
Hızlı cevap:
- Dovetail fixture seçin, eğer feda edilebilir stok varsa, maksimum 5 eksen takım erişimi istiyorsanız ve aynı pallet üzerinde çoklu parça yüklemek istiyorsanız.
- Self-centering vise seçin, eğer parça merkezde kalmalıysa, geometri düzensizse veya bitmiş yüzeyleri yumuşak / düz çenelerle korumanız gerekiyorsa.
- Zero-point system seçin, eğer setup değişimleri sık ise, fikstürler makineler arasında taşınıyorsa veya offline presetting ile otomasyona hazır hızlı değişim hedefleniyorsa.
- Hibrit stack seçin, eğer high-mix / low-volume çalışıyorsanız: tabanda zero-point, pallet üzerinde dovetail ya da vise, üstte ise uygulamaya özel çene ve lokasyon elemanları.
1) Hızlı seçim listesi ve karşılaştırma matrisi
Birçok işleme atölyesi zamanı yanlış ilk soruyu sorduğu için kaybeder. “Hangi bağlama daha hassas?” yerine stack’in hangi katmanı hangi işi yapmalı? sorusu daha doğrudur. Gerçek üretimde üç farklı problemi aynı anda çözersiniz: parçayı tutmak, takım erişimi ve fikstür değişimi.
- Parça tutma: ham stok ya da bitmiş parçanın gerçekten nasıl tutulduğu.
- Takım erişimi: 3 eksen, 4 eksen veya eşzamanlı 5 eksen için takımın ne kadar serbest alan bulduğu.
- Fikstür değişimi: pallet veya fikstürün makineden ne kadar hızlı alınıp tekrar aynı datuma dönebildiği.
Dovetail fixture esas olarak tutma ve erişim çözümüdür. Self-centering vise, tutma ve merkezleme çözümüdür. Zero-point system ise değişim ve tekrar hassasiyeti çözümüdür. Bu görevleri ayırdığınızda seçim çok daha mantıklı hale gelir.
2) Ne zaman dovetail fixture seçilmeli
Dovetail workholding genellikle parça, tutma yüzeyinde yeterli stok payı bulunan işlenebilir bir ham malzemeden başladığında en verimli cevaptır. Özellikle küçük alüminyum ve paslanmaz parçaların 5 eksen işlenmesinde çok güçlüdür; çünkü takım beş yüze rahatça erişirken tutuş alttaki dar dovetail profilinden sağlanır.
NEXTAS kataloğunda tek istasyon pnömatik dovetail ailesi; >2.500 N sıkma kuvveti, ≤30 kg yük ve kompakt strok ile hızlı bağlama için konumlandırılmıştır. Tavsiye tabloları ayrıca dovetail ölçüsünü ham stok kalınlığı ve genişliğiyle eşleştirir; bu da stok ailelerini standartlaştırmak isteyen ekipler için oldukça değerlidir.
Dovetail fixture’ın öne çıktığı yerler
- Maksimum takım erişimi; yüksek çeneler iş mili önünü kapatmadan çok yüzeyli işleme yapılır.
- Yüksek parça yoğunluğu; bir trunnion, tombstone veya pallet üzerinde birden fazla ham parça taşınabilir.
- Tekrarlanabilir stok sunumu; çubuk veya levhadan gelen parça ailelerinde tutarlı başlangıç sağlar.
- Otomasyon uyumu; standart bir pallet veya chuck arayüzüne oturduğunda robotik akışa iyi adapte olur.
Dovetail fixture’ın zayıf kaldığı yerler
- Çok az feda edilebilir stok bulunan veya dovetail işlemek için güvenli alanı olmayan parçalar.
- İnce cidarlı ya da kozmetik açıdan kritik parçalar; alt taraftaki deformasyon final forma taşınabilir.
- Döküm, dövme veya termal kesimli ham parçalarda fazla varyasyon; dar bir kavrama bölgesi kararsız hale gelir.
Programcı zaten 5 eksen erişimi için feda edilebilir bir taban ekliyorsa, dovetail çoğu zaman en temiz setup’ı verir. Ancak ham malzeme durumu çok değişkense veya parça fonksiyonel bir datuma göre merkezde kalmalıysa, self-centering vise genellikle daha güvenlidir.
Satın almadan önce kritik kontrol: dovetail için ayırabileceğiniz stok miktarını, bunun sonraki operasyonlarda kaldırılıp kaldırılmayacağını ve kavrama yüzeyinin bütün gelen lotta yeterince tutarlı kalıp kalmayacağını netleştirin.
3) Ne zaman self-centering vise seçilmeli
Self-centering vise çoğu zaman parça pallet üzerinde merkezde kalmalıysa, geometri düzensizse veya farklı parça aileleri için esnek çene stratejisi gerekiyorsa daha iyi cevaptır. Ham şeklin tam uniform olmadığı durumlarda da daha affedicidir.
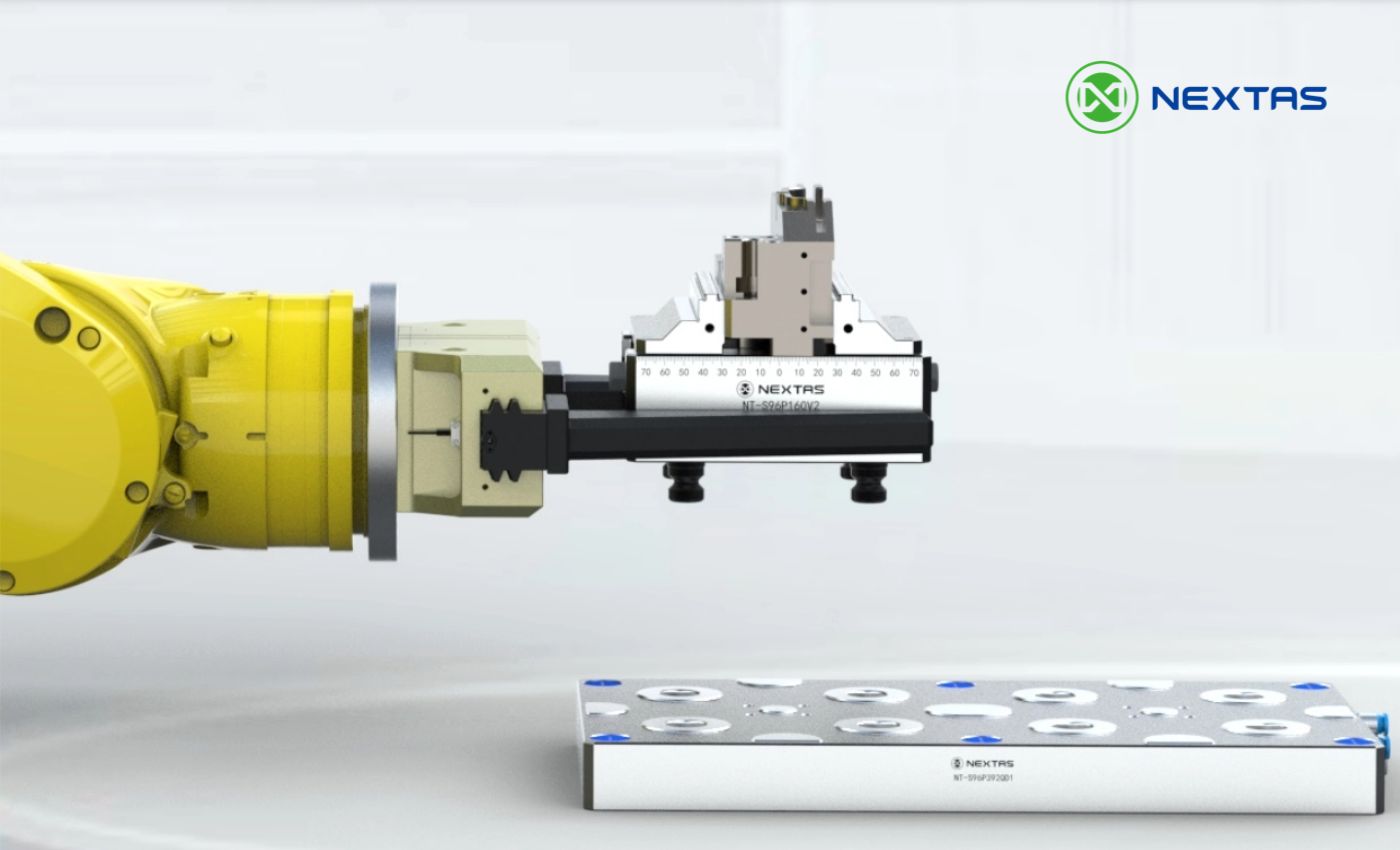
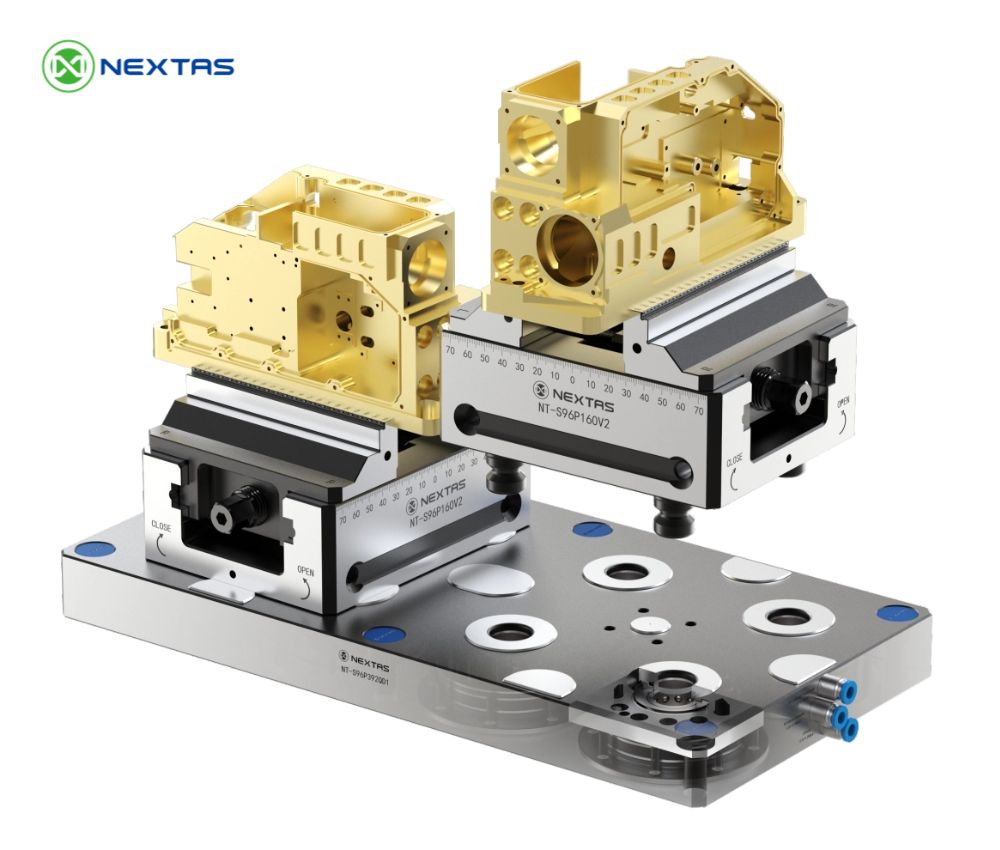
NEXTAS self-centering vise ailesi bu ürün grubunun stack içindeki yerini iyi gösterir: 52 mm seri 14.000 N sıkma kuvveti ve <0,02 mm tekrar konumlama doğruluğu sunarken, 96 mm seri aynı hassasiyet sınıfında 20.000 N seviyesine çıkar. Sert çeneler ters çevrilebilir veya değiştirilebilir; yumuşak çeneler, dovetail’ın fazla agresif kalacağı bitmiş yüzeylerde daha güvenli tutuş sağlar.
Self-centering vise’ın öne çıktığı yerler
- Merkez datum kontrolü; takım yoluna göre simetrik stok dağılımı gereken parçalarda.
- Düzensiz geometriler; çene temasını dovetail profilinden daha kolay uyarlayabilirsiniz.
- Hassas veya bitmiş yüzeyler; düz sert çene veya özel yumuşak çene gerektiğinde.
- Parça ailesi esnekliği; tüm pallet stratejisini değiştirmeden farklı genişliklere uyum sağlar.
Self-centering vise’ın zayıf kaldığı yerler
- Vise gövdesinin çalışma hacmini gereğinden fazla kapladığı çok küçük parçalar.
- Dovetail setup’ın verebildiği maksimum alt yüzey erişiminin şart olduğu işler.
- Düşük profilli özel bir fikstürün daha fazla parça sığdırabildiği yüksek yoğunluklu pallet yüklemeleri.
Birçok atölye için self-centering vise en pratik “varsayılan üst fikstürdür”, çünkü daha fazla parça varyasyonunu daha az süreç drama’sıyla yönetir. Teklif ekibiniz çok sayıda karmaşık parça, sık mix değişimi ve orta parti büyüklüğü görüyorsa, zero-point base + self-centering vise çoğu zaman en güvenli başlangıç mimarisidir.
4) Ne zaman zero-point system seçilmeli
Zero-point clamping system, darboğazınız parça tutma değil; setup değişim süresi, tekrarlanabilir yeniden konumlama ve makine kullanım oranı ise doğru cevaptır. Bu özellikle high-mix üretimde, çoklu makine ortamlarında ve offline setup / gelecekte otomasyon isteyen her süreçte önemlidir.
NEXTAS portföyünde quick-change pallet sistemleri <0,005 mm tekrar hassasiyeti sınıfındayken; MFG ve BDS datum sistemleri <0,003 mm sınıfına yerleştirilmiştir. Bunlar daha yüksek sıkma kuvveti ve self-cleaning air, seat-check logic, lift function ve mechanical self-locking gibi otomasyona yönelik özellikler sunar.
Zero-point system gerçekte neyi çözer
- Offline setup: fikstür makine dışında yüklenir ve ayarlanır; spindle zamanı boşa harcanmaz.
- Çoklu makine taşınabilirliği: tek bir pallet standardı VMC, HMC, trunnion, ölçüm ve robotik handling arasında dolaşabilir.
- Tekrarlanabilir yeniden bağlama: ikinci operasyon veya mühendislik değişikliği gerektiğinde süreç daha kolay toparlanır.
- Otomasyon hazırlığı: robotik yükleme ve pallet transferi, kararlı bir makine datum’una dayanır.
Ancak zero-point system, üst bağlama yönteminin yerini almaz. Üst fikstür kararsız, yanlış boyutlandırılmış veya ham stoğa uygun değilse; alt arayüz süreci kurtaramaz. Başarılı kurulumlar zero-point katmanını altyapı, vise / dovetail / custom fixture katmanını ise uygulama seviyesi olarak ele alır.
| Makine tarafı arayüzü | Tekrar hassasiyeti sınıfı | Tipik kullanım | Neden önemli |
|---|---|---|---|
| Quick-change datum plate | <0,005 mm | Manuel veya pnömatik hızlı değişimler, genel CNC fikstürleri, aile pallet’leri | Stack’i gereksiz karmaşıklaştırmadan hızlı standartlaşma sağlar |
| MFG zero-point datum | <0,003 mm | Hassas CNC, EDM, robotik FMS, daha ağır pallet’ler | Daha yüksek sıkma kuvveti, temizleme, seat-check, lift ve otomasyon hazırlığı |
| BDS positioning datum | <0,003 mm | İndeksli pallet transferi, 4×90° konumlandırma, yüksek rijitlikli otomatik handling | Güçlü sıkma, sabit indeksleme, sızdırmaz anti-chip tasarım ve handling arayüzü |
5) Otomasyon için bağlama stack’i nasıl kurulmalı
Birçok alıcı tam burada daha iyi ROI elde eder: tek bir fikstürün her işi yapmasını beklemek yerine makine tarafı arayüzünü standartlaştırır ve üst bağlama katmanını parça ailesine göre değiştirir.
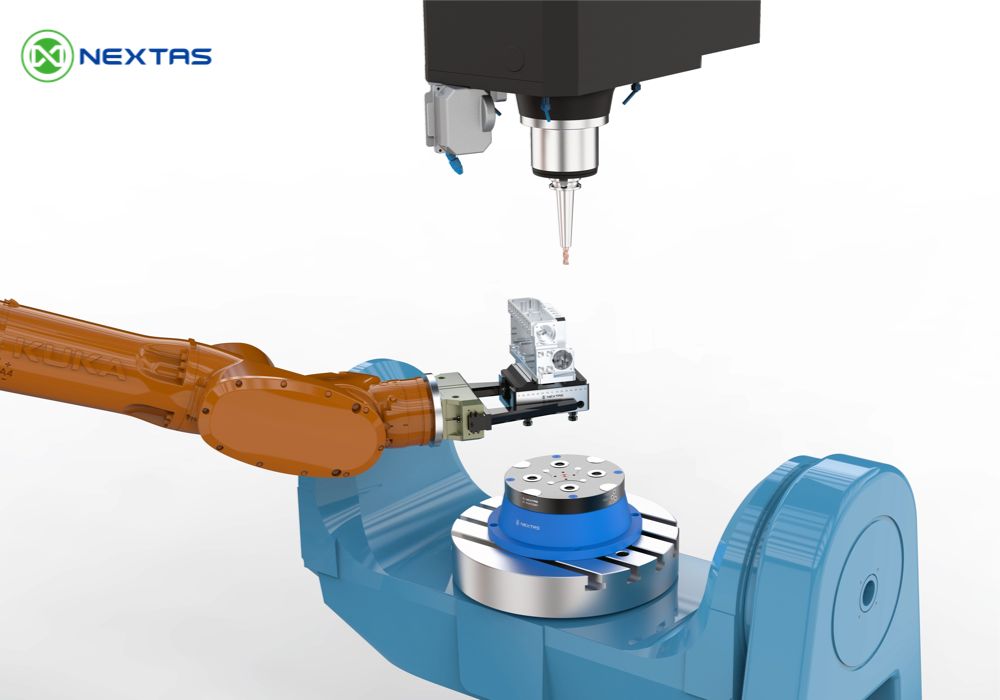
Pratik bir automation-ready CNC workholding stack çoğu zaman şöyle görünür:
- Makine tablası / tombstone
- Zero-point base veya quick-change datum plate
- Standartlaştırılmış pallet veya plaka
- Üst fikstür — dovetail fixture, self-centering vise veya custom nest
- Çene paketi / lokasyon elemanları
- Parça
Bu mimari, high-mix / low-volume üretimi ölçeklenebilir hale getirir. Tekrarlayan bir sipariş geri geldiğinde tüm süreci yeniden kurmaz; doğru pallet ve doğru üst fikstür kombinasyonunu tekrar çağırırsınız.
Alıcılar için basit ROI bakışı
Bağlamayı sadece satın alma fiyatıyla değerlendirmeyin. Spindle kullanımına göre değerlendirin. Ekip sürekli fikstür yeniden indike ediyor, datum arıyor veya tekrarlayan setup’ları baştan kuruyorsa gerçek maliyet makine zamanı, plan gecikmesi ve süreç tutarsızlığıdır.
6) Yaygın seçim hataları
- Gerçek parça karması yerine vitrin parçasına göre satın almak. Mimariyi, tekrar eden iş kuyruğunu taşıyacak şekilde seçin.
- Yeterli güvenli stok yokken dovetail kullanmak. Ham stok değişkense süreç hızla kırılganlaşır.
- Kötü üst bağlamayı zero-point base’in telafi edeceğini düşünmek. Base pallet’i tekrar konumlar; zayıf çene stratejisini çözmez.
- Chip ve kontaminasyon kontrolünü küçümsemek. Değişim arttıkça temizlik, üfleme ve seat-check daha önemli hale gelir.
- Pallet standardı oluşturmamak. Stud pattern, offset ve çene referansı her seferinde değişiyorsa hızlı değişimin büyük kısmı kaybolur.
En başarılı atölyeler katmanlı standardizasyon yapar: ortak stud pattern, ortak pallet ölçüsü, ortak makine arayüzü ve gerçek parça ailesine göre üst modüller.
Önerilen NEXTAS ürün haritalaması
Uygulamadan başlayın, sonra stack’i eşleyin:
- Küçük ham parçalar için yüksek 5 eksen erişimi mi gerekiyor? dovetail ürün ailesi ile başlayın.
- Düzensiz parçalar için esnek merkezlenmiş bağlama mı gerekiyor? self-centering vise ailesi ile başlayın.
- Tekrarlayan işlerde daha hızlı setup değişimi mi gerekiyor? quick-change datum plate ekleyin.
- Daha yüksek tekrar hassasiyeti veya otomasyon özellikleri mi gerekiyor? MFG zero-point sistemlerine ya da BDS positioning datum çözümüne geçin.
7) Sonuç ve sonraki adımlar
Dovetail fixture vs self-centering vise vs zero-point system karşılaştırması yapıyorsanız, en doğru cevap çoğu zaman şudur:
Bunları birbirinin yerine geçen ürünler gibi düşünmeyin. Bunları üretim sisteminin katmanları olarak değerlendirin.
Dovetail fixture, doğru ham stok için çoğu zaman 5 eksen erişimine giden en hızlı yoldur. Self-centering vise, düzensiz veya hassas parçalar için genellikle en güvenli ve en esnek üst fikstürdür. Zero-point ise her iki çözümü de daha hızlı devreye alınabilir, daha kolay tekrarlanabilir ve daha otomasyona uygun hale getiren altyapıdır.
High-mix çalışan atölyeler için en güçlü uzun vadeli strateji çoğu zaman standart bir zero-point base ve uygulamaya özel üst fikstürlerin birlikte kullanılmasıdır. Bu yaklaşım bugün daha hızlı changeover sağlar; yarın ise robotik yükleme, pallet bazlı planlama ve lights-out üretim için daha temiz bir yol açar.
Doğru stack’i seçmekte yardım ister misiniz?
Parça çizimini, malzemeyi, ham stok durumunu, makine tipini ve beklenen parti düzenini bize gönderin. Dovetail fixture, self-centering vise, zero-point base veya kombine pallet çözümünden hangisiyle başlamanız gerektiğini birlikte belirleyelim.




