Faites le calcul sur votre dernier travail horizontal : combien de minutes la broche a-t-elle réellement coupé ? Sur la plupart des ateliers HMC que nous visitons, c'est entre 35 % et 55 %. Le reste disparaît dans les réglages — desserrage, reprise d'indicateur, changement d'étaux, recherche de la bonne clé en T. Une colonne d'outillage CNC — ce que l'industrie appelle simplement une tombstone — est le seul changement de montage qui fait passer ce chiffre au-delà de 70 %.
Le principe est simple : 4, 6 ou 8 faces de précision sur un seul moulage en fonte, boulonné à votre palette HMC ou base point zéro. Chargez des pièces sur chaque face, lancez le programme, et la broche indexe autour de la colonne sans que personne ne desserre quoi que ce soit. Nous avons livré des tombstones à des équipementiers automobiles Tier 1, des ateliers d'usinage aéronautique et des sous-traitants produisant plus de 30 références par mois. Le schéma récurrent : 60 à 80 % de réduction du temps de réglage, plus de pièces par heure broche, et la possibilité de laisser la cellule tourner la nuit.
Ce guide est la version pratique : comparatif des six types de tombstones, quand choisir la fonte grise HT250 plutôt que la fonte ductile QT500, trois systèmes de positionnement et quel usage convient à chacun, et comment une tombstone s’adapte à votre Mazak, Mori Seiki, DMG MORI, Makino, Doosan ou Haas HMC. Si vous préférez simplement nous envoyer votre modèle de machine et l'enveloppe pièce, c'est aussi possible — nous vous répondrons avec une recommandation dimensionnée sous 1 jour ouvré.
Ce que font réellement les colonnes d’outillage CNC
Une colonne d’outillage est une plateforme de bridage multi-faces — un moulage en fonte de 80 à 450 kg, rectifié plan sur chaque face à 0,02 mm / 300 mm — qui se boulonne sur une palette CNC, une table rotative ou une base point zéro. Chaque face est percée ou rainurée pour la fixation de montages. Chargez des pièces sur plusieurs faces, lancez le programme, et la broche indexe autour de la colonne sans qu’un opérateur ne déserre quoi que ce soit entre les opérations.
La raison pour laquelle cela fonctionne sur un HMC et non sur un VMC est purement géométrique. Une machine verticale regarde droit vers le bas sur une seule face. Une machine horizontale peut pivoter la palette de 90° et atteindre une face différente. Avec une tombstone sur la palette, quatre rotations donnent accès aux quatre côtés de chaque pièce montée. Sur un HMC 5 axes, vous pouvez atteindre les géométries angulaires sur ces mêmes faces sans démontage.
C'est de là que vient le gain de productivité. Un travail typique sur une palette HMC 500×500 mm avec des étaux simples passe 20 à 30 minutes par face en desserrage/réorientation/reprise d'indicateur. Une tombstone carrée avec 4 pièces par face remplace cela par une rotation de palette — soit zéro seconde de temps opérateur par face. Trois avantages concrets apparaissent en atelier :
- Usinage multi-faces en un seul cycle. Perçage, fraisage, taraudage, alésage et chanfreinage de toutes les faces accessibles — soit 8 à 16 pièces — dans un seul programme. Pas de reprise de référence, pas de deuxième opération, pas de rebut lié à la dérive d’indicateur.
- Référence de coupe stable. Une tombstone correctement coulée et détensionnée pèse suffisamment pour absorber les vibrations. Les carters en aluminium à paroi mince, les supports en magnésium et les pièces en fonte ductile conservent mieux leur état de surface et leurs cotes lorsque le montage cesse de résonner pendant une passe d'ébauche lourde. Nous avons mesuré jusqu'à 50 % de broutage audible en moins lors d'essais de coupe chez des Tier 1.
- Une automatisation qui tourne vraiment la nuit. Verrouillez la colonne sur une base point zéro et le changeur de palettes ou le robot n'a plus à se soucier de ce qu'il y a dessus — il fait simplement la navette. C'est ainsi que les cycles sans opérateur deviennent prévisibles au lieu d'être au mieux approximatifs.
Les compromis sont réels : une tombstone coûte plus cher qu'une paire d'étaux, nécessite un HMC (ou un VMC avec un dégagement Z suffisant) et récompense un atelier qui a standardisé son interface palette. En coulisses, il faut aussi penser à l'acheminement du lubréfiant — nos colonnes de grande taille intègrent des canaux internes pour que le flux alimente la pièce sur la face arrière sans traîner de tuyaux sur la palette. Si votre cellule coche ces cases, le retour sur investissement se situe généralement entre 8 et 14 mois sur des volumes automobiles, plus vite en cycles sans opérateur.
Les six types de tombstones que nous fabriquons
NEXTAS livre six familles de colonnes d'outillage, dimensionnées pour des palettes HMC de 400 mm à 800 mm. Nous avons livré des colonnes sur des Mazak HCN, Mori Seiki NHX, DMG MORI NHX/DMC H, Makino série A, Doosan NHM et Haas EC — la géométrie change simplement pour s'adapter au plan de goujonnage de la palette. Le choix de la bonne famille se résume à trois questions : quelle est la taille de vos pièces, quelle est la complexité du cycle, et combien de pièces voulez-vous charger à la fois ?
1. Colonnes carrées (4 faces)
Le cheval de bataille du quotidien. Quatre faces plates, usinées avec précision — largeur identique, hauteur identique — idéales pour la production de masse à haute densité. Notre série carrée (NT-TCS250P400V2, NT-TCS300P400V2, NT-TCS350P400V2) couvre des cotes entre plats de 250 mm à 350 mm pour une hauteur de 400 mm, pesant de 95 à 180 kg selon la taille. C'est la colonne que nous expédions le plus souvent pour les carters automobiles, les blocs collecteurs hydrauliques, les carters de boîte de vitesses et les pièces moyennes en général. Idéale pour : palettes HMC 400–630 mm, pièces jusqu'à environ 120 mm de côté, 4 à 16 pièces par montage.
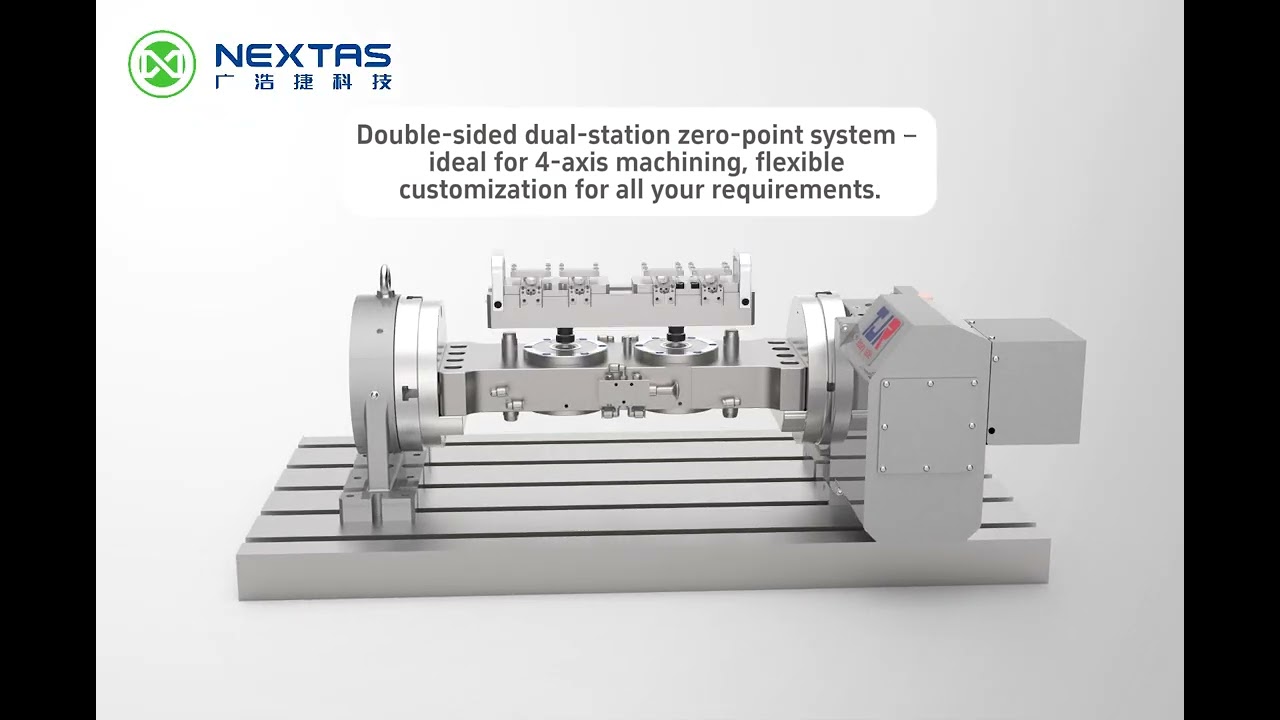
2. Colonnes double face
Deux faces de précision opposées, chargement équilibré, conçues pour que la broche usine d'un côté pendant que l'opérateur charge de l'autre. Courante dans les cellules usinant de grands carters, des carters de boîte de vitesses ou des ensembles trop volumineux pour une colonne à quatre faces. Le profil symétrique l'emporte aussi lorsque l'accès depuis une direction est restreint — par exemple, quand une pièce longue nécessite un perçage en bout et que les extrémités de la colonne deviennent la surface de travail. Fonctionne parfaitement avec un système point zéro à changement rapide pour le réglage hors machine.
3. Colonnes en croix
Structure en croix, quatre postes rayonnant depuis une nervure centrale renforcée. La géométrie est conçue pour le bridage multi-postes — plusieurs pièces, ou une même pièce passant par plusieurs opérations, sur la même colonne. Les ferrures structurales aéronautiques, les supports de train d’atterrissage et les noyaux de moule y trouvent leur place car le réseau de nervures internes (voiles de 8 à 12 mm coulés en HT250) encaisse les efforts de fraisage latéral sans flexion mesurable. Configuration typique : bras de 250 à 350 mm pour une hauteur totale de 400 à 600 mm.
4. Colonnes hexagonales (6 faces)
Six faces de précision, soit environ 50 % de capacité supplémentaire par montage par rapport à une colonne carrée. Nos NT-TCO360P600V2 (360 mm WAF, ~210 kg) et NT-TCO450P600V2 (450 mm WAF, ~320 kg) en hauteur 600 mm conviennent aux palettes HMC 500–630 mm. Le bon choix lorsque vous voulez plus de capacité qu’une colonne carrée mais que chaque face a encore besoin d’une largeur suffisante pour un sous-montage ou une pièce plus grande. Courantes sur machines Mori NHX5000, DMG NHX5000, Mazak HCN-5000.
5. Colonnes octogonales (8 faces)
Huit faces pour la densité de chargement maximale sur les machines de grande taille. Chaque face est plus étroite que sur une colonne hexagonale, ce qui convient aux petites pièces ou aux géométries répétitives. Colonne octogonale typique : 480–540 mm WAF, 700–800 mm de hauteur, 380–450 kg. Les colonnes octogonales excellent en automatisation sans opérateur : davantage de pièces par montage signifie des cycles non surveillés plus longs et moins de changements de palette par poste. Nous les associons à des pools de palettes ou des cellules FMS pour la production de groupes motopropulseurs automobiles nécessitant de couvrir un poste de nuit de 8 heures.
6. Colonnes modulaires à plateaux interchangeables
Conçues autour de sous-plateaux interchangeables. Au lieu de reconcevoir une colonne pour chaque nouveau job, vous permutez le plateau de montage tandis que la base reste boullonnée à la palette. Le temps de changement passe de « reconstruction complète » à « permutation en quelques minutes » — en pratique, un changement de plateau avec deux boulons M16 et un goujon point zéro prend 90 à 180 secondes. C’est l’architecture idéale pour les sous-traitants cotant plus de 20 références par mois et les cellules de développement devant passer du prototype à la production sur la même machine.
Tombstone vs équerre vs plaque de montage
Trois options voisines reviennent souvent dans la même discussion. Règle empirique rapide :
- Tombstone : À utiliser quand vous voulez 4 à 8 faces en un seul montage et que les pièces sont plus petites que l’empreinte de la colonne. Meilleur ROI en volume et usinage multi-faces.
- Équerre : À utiliser quand une pièce nécessite l’accès à une face supplémentaire (généralement 90° par rapport à la référence palette). Plus légère, moins chère, une seule face.
- Plaque de montage / plaque à grille : À utiliser quand les pièces sont grandes et plates — vous avez besoin d’une surface de travail alésée avec précision, pas d’une tour. Courante sur VMC, pas sur HMC.
Le choix se résume généralement à combien de faces la pièce nécessite-t-elle en un seul cycle. Une face : plaque de montage. Deux faces : équerre. Trois ou plus : tombstone.

Perçage simple, alésages de précision ou T-slot ?
Une fois la géométrie de la colonne définie, la deuxième décision concerne la façon dont les pièces s’y fixent. Nous proposons trois systèmes de positionnement, chacun avec un cas d’usage précis.
Perçage simple (grille M12/M16)
Trous taraudés standard sur une grille — typiquement M12 au pas de 50×50 mm, M16 au pas de 80×80 pour les travaux plus lourds. Option la plus économique, adaptée au bridage général où les propres références de la pièce assurent le positionnement et les trous servent uniquement au maintien. Convient à l'usinage non critique et aux ateliers souhaitant la flexibilité de percer de nouveaux plans au fil du temps.
Positionnement par alésages de précision (alésages H6)
Alésages de référence à tolérance serrée — typiquement H6, Ø12 ou Ø16 — recevant des broches de centrage rectifiées. La répétabilité est de ≤ 0,005 mm, ce qui est plus fin que ce que la plupart des opérateurs peuvent obtenir en recalant un étau à la main. Les trous sont généralement disposés en grille 50×50 ou 80×80, avec une broche losange (contrainte radiale) et une broche cylindrique (contrainte complète) par montage, le reste étant en passage libre. C’est le bon choix pour les pièces structurales aéronautiques, les implants médicaux, les supports de bac batterie EV et tout ce où la position montage-pièce doit correspondre au modèle CAM à chaque fois.
Positionnement par T-slot
Rainures en T standard parcourant chaque face — largeurs de 14 mm ou 18 mm pour correspondre aux kits de bridage DIN courants. Brides, butées et cales étagées coulissent librement le long de la rainure, ce qui permet de repositionner le montage pour le prochain job sans percer de nouveaux trous. Idéal pour le travail haute variété / faible volume, les ateliers de prototypage et les petits postes de sous-traitance où la prochaine pièce est celle qui vient d’arriver.
La plupart de nos clients finissent par spécifier un panachage — positionnement par alésages de précision sur les faces dédiées aux pièces de production critiques, T-slots sur les faces réservées aux prototypes. Nous pouvons également effectuer des perçages croisés pour les canaux de lubréfiant ou ajouter un collecteur interne pour l'alimentation en lubréfiant par goujon traversant si votre travail l'exige. Envoyez-nous le plan de fixation de vos montages existants et nous l'adapterons.
HT250 vs QT500 : pourquoi le choix de la fonte est déterminant
Une tombstone ne vaut que par la qualité du moulage sous les surfaces usinées avec précision. Nous coulons les nôtres en fonte grise HT250 ou en fonte ductile QT500, et nous recuisons chaque colonne pour le détensionnement avant l'usinage final. Voici comment choisir.
HT250 (fonte grise) — le choix par défaut
Le HT250 est le matériau de référence. Les lamelles de graphite à l'intérieur du moulage absorbent les vibrations bien mieux que n'importe quel acier — nous mesurons 3 à 5 fois la capacité d'amortissement de la fonte ductile QT500 — exactement ce que vous recherchez quand un outil lourd ébauche une face pendant qu'une passe de finition tourne sur la face opposée. Il se coule aussi proprement dans des formes complexes, ce qui en fait le matériau idéal pour les colonnes en croix et les bases modulaires avec nervures internes. Environ 80 % de nos colonnes carrées et hexagonales sont livrées en HT250.
QT500 (fonte ductile) — pour les travaux lourds
Le QT500 sacrifie un peu d'amortissement pour une résistance nettement supérieure. La résistance à la traction est ≥ 500 MPa contre 250 MPa pour le HT250, l'allongement ≥ 7 % contre 1 % ou moins, et la ténacité au choc est significativement plus élevée. Nous spécifions le QT500 pour les travaux lourds automobiles et aéronautiques où la colonne peut subir de grandes coupes interrompues, des collisions accidentelles lors du réglage ou des charges de serrage élevées et soutenues. La structure graphite sphéroïdale signifie aussi que les concentrations de contraintes sont moindres, ce qui maintient la stabilité dimensionnelle au fil des années de production.
Recuit de détensionnement
Les deux matériaux subissent un cycle thermique de détensionnement avant la rectification finale. Le procédé de coulée verrouille des contraintes internes dans la fonte ; sans recuit, ces contraintes se relâchent lentement en production et la colonne dérive hors tolérance en quelques mois. Nos colonnes recuites maintiennent une précision de positionnement de 0,02 mm / 300 mm à long terme — même sous des charges de coupe élevées et malgré les variations normales de température d’atelier.
Où les colonnes d’outillage prouvent leur rentabilité
Les tombstones sont un outil généraliste, mais elles se rentabilisent le plus vite dans quelques industries spécifiques. Si votre activité correspond à l'une d'elles, le calcul du ROI est généralement rapide — voici ce que nous avons constaté dans les ateliers de nos clients.
- Aéronautique : Supports à paroi mince, raccords, jambes de train d’atterrissage et pièces structurales 5 axes complexes. Les colonnes hexagonales et octogonales fournissent la référence stable nécessaire à un cycle 5 axes, et l’amortissement du HT250 évite le broutage des pièces en Ti-6Al-4V lors de longues passes de finition. Montage typique : 6 à 12 supports sur colonne hexagonale, un seul cycle de 4 heures sans intervention. Détails sur le bridage aéronautique.
- Automobile : Blocs moteur, carters de boîte de vitesses, bras de suspension, bacs batterie EV, flasques de moteur. Les colonnes carrées et en croix dominent car un bridage dense sur de nombreuses faces est ce qui réduit le temps de cycle. Nous avons livré des cellules produisant 16 pièces par palette, cycle de 90 secondes, trois postes par jour pour des usines Tier 1. Voir comment les ateliers automobiles les utilisent.
- Moulage et matriçage : Carcasses de moule, noyaux, empreintes, porte-tiroirs, plaques d’éjection. Les colonnes modulaires et double face permettent aux moulistes de permuter les plateaux de montage entre les jobs au lieu de reconstruire les réglages à chaque nouveau moule. En savoir plus sur le bridage moule et matrice.
- Sous-traitance haute variété / faible volume : Ateliers produisant plus de 30 références par mois. Les colonnes modulaires à plateaux interchangeables associées au positionnement par T-slot transforment le changement de série, qui prenait un après-midi de régleur, en une permutation de plateau de 10 minutes. Combinées à un pool de palettes, la même machine peut coter plus de jobs sans ajouter un deuxième poste.
- Implants médicaux et semi-conducteurs : Colonnes à alésages de précision avec corps QT500 pour la répétabilité et la stabilité qu’exigent les travaux médicaux à tolérances serrées (implants orthopédiques, piliers dentaires) et le bridage de semi-conducteurs (boîtiers RF, corps de mandrin de wafer). Applications médicales · applications semi-conducteurs.
- Énergie nouvelle et VE : Bacs de modules batterie, carters de stator, plaques BMS. Les colonnes carrées à haute densité de montage permettent à un seul HMC d’absorber des programmes EV à volume moyen sans s’engager sur une ligne transfert. Détails usinage énergie nouvelle.
Modèles standard et grille de sélection
Le choix de la bonne colonne repose sur trois paramètres : machine (HMC, VMC ou 5 axes), enveloppe pièce (encombrement et poids), et modèle de production (production de masse vs haute variété). Utilisez le tableau ci-dessous pour affiner avant de discuter avec notre bureau d’études.
Fabrications sur mesure
Les modèles standard couvrent la plupart des cas, mais de nombreux travaux nécessitent quelque chose hors catalogue — une largeur non standard, un plan de taraudage correspondant à une bibliothèque de montages existante, une plaque d'interface conçue pour votre palette HMC spécifique. Envoyez-nous le plan de la palette machine et l'enveloppe pièce ; nous reviendrons avec une conception et un délai de 3 à 5 semaines.
Trois façons de récupérer des heures HMC avec une tombstone
Acheter une colonne est la partie facile. Le gain de productivité dépend de la façon dont vous l’intégrez dans la cellule. Les trois schémas ci-dessous sont ceux qui génèrent les gains les plus importants.
- Associez-la à une base point zéro. Une tombstone verrouillée sur un système de bridage point zéro se permute en secondes au lieu de minutes. La répétabilité reste à ≤ 0,005 mm d’un cycle à l’autre. Effet combiné : le changement de série passe de 20–30 minutes par job à moins de 5.
- Standardisez les plateaux de montage entre les colonnes. Les colonnes modulaires à plateaux interchangeables vous permettent de constituer une bibliothèque de plateaux pré-montés. Quand un nouveau job arrive, le plateau est préparé hors machine, vérifié, puis monté sur la colonne de la machine. Zéro arrêt machine pour le réglage ; la broche continue de couper.
- Maximisez la densité de montage pour l’adapter au cycle. Si votre temps de cycle sur une pièce est de 8 minutes et que vous changez de palette à chaque cycle, une colonne octogonale avec 8 pièces signifie un changement de palette par heure au lieu d'un toutes les 8 minutes. L'effet se cumule rapidement sur un poste sans opérateur.
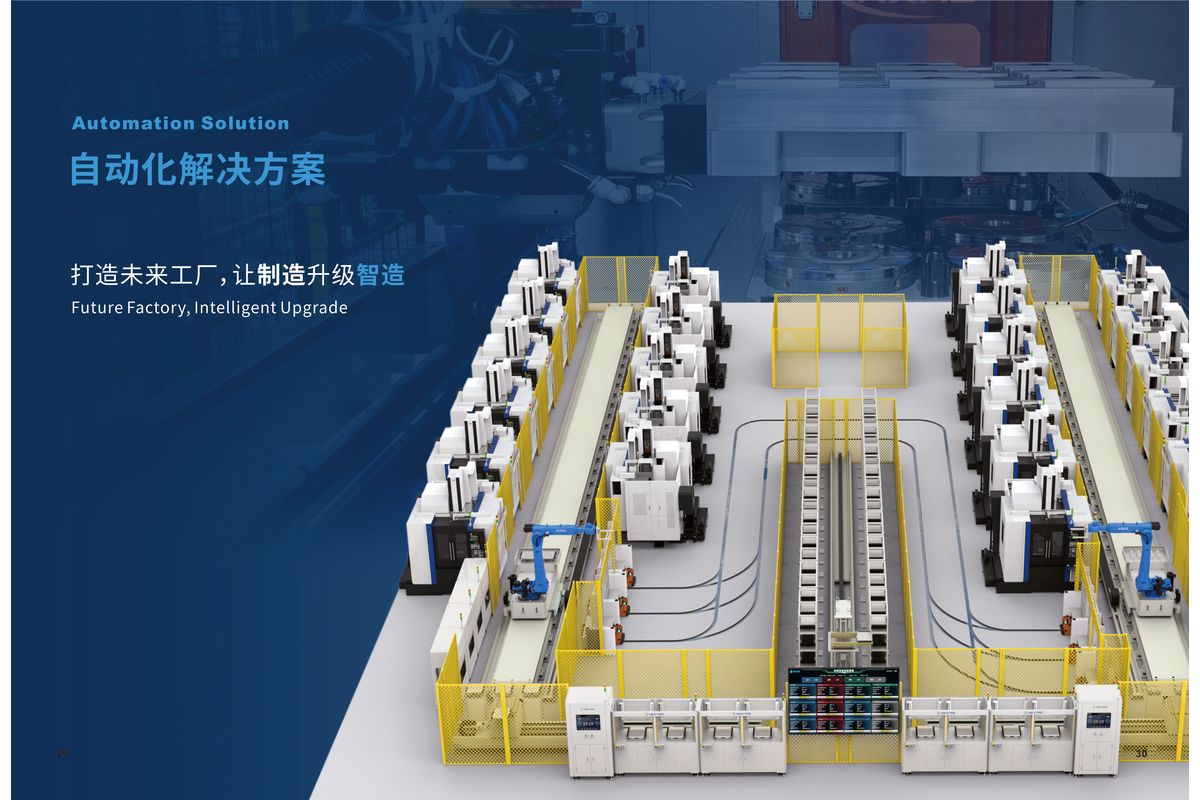
Pour les ateliers déjà automatisés, l’étape suivante consiste généralement à coupler les tombstones avec un changeur de palettes automatique ou à passer directement à une cellule de fabrication flexible. La colonne est l’élément de bridage ; le changeur de palettes est ce qui l’alimente.
Lancez votre projet avec une colonne NEXTAS
Les colonnes standard sont expédiées sous 1 à 2 semaines après la commande. Les fabrications sur mesure — tailles non standard, plans de positionnement spéciaux, plaques d'interface spécifiques à la machine — nécessitent généralement 3 à 5 semaines incluant la revue d'ingénierie. Dans tous les cas, nous travaillons les spécifications avec vous avant de coter, afin que la colonne s'adapte réellement à votre machine et à vos pièces.
Ce qu’il faut nous envoyer :
- Plan du modèle de machine et de l’interface palette — plan de perçage, disposition des T-slots, alésage central le cas échéant. S'il s'agit d'un Mazak HCN, Mori NHX, DMG MORI NHX/DMC H, Makino A, Doosan NHM ou Haas EC, nous disposons déjà des gabarits de palette.
- Enveloppe pièce — la plus grande pièce à brider, plus la taille de lot typique.
- Modèle de production — référence unique, famille de pièces similaires ou haute variété complète.
- Objectif de tolérance — précisément le niveau de répétabilité pièce à pièce requis.
- Contexte d’automatisation — palette autonome, changeur de palettes, FMS ou chargement robotisé.
Trois façons d’engager la conversation, selon le niveau de détail dont vous disposez :
- Vous voulez une réponse rapide ? WhatsApp +86 134 1542 9444 ou par email sandy@nextas.com avec votre modèle de machine et nous vous répondrons le jour ouvré même.
- Spécifier une colonne complète ? Utilisez le formulaire de contact avec le plan et nous vous enverrons un modèle CAD de la colonne proposée sur votre palette sous 1 jour ouvré.
- Vous préférez d’abord la checklist de sélection PDF complète ? Téléchargez-la via le formulaire ci-dessous — tout le contenu de cet article sur une page, plus un modèle RFQ à copier-coller à envoyer aux achats.
Un mot sur nous, puisque vous avez lu jusqu'ici : NEXTAS est basée à Zhuhai, Guangdong — 588 employés, 250 ingénieurs R&D, 43 600 m² de production. Certifiée ISO 9001/14001/45001, auditée TÜV Rheinland sur Made-in-China. Nous avons livré des colonnes d'outillage à des usines Tier 1 automobiles en Allemagne, au Japon, en Inde, au Mexique et aux États-Unis, ainsi qu'à des grands donneurs d'ordres aéronautiques et des ateliers de sous-traitance dans le monde entier. Si vous souhaitez nous comparer avant de commander, demandez des références clients dans votre région — nous vous mettrons en contact avec un atelier utilisant le même type de colonne.