Rechnen Sie bei Ihrem letzten HMC-Auftrag nach: Wie viele Minuten hat die Spindel tatsächlich geschnitten? Auf den meisten HMC-Fertigungsflächen, die wir besuchen, liegt der Wert zwischen 35 % und 55 %. Der Rest geht fürs Rüsten drauf — Entspannen, Neu-Einmessen, Schraubstockwechsel, Suche nach dem richtigen T-Griff. Ein CNC-Aufspannturm — in der Branche kurz Tombstone — genannt — ist die eine Vorrichtungsänderung, die diesen Wert in den 70er-Bereich hebt.
Das Prinzip ist einfach: 4, 6 oder 8 Präzisionsflächen auf einem einzigen Gusseisen-Körper, der auf Ihre HMC-Palette oder Nullpunkt-Basis geschraubt wird. Bestücken Sie jede Fläche mit Werkstücken, starten Sie das Programm, und die Spindel indiziert um den Turm herum, ohne dass irgendjemand etwas lösen muss. Wir haben Tombstones an Tier-1-Automobilzulieferer, Luft- und Raumfahrtbetriebe und Lohnfertiger mit über 30 Teilenummern pro Monat geliefert. Das typische Ergebnis: 60–80 % weniger Rüstzeit, mehr Teile pro Spindelstunde und die Möglichkeit, die Zelle tatsächlich über Nacht laufen zu lassen.
Dieser Leitfaden ist die Praxisversion: wie sich die sechs Tombstone-Typen unterscheiden, wann HT250-Grauguss gegenüber QT500-Sphäroguss die bessere Wahl ist, drei Aufnahme-Systeme und für welche Aufträge sie jeweils am besten passen, und wie ein Tombstone auf Ihr Mazak, Mori Seiki, DMG MORI, Makino, Doosan oder Haas HMC passt. Wenn Sie uns lieber direkt Ihr Maschinenmodell und Ihre Werkstückmaße schicken möchten, ist das auch in Ordnung — wir melden uns innerhalb eines Werktags mit einer passenden Empfehlung.
Was CNC-Aufspanntürme wirklich leisten
Ein Aufspannturm ist eine Mehrseitenspann-Plattform — ein Gussteil zwischen 80 kg und 450 kg, auf jeder Fläche plangeschliffen auf 0,02 mm / 300 mm — das auf eine CNC-Palette, einen Drehtisch oder eine Nullpunkt-Basis geschraubt wird. Jede Fläche ist gebohrt oder genutet für die Vorrichtungsbefestigung. Bestücken Sie mehrere Seiten, starten Sie das Programm, und die Spindel indiziert um den Turm herum, ohne dass zwischen den Bearbeitungsschritten irgendetwas gelöst werden muss.
Der Grund, warum das auf einem HMC funktioniert und nicht auf einem VMC, ist die Geometrie. Eine Vertikalmaschine blickt senkrecht auf eine Fläche. Eine Horizontalmaschine kann die Palette um 90° drehen und eine andere Fläche erreichen. Mit einem Tombstone auf der Palette erhalten Sie bei vier Palettendrehungen vollen Zugang zu vier Seiten jedes Werkstücks. Auf einem 5-Achsen-HMC können Sie schräge Features auf denselben Flächen bearbeiten, ohne umzuspannen.
Genau hier entsteht der Produktivitätsgewinn. Ein typischer Auftrag auf einer 500×500 mm HMC-Palette mit Einzelstation-Schraubstöcken verbringt 20–30 Minuten pro Seite mit Lösen/Neuausrichten/Einmessen. Ein quadratischer Tombstone mit 4 Teilen pro Fläche ersetzt das durch eine Palettendrehung — effektiv null Sekunden Bedienerzeit pro Seite. Drei praktische Vorteile zeigen sich in der Fertigung:
- Mehrseitenbearbeitung in einem Zyklus. Bohren, Fräsen, Gewindeschneiden, Reiben und Anfasen aller zugänglichen Flächen — oder 8–16 Teile — in einem einzigen Programm. Kein neues Bezugssystem, kein zweiter Arbeitsgang, kein Ausschuss durch Messuhr-Drift.
- Stabiler Zerspanungsbezugspunkt. Ein fachgerecht gegossener und spannungsarm geglühter Tombstone hat genug Masse, um Vibrationen zu absorbieren. Dünnwandige Aluminiumgehäuse, Magnesiumbauteile und Sphäroguss-Teile halten Oberflächengüte und Maße besser, wenn die Vorrichtung bei schweren Schruppschnitten nicht mehr mitschwingt. Bei Tier-1-Versuchsschnitten haben wir bis zu 50 % weniger hörbares Rattern gemessen.
- Automatisierung, die wirklich über Nacht läuft. Spannen Sie den Turm auf eine Nullpunkt-Basis und der Palettenwechsler oder Roboter kümmert sich nicht mehr darum, was oben drauf ist — er schiebt einfach Paletten. So werden mannlose Schichten berechenbar statt bestenfalls möglich.
Die Nachteile sind real: Ein Tombstone kostet mehr als ein Paar Schraubstöcke, erfordert ein HMC (oder VMC mit ausreichendem Z-Hub) und lohnt sich besonders in Betrieben mit standardisierter Palettenschnittstelle. Unter der Oberfläche müssen Sie auch an die Kühlmittelführung denken — unsere größeren Säulen verfügen über interne Kühlmittelkanäle, damit die Schwallkühlung das Werkstück auf der Rückseite versorgt, ohne Schläuche über die Palette zu ziehen. Wenn Ihre Zelle diese Voraussetzungen erfüllt, liegt die Amortisation typischerweise bei 8–14 Monaten bei Automobilserien, schneller bei mannlosen Schichten.
Die sechs Tombstone-Typen, die wir fertigen
NEXTAS liefert sechs Aufspannturm-Familien, dimensioniert für HMC-Paletten von 400 mm bis 800 mm. Wir haben Säulen auf Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino A-Serie, Doosan NHM und Haas EC montiert — die Geometrie wird einfach an das Paletten-Lochraster angepasst. Die Wahl der richtigen Familie hängt von drei Fragen ab: Wie groß sind Ihre Werkstücke, wie komplex ist der Zyklus, und wie viele Teile möchten Sie gleichzeitig aufspannen?
1. Quadratische Aufspanntürme (4 Flächen)
Das Arbeitstier im Alltag. Vier flache, präzisionsbearbeitete Flächen — identische Breite, identische Höhe — ideal für hochverdichtete Serienfertigung. Unsere Quadrat-Serie (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) deckt Schlüsselweiten von 250 mm bis 350 mm bei 400 mm Höhe ab und wiegt je nach Größe 95–180 kg. Es ist die Säule, die wir am häufigsten für Automobilgehäuse, Hydraulik-Verteilerblöcke, Getriebekästen und allgemeine Mittelteile liefern. Optimaler Einsatz: 400–630 mm HMC-Paletten, Werkstücke bis ca. 120 mm Kantenlänge, 4–16 Teile pro Aufspannung.
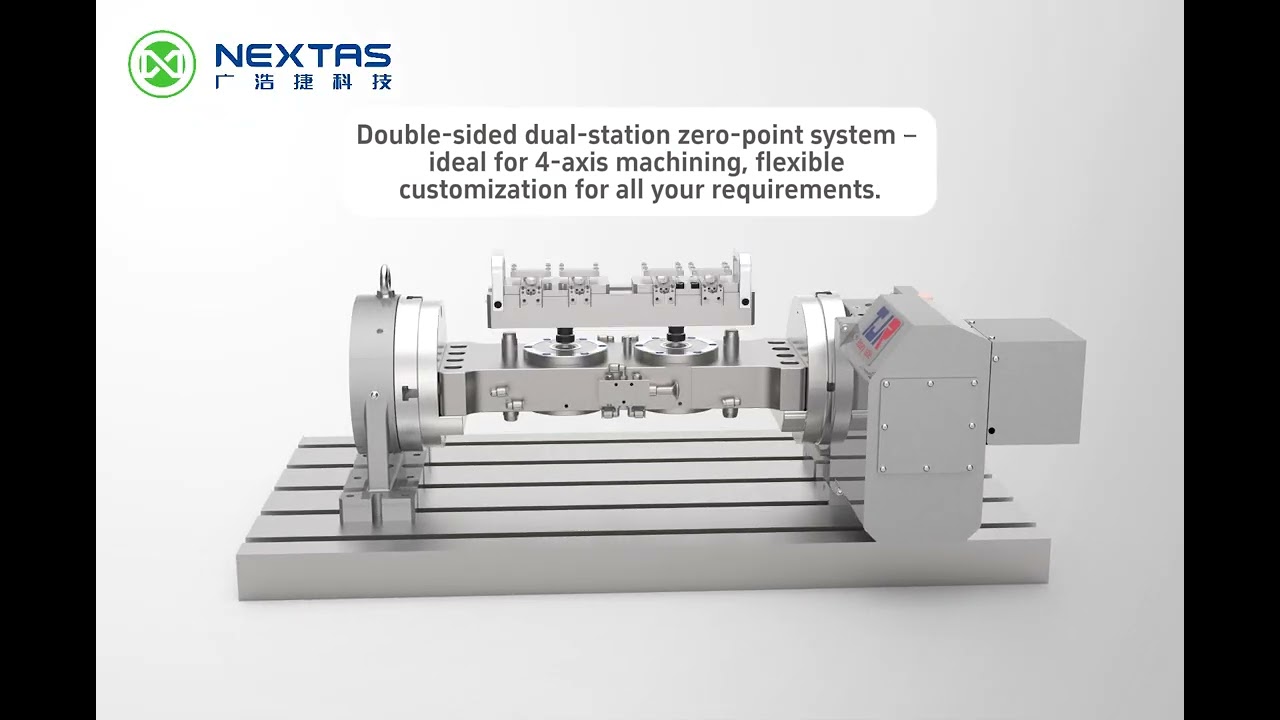
2. Doppelseitige Aufspanntürme
Zwei gegenüberliegende Präzisionsflächen, symmetrische Belastung — konstruiert, damit die Spindel auf einer Seite zerspant, während der Bediener die andere bestückt. Verbreitet in Zellen mit großen Gehäusen, Getriebehäusern oder Baugruppen, die nicht auf eine Vierseitensäule passen. Das symmetrische Profil überzeugt auch bei eingeschränktem Zugang aus einer Richtung — zum Beispiel wenn ein langes Werkstück Stirnbohrungen benötigt und die Turm-Enden zur Arbeitsfläche werden. Funktioniert einwandfrei mit Nullpunkt-Schnellwechsel für Offline-Rüsten.
3. Kreuz-Aufspanntürme
Eine kreuzförmige Struktur, vier Stationen, die von einem verstärkten Zentralsteg ausgehen. Die Geometrie ist für Mehrstation-Spannung ausgelegt — mehrere Werkstücke oder ein einzelnes Werkstück, das mehrere Bearbeitungsschritte auf derselben Säule durchläuft. Luft- und Raumfahrt-Strukturbeschläge, Fahrwerksbügel und Formkerne werden auf diesen Säulen bearbeitet, weil das interne Rippenmuster (8–12 mm Stege, gegossen in HT250) hohe Seitenfräskräfte ohne messbare Verformung aufnimmt. Typische Konfiguration: 250–350 mm Armlänge bei 400–600 mm Gesamthöhe.
4. Hexagonale Aufspanntürme (6 Flächen)
Sechs Präzisionsflächen bedeuten rund 50 % mehr Teilekapazität pro Aufspannung als eine Quadratsäule. Unsere NT-TCO360P600V2 (360 mm WAF, ~210 kg) und NT-TCO450P600V2 (450 mm WAF, ~320 kg) mit 600 mm Höhe eignen sich für 500–630 mm HMC-Paletten. Die richtige Wahl, wenn Sie mehr Kapazität brauchen, als eine Quadratsäule bietet, aber jede Fläche noch ausreichend Breite für eine Untervorrichtung oder ein größeres Einzelteil benötigt. Verbreitet auf Maschinen der Klasse Mori NHX5000, DMG NHX5000, Mazak HCN-5000.
5. Oktagonale Aufspanntürme (8 Flächen)
Acht Flächen für die dichtestmögliche Bestückung auf größeren Maschinen. Jede Fläche ist schmaler als bei einer Hexagonal-Säule, daher eignen sich diese für kleinere Werkstücke oder wiederkehrende Features. Typische Oktagonal-Säule: 480–540 mm WAF, 700–800 mm Höhe, 380–450 kg. Oktagonale Säulen glänzen in der mannlosen Automation: Mehr Teile pro Aufspannung bedeuten längere unbemannte Laufzeiten und weniger Palettenwechsel pro Schicht. Wir kombinieren sie mit Palettenpools oder FMS-Zellen für die Automobil-Antriebsstrangfertigung, wenn eine Zelle eine 8-stündige Nachtschicht überbrücken muss.
6. Modulare austauschbare Aufspanntürme
Aufgebaut auf austauschbaren Unterplatten. Statt für jeden neuen Auftrag eine Säule umzukonstruieren, tauschen Sie die Vorrichtungsplatte oben aus, während die Säulenbasis auf der Palette verschraubt bleibt. Der Umrüstvorgang verkürzt sich von Komplett-Neuaufbau auf Plattentausch-in-Minuten — in der Praxis dauert ein Plattenwechsel mit zwei M16-Schrauben und einem Nullpunkt-Einzugsbolzen 90–180 Sekunden. Das ist die richtige Architektur für Lohnfertiger mit über 20 verschiedenen Teilenummern pro Monat und für Entwicklungszellen, die auf derselben Maschine prototypen und dann produzieren müssen.
Tombstone vs Winkelplatte vs Aufspannplatte
Drei verwandte Optionen kommen in derselben Diskussion häufig vor. Schnelle Faustregel:
- Tombstone: Einsetzen, wenn Sie 4–8 Flächen in einer Aufspannung bearbeiten möchten und die Werkstücke kleiner als die Säulengrundfläche sind. Bester ROI bei Serienfertigung und Mehrseitenbearbeitung.
- Winkelplatte: Einsetzen, wenn ein Werkstück einen zusätzlichen Flächenzugang benötigt (typischerweise 90° vom Palettenbezugspunkt). Leichter, günstiger, nur eine Fläche.
- Vorrichtungsplatte / Rasterplatte: Einsetzen, wenn Werkstücke groß und flach sind — Sie brauchen eine präzisionsgebohrte Arbeitsfläche, keinen Turm. Verbreitet auf VMC, nicht auf HMC.
Die Entscheidung hängt meist davon ab, wie viele Seiten das Werkstück in einem Zyklus bearbeiten lassen muss. Eine Seite: Vorrichtungsplatte. Zwei Seiten: Winkelplatte. Drei oder mehr: Tombstone.

Einfache Bohrungen, Präzisionsbohrungen oder T-Nuten?
Sobald die Säulengeometrie feststeht, ist die zweite Entscheidung, wie die Werkstücke daran befestigt werden. Wir bieten drei Aufnahme-Systeme, jeweils mit klarem Einsatzzweck.
Einfache Bohrungen (M12/M16-Raster)
Standard-Gewindebohrungen im Raster — typischerweise M12 auf 50×50 mm Teilung, M16 auf 80×80 für schwere Werkstücke. Günstigste Option, geeignet für allgemeine Vorrichtungsarbeit, bei der die werkstückeigenen Bezugspunkte die Ausrichtung übernehmen und die Bohrungen nur zum Festhalten dienen. Gut für unkritische Bearbeitung und Betriebe, die im Laufe der Zeit flexibel neue Muster bohren möchten.
Präzisions-Bohrungsaufnahme (H6-Referenzbohrungen)
Eng tolerierte Referenzbohrungen — typischerweise H6, Ø12 oder Ø16 — für präzisionsgeschliffene Positionierstifte. Die Wiederholgenauigkeit liegt bei ≤ 0,005 mm, feiner als die meisten Bediener einen Schraubstock von Hand nachshimmen können. Die Bohrungen sind üblicherweise in einem 50×50- oder 80×80-Raster angeordnet, mit einem Rautenstift (Radialbegrenzung) und einem Rundstift (Vollbegrenzung) pro Vorrichtung, der Rest als Freimaß. Das ist die richtige Wahl für Luft- und Raumfahrt-Strukturteile, Medizinimplantate, EV-Batterietrog-Halterungen und alles andere, bei dem die Position Vorrichtung-zu-Werkstück jedes Mal dem CAM-Modell entsprechen muss.
T-Nuten-Aufnahme
Standard-T-Nuten über jede Fläche — entweder 14 mm oder 18 mm Nutenbreite, passend zu gängigen DIN-Spannkits. Spanneisen, Anschläge und Stufenblöcke gleiten beliebig entlang der Nut, sodass Sie die Vorrichtung für den nächsten Auftrag umpositionieren können, ohne neue Bohrungen zu setzen. Optimal für High-Mix/Low-Volume-Fertigung, Prototypenbetriebe und kleine Lohnfertiger-Arbeitsplätze, bei denen das nächste Werkstück das ist, was gerade zur Tür hereinkommt.
Die meisten unserer Kunden spezifizieren am Ende eine Mischung — Präzisionsbohrungen auf den Flächen für kritische Serienteile, T-Nuten auf den Prototypen-Flächen. Wir können auch Querbohrungen für Kühlmittelkanäle setzen oder einen internen Verteiler für Durchgangs-Kühlmittel hinzufügen, wenn Ihr Auftrag es erfordert. Schicken Sie uns die Zeichnung, wie Ihre bestehenden Vorrichtungen befestigt sind, und wir passen es an.
HT250 vs QT500: Warum das Gusseisen entscheidend ist
Ein Tombstone ist nur so gut wie der Guss unter den präzisionsbearbeiteten Oberflächen. Wir gießen unsere aus HT250-Grauguss oder QT500-Sphäroguss und glühen jede Säule vor der Endbearbeitung spannungsarm. So wählen Sie richtig.
HT250 (Grauguss) — der Standard
HT250 ist das Arbeitstier. Die Graphitlamellen im Guss absorbieren Vibrationen weit besser als jeder Stahl — wir messen das 3- bis 5-Fache der Dämpfungskapazität von QT500-Sphäroguss — genau das, was Sie brauchen, wenn ein schwerer Fräser auf einer Seite schruppt, während auf der gegenüberliegenden Seite ein Schlichtgang läuft. Er lässt sich zudem sauber in komplexe Formen gießen und ist daher das richtige Material für Kreuz-Säulen und Modulbasen mit internen Rippenstrukturen. Rund 80 % unserer Quadrat- und Hex-Säulen werden in HT250 ausgeliefert.
QT500 (Sphäroguss) — für die schweren Fälle
QT500 tauscht etwas Dämpfung gegen deutlich mehr Festigkeit ein. Zugfestigkeit ≥ 500 MPa gegenüber 250 MPa bei HT250, Bruchdehnung ≥ 7 % gegenüber 1 % oder weniger, und die Schlagzähigkeit ist spürbar höher. Wir spezifizieren QT500 für schwere Automobil- und Luft- und Raumfahrtanwendungen, bei denen die Säule große unterbrochene Schnitte, versehentliche Kollisionen beim Rüsten oder dauerhaft hohe Spannkräfte aushalten muss. Die kugelförmige Graphitstruktur sorgt außerdem für geringere Spannungskonzentration, sodass die Maßhaltigkeit über Produktionsjahre bestehen bleibt.
Spannungsarmglühen
Beide Materialien durchlaufen einen thermischen Spannungsarmglüh-Zyklus vor dem Endschliff. Der Gießprozess schließt innere Spannungen im Eisen ein; ohne Glühen lösen sich diese Spannungen langsam während der Produktion und die Säule driftet über Monate aus der Toleranz. Unsere geglühten Säulen halten eine Positioniergenauigkeit von 0,02 mm / 300 mm langfristig — selbst unter schweren Zerspanungslasten und bei normalen Temperaturschwankungen in der Werkstatt.
Wo sich Aufspanntürme besonders bezahlt machen
Tombstones sind ein universelles Werkzeug, amortisieren sich aber in einigen Branchen besonders schnell. Wenn Ihre Fertigung in eine dieser Kategorien fällt, ist der ROI in der Regel kurz — hier ist, was wir auf Kundenfertigungsflächen beobachtet haben.
- Luft- und Raumfahrt: Dünnwandige Halterungen, Beschläge, Fahrwerksstützen und komplexe 5-Achsen-Strukturteile. Hexagonale und oktagonale Säulen liefern den stabilen Bezugspunkt, den ein 5-Achsen-Zyklus benötigt, und die Dämpfung von HT250 verhindert Rattern von Ti-6Al-4V-Teilen bei langen Schlichtgängen. Typische Aufspannung: 6–12 Halterungen auf einer Hex-Säule, ein einziger 4-Stunden-Zyklus ohne Bedienereingriff. Details zur Luft- und Raumfahrt-Spanntechnik.
- Automobil: Motorblöcke, Getriebegehäuse, Querlenker, EV-Batteriewannen, Motorendkappen. Quadrat- und Kreuzsäulen dominieren, weil dichtes Spannen über viele Flächen die Zykluszeit senkt. Wir haben Zellen geliefert, die 16 Teile pro Palette im 90-Sekunden-Takt im Dreischichtbetrieb für Tier-1-Werke bearbeiten. Erfahren Sie, wie Automobilbetriebe sie einsetzen.
- Formen- & Werkzeugbau: Formplatten, Kerne, Kavitäten, Schieberträger, Auswerferplatten. Modulare und doppelseitige Säulen ermöglichen es Formenbaubetrieben, Vorrichtungsplatten zwischen Aufträgen zu tauschen, statt bei jeder neuen Form die Aufspannung komplett neu aufzubauen. Mehr zur Spanntechnik im Formen- und Werkzeugbau.
- High-Mix/Low-Volume-Lohnfertiger: Betriebe mit über 30 Teilenummern pro Monat. Modulare austauschbare Säulen plus T-Nuten-Aufnahme verwandeln das Rüsten von einem Nachmittag in der Vorrichtungswerkstatt in einen 10-Minuten-Plattentausch. Kombiniert mit einem Palettenpool zitiert dieselbe Maschine mehr Aufträge, ohne eine zweite Schicht hinzuzufügen.
- Medizintechnik und Halbleiter: Präzisionsbohrungssäulen mit QT500-Körper für die Wiederholgenauigkeit und Stabilität, die engtolerige Medizintechnik (orthopädische Implantate, Dental-Abutments) und Halbleiter-Spanntechnik (HF-Gehäuse, Waferchuck-Körper) erfordern. Medizintechnik-Anwendungen · Halbleiter-Anwendungen.
- Neue Energien & E-Mobilität: Batteriemodul-Wannen, Motor-Statorgehäuse, BMS-Platten. Quadratsäulen mit hoher Spanndichte ermöglichen es einem HMC, mittelvolumige EV-Programme aufzunehmen, ohne sich auf eine Transferstraße festzulegen. Details zur Bearbeitung in der neuen Energiebranche.
Standardmodelle und die Auswahl-Kurzliste
Die Wahl der richtigen Säule hängt von drei Eingabegrößen ab: Maschine (HMC, VMC oder 5-Achsen), Werkstückmaße (Aufstellfläche und Gewicht) und Fertigungsmodell (Großserie vs High-Mix). Nutzen Sie die folgende Tabelle zur Vorauswahl, bevor Sie mit der Technik sprechen.
Sonderkonstruktionen
Standardmodelle decken die meisten Fälle ab, aber viele Aufträge erfordern etwas außerhalb des Katalogs — eine Sonderbreite, ein Gewindemuster passend zu einer bestehenden Vorrichtungsbibliothek oder eine Schnittstellenplatte, die speziell für Ihre HMC-Palette gebaut ist. Schicken Sie uns die Palettenzeichnung und die Werkstückmaße; wir melden uns mit einem Entwurf und einer Lieferzeit von 3–5 Wochen.
Drei Wege, wie ein Tombstone HMC-Stunden zurückgewinnt
Den Kauf einer Säule ist der einfache Teil. Den Produktivitätsgewinn zu realisieren, hängt davon ab, wie Sie sie in die Zelle integrieren. Die drei folgenden Muster bringen nach unserer Erfahrung die größten Gewinne.
- Kombination mit einer Nullpunkt-Basis. Ein Tombstone, der auf ein Nullpunkt-Spannsystem gespannt ist, wird in Sekunden statt Minuten gewechselt. Die Wiederholgenauigkeit bleibt bei ≤ 0,005 mm von Zyklus zu Zyklus. Kombinierter Effekt: Die Umrüstzeit sinkt von 20–30 Minuten pro Auftrag auf unter 5.
- Vorrichtungsplatten über Säulen hinweg standardisieren. Modulare austauschbare Säulen ermöglichen eine Bibliothek vorbereiteter Platten. Wenn ein neuer Auftrag kommt, wird die Platte offline bestückt, geprüft und dann auf die Säule an der Maschine montiert. Kein Maschinenstillstand fürs Rüsten; die Spindel fräst weiter.
- Spanndichte maximieren, um den Zyklus optimal auszulasten. Wenn Ihre Zykluszeit pro Teil 8 Minuten beträgt und Sie bei jedem Zyklus Paletten tauschen, bedeutet eine Oktagonal-Säule mit 8 Teilen einen Palettenwechsel pro Stunde statt einen pro 8 Minuten. Die Rechnung potenziert sich schnell über eine mannlose Schicht.
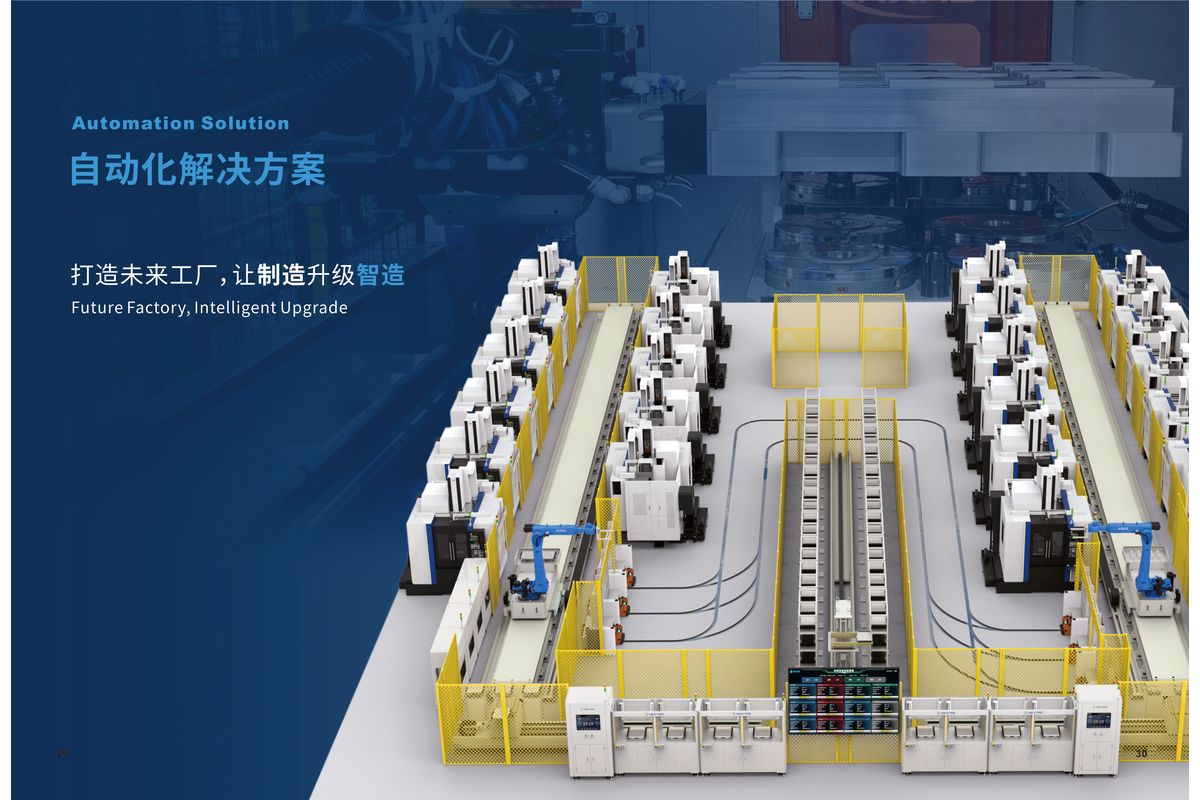
Für Betriebe, die bereits automatisiert arbeiten, ist der nächste Schritt in der Regel, Tombstones mit einem automatischen Palettenwechsler zu kombinieren oder gleich auf eine flexible Fertigungszelle umzusteigen. Die Säule ist die Spannvorrichtung; der Palettenwechsler sorgt für Nachschub.
Starten Sie mit einem NEXTAS Aufspannturm
Standardsäulen liefern wir innerhalb von 1–2 Wochen nach Bestelleingang. Sonderkonstruktionen — Sondermaße, spezielle Aufnahmelayouts, maschinenspezifische Schnittstellenplatten — benötigen typischerweise 3–5 Wochen einschließlich Technikprüfung. In jedem Fall stimmen wir die Spezifikation mit Ihnen ab, bevor wir anbieten, damit die Säule wirklich auf Ihre Maschine und Ihre Werkstücke passt.
Was Sie bei der Anfrage mitschicken sollten:
- Maschinenmodell und Palettenschnittstellen-Zeichnung — Lochbild, T-Nuten-Layout, Zentrierbohrung falls vorhanden. Bei Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM oder Haas EC haben wir die Palettenvorlagen bereits.
- Werkstückmaße — das größte Werkstück, das aufgespannt werden muss, plus typische Losgröße.
- Fertigungsmodell — einzelne Teilenummer, Familie ähnlicher Teile oder vollständig High-Mix.
- Toleranzziel — konkret, wie eng die Teil-zu-Teil-Wiederholgenauigkeit sein muss.
- Automatisierungskontext — Einzelpalette, Palettenwechsler, FMS oder Roboterbeladung.
Drei Wege, das Gespräch zu beginnen, abhängig davon, wie viele Details Sie bereits haben:
- Sie möchten eine schnelle Antwort? WhatsApp +86 134 1542 9444 oder per E-Mail sandy@nextas.com mit Ihrem Maschinenmodell — wir antworten noch am selben Werktag.
- Eine komplette Säule spezifizieren? Nutzen Sie das Kontaktformular mit der Zeichnung und wir senden ein CAD-Modell der vorgeschlagenen Säule auf Ihrer Palette innerhalb eines Werktags.
- Möchten Sie zuerst die vollständige PDF-Auswahl-Checkliste? Laden Sie sie über das Formular unten herunter — enthält alles aus diesem Artikel auf einer Seite plus eine Copy-Paste-Anfrage-Vorlage, die Sie direkt an den Einkauf weiterleiten können.
Ein paar Worte über uns, da Sie bis hierhin gelesen haben: NEXTAS hat seinen Sitz in Zhuhai, Guangdong — 588 Mitarbeiter, 250 F&E-Ingenieure, 43.600 m² Produktionsfläche. ISO 9001/14001/45001-zertifiziert, TÜV Rheinland-geprüft auf Made-in-China. Wir haben Aufspanntürme an Tier-1-Automobilwerke in Deutschland, Japan, Indien, Mexiko und den USA geliefert, dazu an Luft- und Raumfahrt-Primärzulieferer und Lohnfertiger weltweit. Wenn Sie uns vor der Bestellung vergleichen möchten, fragen Sie nach Kundenreferenzen in Ihrer Region — wir verbinden Sie mit einem Betrieb, der denselben Säulentyp einsetzt.