. Una máquina vertical mira directamente hacia abajo sobre una cara. Una horizontal puede girar el pallet 90° y alcanzar una cara diferente. Con un tombstone en el pallet, cuatro giros del pallet dan acceso completo a cuatro lados de cada pieza en la columna. En un HMC de 5 ejes, puede mecanizar features angulares en esas mismas caras sin reamarre.
Ahí es donde se genera la productividad. Un trabajo típico en un pallet HMC de 500×500 mm con mordazas de estación única dedica 20–30 minutos por lado a desbrizar/reorientar/realinear. Un tombstone cuadrado con 4 piezas por cara sustituye eso por un giro del pallet — en la práctica, cero segundos de tiempo de operador por cara. Tres beneficios prácticos se manifiestan en planta:
- Mecanizado multifacial en un solo ciclo. Taladrar, fresar, roscar, escariar y achaflanar todas las caras accesibles — u 8–16 piezas — en un solo programa. Sin nuevo datum, sin segunda operación, sin chatarra por deriva del indicador.
- Datum de corte estable. Un tombstone bien fundido y con alivio de tensiones tiene masa suficiente para absorber vibraciones. Las carcasas de aluminio de pared delgada, los soportes de magnesio y las piezas de fundición nodular mantienen mejor el acabado y las dimensiones cuando el utillaje deja de vibrar durante un desbaste agresivo. Hemos medido hasta un 50 % menos de vibración audible en pruebas de corte Tier-1.
- Automatización que realmente funciona toda la noche. Fije la columna a una base de punto cero y el cambiador de pallets o robot deja de preocuparse por lo que hay encima — simplemente mueve pallets. Así es como los turnos sin operador se vuelven predecibles en lugar de aproximados.
Las contrapartidas son reales: un tombstone cuesta más que un par de mordazas, necesita un HMC (o VMC con recorrido Z suficiente) y recompensa a un taller que ha estandarizado su interfaz de pallet. Bajo la superficie, también hay que pensar en la conducción del refrigerante — nuestras columnas más grandes incluyen canales internos de refrigerante para que las líneas de inundación alimenten la pieza en la cara trasera sin arrastrar mangueras por el pallet. Si su célula cumple estas condiciones, la amortización suele ser de 8–14 meses en producción automotriz, más rápida en turnos sin operador.
Los seis tipos de tombstone que fabricamos
NEXTAS envía seis familias de columnas de amarre, dimensionadas para pallets HMC de 400 mm hasta 800 mm. Hemos montado columnas en Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino serie A, Doosan NHM y Haas EC — la geometría simplemente cambia para adaptarse al patrón de espárragos del pallet. Elegir la familia correcta se reduce a tres preguntas: ¿qué tamaño tienen sus piezas, qué tan complejo es el ciclo y cuántas piezas quiere cargar a la vez?
1. Columnas de amarre cuadradas (4 caras)
El caballo de batalla diario. Cuatro caras planas mecanizadas con precisión — ancho idéntico, altura idéntica — ideal para producción en serie de alta densidad. Nuestra serie cuadrada (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) cubre distancias entre caras de 250 mm a 350 mm con 400 mm de altura, pesando 95–180 kg según tamaño. Es la columna que más enviamos para carcasas de automoción, bloques de distribuidores hidráulicos, cajas de transmisión y piezas medianas en general. Uso óptimo: pallets HMC de 400–630 mm, piezas de hasta unos 120 mm de arista, 4–16 piezas por amarre.
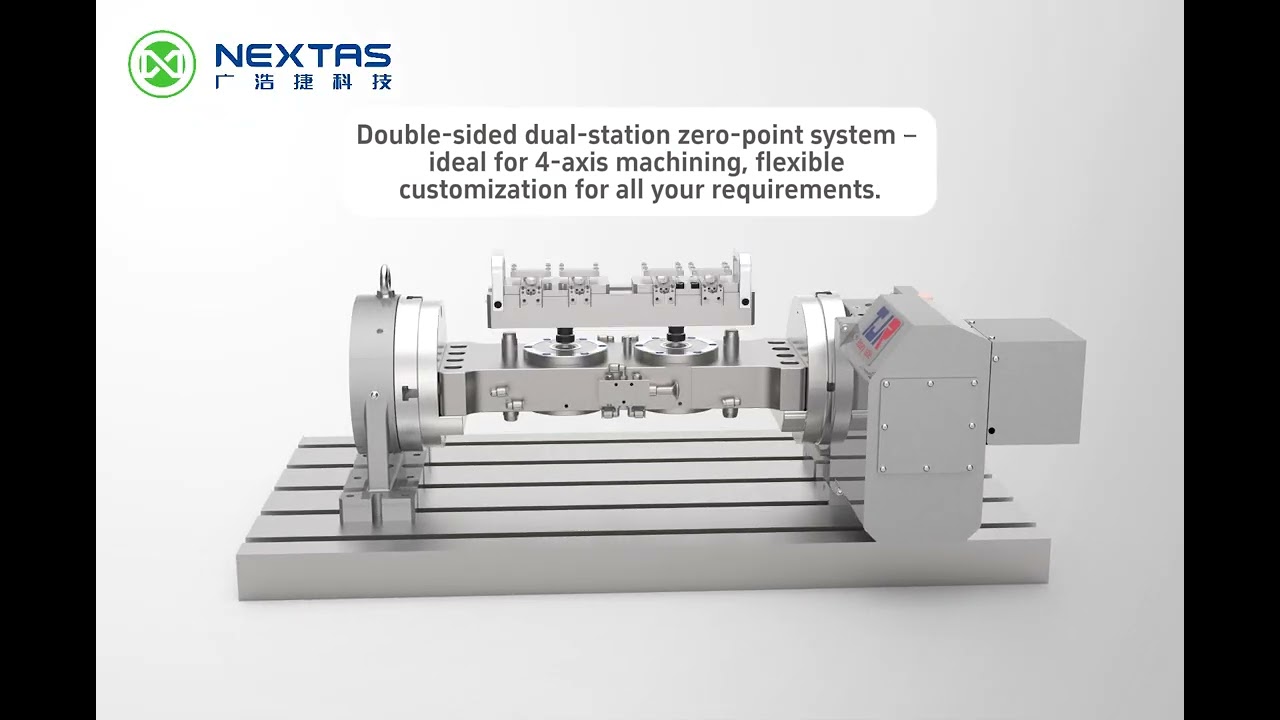
2. Columnas de amarre de doble cara
Dos caras de precisión opuestas, carga equilibrada, diseñadas para que el husillo corte en un lado mientras el operador carga el otro. Habitual en células con grandes carcasas, cajas de engranajes o conjuntos que no caben en una columna de cuatro caras. El perfil simétrico también destaca donde el acceso desde una dirección está restringido — por ejemplo, cuando una pieza larga necesita taladrado frontal y los extremos de la columna se convierten en la superficie de trabajo. Funciona perfectamente con cambio rápido de punto cero para preparación offline.
3. Columnas de amarre en cruz
Una estructura en forma de cruz, cuatro estaciones que irradian desde un nervio central reforzado. La geometría está diseñada para utillaje multiestación — múltiples piezas, o una sola pieza que pasa por varias operaciones, en la misma columna. Los herrajes estructurales aeroespaciales, soportes de tren de aterrizaje y núcleos de molde se mecanizan en estas columnas porque el patrón interno de nervios (paredes de 8–12 mm fundidas en HT250) soporta fuerzas de fresado lateral elevadas sin flexión medible. Configuración típica: 250–350 mm de longitud de brazo con 400–600 mm de altura total.
4. Columnas de amarre hexagonales (6 caras)
Seis caras de precisión significan aproximadamente un 50 % más de capacidad de piezas por montaje que una columna cuadrada. Nuestras NT-TCO360P600V2 (360 mm WAF, ~210 kg) y NT-TCO450P600V2 (450 mm WAF, ~320 kg) con 600 mm de altura se adaptan a pallets HMC de 500–630 mm. La elección correcta cuando necesita más capacidad que la que ofrece una cuadrada, pero cada cara aún requiere un ancho decente para un sub-utillaje o una pieza individual más grande. Habitual en máquinas clase Mori NHX5000, DMG NHX5000, Mazak HCN-5000.
5. Columnas de amarre octagonales (8 caras)
Ocho caras para la carga más densa posible en máquinas más grandes. Cada cara es más estrecha que en una columna hexagonal, por lo que son ideales para piezas pequeñas o features repetitivos. Columna octagonal típica: 480–540 mm WAF, 700–800 mm de altura, 380–450 kg. Las columnas octagonales brillan en la automatización sin operador: más piezas por amarre significa tiempos de funcionamiento desatendido más largos y menos cambios de pallet por turno. Las combinamos con pools de pallets o células FMS para producción de tren motriz automotriz donde una célula debe cubrir un turno nocturno de 8 horas.
6. Columnas de amarre modulares intercambiables
Construidas en torno a subplacas intercambiables. En lugar de rediseñar una columna para cada trabajo nuevo, se intercambia la plataforma de utillaje superior mientras la base de la columna permanece atornillada al pallet. El cambio se reduce de reconstrucción-completa a intercambio-de-placa-en-minutos — en la práctica, un cambio de placa con dos tornillos M16 y un espárrago de punto cero tarda 90–180 segundos. Es la arquitectura adecuada para talleres de subcontratación que cotizan más de 20 piezas diferentes al mes y para células de desarrollo que necesitan prototipar y luego producir en la misma máquina.
Tombstone vs placa angular vs placa de utillaje
Tres opciones similares suelen surgir en la misma conversación. Regla general rápida:
- Tombstone: Usar cuando se necesitan 4–8 caras en un solo amarre y las piezas son más pequeñas que la huella de la columna. Mejor ROI en producción en serie y trabajos multilado.
- Placa angular: Usar cuando una pieza necesita acceso a una cara adicional (típicamente a 90° del datum del pallet). Más ligera, más económica, solo una cara.
- Placa de utillaje / placa reticular: Usar cuando las piezas son grandes y planas — se necesita una superficie de trabajo con perforaciones de precisión, no una torre. Habitual en VMC, no en HMC.
La decisión suele reducirse a cuántas caras necesita mecanizar la pieza en un ciclo. Una cara: placa de utillaje. Dos caras: placa angular. Tres o más: tombstone.

¿Taladrado simple, agujeros de precisión o ranura en T?
Una vez definida la geometría de la columna, la segunda decisión es cómo se fijan las piezas. Ofrecemos tres sistemas de posicionamiento, cada uno con un caso de uso claro.
Taladrado simple (cuadrícula M12/M16)
Agujeros roscados estándar en cuadrícula — típicamente M12 en paso de 50×50 mm, M16 en 80×80 para trabajos más pesados. Opción más económica, adecuada para utillaje general donde los propios datums de la pieza realizan la alineación y los agujeros solo sujetan. Buena para mecanizado no crítico y talleres que desean flexibilidad para taladrar nuevos patrones con el tiempo.
Posicionamiento por agujeros de precisión (taladros de referencia H6)
Taladros de referencia con tolerancia estrecha — típicamente H6, Ø12 o Ø16 — que alojan pasadores de posicionamiento rectificados con precisión. La repetibilidad se sitúa en ≤ 0,005 mm, más fina de lo que la mayoría de los operadores pueden recalzar una mordaza a mano. Los agujeros suelen disponerse en una cuadrícula de 50×50 u 80×80 con un pasador de diamante (restricción radial) y un pasador cilíndrico (restricción completa) por utillaje, dejando el resto como holgura. Es la elección correcta para piezas estructurales aeroespaciales, implantes médicos, soportes de bandeja de batería EV y cualquier aplicación donde la posición utillaje-pieza deba coincidir con el modelo CAM en cada ciclo.
Posicionamiento por ranura en T
Ranuras en T estándar que recorren cada cara — anchos de ranura de 14 mm o 18 mm para coincidir con kits de amarre DIN habituales. Bridas, topes y bloques escalonados se deslizan a cualquier posición a lo largo de la ranura, permitiendo reposicionar el utillaje para el siguiente trabajo sin taladrar nuevos agujeros. Ideal para trabajos de alta variedad y bajo volumen, talleres de prototipos y bancos de taller pequeños donde la próxima pieza es lo que acaba de llegar.
La mayoría de nuestros clientes terminan especificando una combinación — posicionamiento por agujeros de precisión en las caras para piezas de producción críticas, ranuras en T en las caras para prototipos. También podemos taladrar cruces para canales de refrigerante o añadir un distribuidor interno para refrigerante pasante si su trabajo lo requiere. Envíenos el plano de cómo se fijan sus utillajes actuales y lo adaptaremos.
HT250 vs QT500: por qué importa el hierro fundido
Un tombstone es tan bueno como la fundición bajo las superficies mecanizadas con precisión. Fundimos los nuestros en hierro fundido gris HT250 o fundición nodular QT500, y recocemos cada columna para alivio de tensiones antes del mecanizado final. Así se elige correctamente.
HT250 (fundición gris) — el estándar
HT250 es el caballo de batalla. Las láminas de grafito en la fundición absorben vibraciones mucho mejor que cualquier acero — medimos de 3 a 5 veces la capacidad de amortiguación de la fundición nodular QT500 — exactamente lo que se necesita cuando una herramienta pesada desbasta una cara mientras un acabado transcurre en la cara opuesta. También se vierte limpiamente en formas complejas, siendo el material adecuado para columnas en cruz y bases modulares con estructuras de nervios internos. Aproximadamente el 80 % de nuestras columnas cuadradas y hexagonales se entregan en HT250.
QT500 (fundición nodular) — para los trabajos pesados
QT500 intercambia algo de amortiguación por sustancialmente más resistencia. La resistencia a la tracción es ≥ 500 MPa frente a los 250 MPa del HT250, el alargamiento ≥ 7 % frente a 1 % o menos, y la tenacidad al impacto es significativamente mayor. Especificamos QT500 para trabajos pesados de automoción y aeroespacial donde la columna puede sufrir grandes cortes interrumpidos, colisiones accidentales durante la preparación o cargas de amarre elevadas y sostenidas. La estructura de grafito esferoidal también significa menor concentración de tensiones, manteniendo la estabilidad dimensional durante años de producción.
Recocido de alivio de tensiones
Ambos materiales pasan por un ciclo térmico de alivio de tensiones antes del rectificado final. El proceso de fundición bloquea tensiones internas en el hierro; sin recocido, esas tensiones se liberan lentamente durante la producción y la columna se desvía de tolerancia con el tiempo. Nuestras columnas recocidas mantienen una precisión de posicionamiento de 0,02 mm / 300 mm a largo plazo — incluso bajo cargas de corte elevadas y con las oscilaciones de temperatura normales del taller.
Dónde las columnas de amarre se amortizan rápidamente
Los tombstones son una herramienta universal, pero se amortizan más rápido en algunas industrias específicas. Si su trabajo encaja en alguna de estas, el cálculo de ROI suele ser breve — esto es lo que hemos visto en las plantas de nuestros clientes.
- Aeroespacial: Soportes de pared delgada, herrajes, tirantes de tren de aterrizaje y piezas estructurales complejas de 5 ejes. Las columnas hexagonales y octagonales proporcionan el datum estable que un ciclo de 5 ejes necesita, y la amortiguación del HT250 evita que las piezas de Ti-6Al-4V vibren durante pasadas de acabado largas. Configuración típica: 6–12 soportes en una columna hexagonal, un solo ciclo de 4 horas sin intervención. Detalles de sujeción aeroespacial.
- Automoción: Bloques de motor, carcasas de transmisión, brazos de suspensión, bandejas de batería EV, tapas de motor. Las columnas cuadradas y en cruz dominan porque el amarre denso en muchas caras es lo que reduce el tiempo de ciclo. Hemos entregado células que procesan 16 piezas por pallet, ciclo de 90 segundos, tres turnos al día para plantas Tier 1. Vea cómo los talleres de automoción las utilizan.
- Moldes & troqueles: Bases de molde, núcleos, cavidades, carros de corredera, placas de expulsión. Las columnas modulares y de doble cara permiten a los talleres de moldes intercambiar plataformas de utillaje entre trabajos en lugar de reconstruir preparaciones cada vez que llega un molde nuevo a la máquina. Más sobre sujeción para moldes y troqueles.
- Talleres de subcontratación alta variedad / bajo volumen: Talleres con más de 30 referencias al mes. Las columnas modulares intercambiables combinadas con ranuras en T convierten el cambio de preparación, de una tarde del utillista, en un intercambio de placa de 10 minutos. Combinado con un pool de pallets, la misma máquina cotiza más trabajos sin añadir un segundo turno.
- Implantes médicos y semiconductor: Columnas con posicionamiento por agujeros de precisión y cuerpos de QT500 para la repetibilidad y estabilidad que exigen los trabajos médicos de tolerancia estrecha (implantes ortopédicos, pilares dentales) y el utillaje de semiconductores (carcasas RF, cuerpos de chuck de oblea). Aplicaciones médicas · aplicaciones de semiconductores.
- Nueva energía & EV: Bandejas de módulos de batería, carcasas de estátor de motor, placas BMS. Las columnas cuadradas con alta densidad de amarre permiten que un HMC absorba programas EV de volumen medio sin comprometerse con una línea transfer. Detalles de mecanizado de nueva energía.
Modelos estándar y la lista corta de selección
Elegir la columna correcta se reduce a tres datos de entrada: máquina (HMC, VMC o 5 ejes), dimensiones de la pieza (huella y peso), y modelo de producción (producción en serie vs alta variedad). Use la tabla siguiente para acotar antes de hablar con ingeniería.
Fabricaciones a medida
Los modelos estándar cubren la mayoría de los casos, pero muchos trabajos necesitan algo fuera de catálogo — un ancho no estándar, un patrón de roscas que coincida con una biblioteca de utillajes existente o una placa de interfaz construida para su pallet HMC específico. Envíenos el plano del pallet y las dimensiones de la pieza; le responderemos con un diseño y un plazo de entrega de 3–5 semanas.
Tres formas en que un tombstone recupera horas de HMC
Comprar una columna es la parte fácil. Obtener la ganancia de productividad depende de cómo se integre en la célula. Los tres patrones siguientes son los que generan las mayores mejoras según nuestra experiencia.
- Combínela con una base de punto cero. Un tombstone fijado a un sistema de amarre de punto cero se cambia en segundos en lugar de minutos. La repetibilidad se mantiene en ≤ 0,005 mm ciclo a ciclo. Efecto combinado: el cambio baja de 20–30 minutos por trabajo a menos de 5.
- Estandarice las plataformas de utillaje entre columnas. Las columnas modulares intercambiables permiten mantener una biblioteca de plataformas preconstruidas. Cuando llega un trabajo nuevo, la plataforma se prepara offline, se verifica y luego se monta en la columna de la máquina. Sin parada de máquina para preparación; el husillo sigue cortando.
- Maximice la densidad de amarre para ajustar el ciclo. Si su tiempo de ciclo por pieza es de 8 minutos y cambia pallets en cada ciclo, una columna octagonal con 8 piezas significa un cambio de pallet por hora en lugar de uno cada 8 minutos. El cálculo se multiplica rápidamente a lo largo de un turno sin operador.
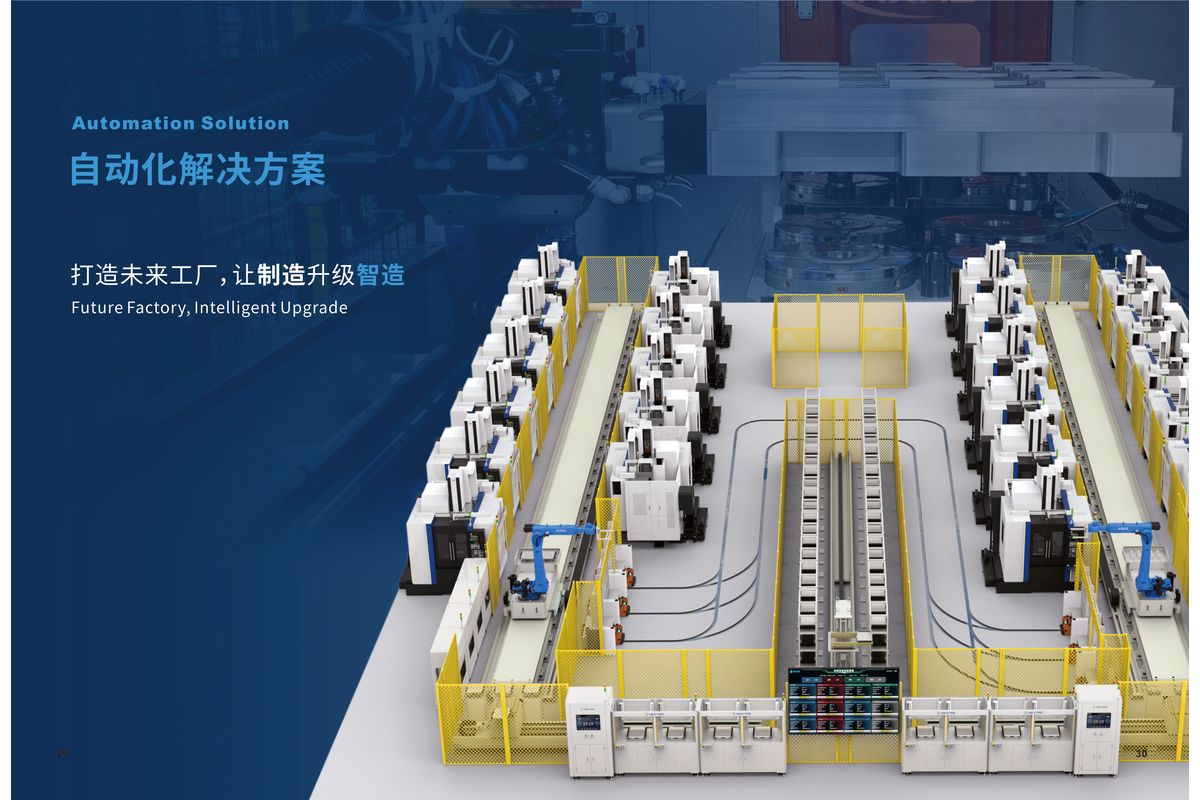
Para talleres que ya trabajan con automatización, el siguiente paso suele ser combinar tombstones con un cambiador automático de pallets o avanzar directamente a una célula de fabricación flexible. La columna es el elemento de sujeción; el cambiador de pallets es lo que la mantiene alimentada.
Comience con una columna de amarre NEXTAS
Las columnas estándar se envían en 1–2 semanas desde la orden de compra. Las fabricaciones a medida — tamaños no estándar, diseños de posicionamiento especiales, placas de interfaz específicas — requieren típicamente 3–5 semanas incluyendo revisión de ingeniería. En cualquier caso, trabajaremos la especificación con usted antes de cotizar para que la columna realmente se adapte a su máquina y sus piezas.
Qué enviar cuando nos contacte:
- Modelo de máquina y plano de interfaz del pallet — patrón de pernos, disposición de ranuras en T, taladro central si aplica. Si es un Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM o Haas EC, ya disponemos de las plantillas de pallet.
- Dimensiones de la pieza — la pieza más grande que necesita fijar, más tamaño de lote típico.
- Modelo de producción — referencia única, familia de piezas similares o alta variedad completa.
- Objetivo de tolerancia — específicamente, qué tan estrecha debe ser la repetibilidad pieza a pieza.
- Contexto de automatización — pallet individual, cambiador de pallets, FMS o carga robótica.
Tres formas de iniciar la conversación, según el nivel de detalle que tenga:
- ¿Solo quiere una respuesta rápida? WhatsApp +86 134 1542 9444 o email sandy@nextas.com con su modelo de máquina y le responderemos el mismo día laborable.
- ¿Especificar una columna completa? Use el formulario de contacto con el plano y le enviaremos un modelo CAD de la columna propuesta en su pallet en 1 día laborable.
- ¿Prefiere primero la checklist de selección en PDF? Descárguela del formulario de abajo — cubre todo lo de este artículo en una página más una plantilla de solicitud de cotización que puede enviar directamente a compras.
Unas palabras sobre nosotros, ya que ha llegado hasta aquí: NEXTAS tiene su sede en Zhuhai, Guangdong — 588 empleados, 250 ingenieros de I+D, 43.600 m² de producción. Certificados ISO 9001/14001/45001, auditados por TÜV Rheinland en Made-in-China. Hemos enviado columnas de amarre a plantas Tier 1 de automoción en Alemania, Japón, India, México y EE. UU., además de contratistas principales aeroespaciales y talleres de mecanizado en todo el mundo. Si quiere compararnos antes de pedir, solicite referencias de clientes en su región — le pondremos en contacto con un taller que utiliza el mismo tipo de columna.