
Szybka odpowiedź:
- Wybierz mocowanie typu jaskółczy ogon, gdy masz naddatek technologiczny, potrzebujesz maksymalnego dostępu 5-osiowego i chcesz gęsto ładować wiele detali.
- Wybierz imadło samocentrujące, gdy detal musi pozostać wycentrowany, geometria jest nieregularna lub trzeba chronić wykończone powierzchnie za pomocą gładkich albo miękkich szczęk.
- Wybierz system zero-point, gdy przezbrojenia są częste, oprzyrządowanie przemieszcza się między maszynami lub zależy Ci na presettingu offline i szybkiej wymianie gotowej pod automatyzację.
- Wybierz układ hybrydowy, gdy pracujesz w modelu high-mix / low-volume: zero-point w bazie, jaskółczy ogon lub imadło na palecie, a na górze szczęki specyficzne dla aplikacji.
1) Szybka lista wyboru i macierz porównawcza
Wiele narzędziowni i działów obróbki traci czas, ponieważ zadaje na początku niewłaściwe pytanie. Zamiast pytać „które mocowanie jest najdokładniejsze?”, lepiej zapytać która warstwa stacku odpowiada za jakie zadanie. W realnej produkcji rozwiązujesz zawsze trzy odrębne zagadnienia: chwyt detalu, dostęp narzędzia i wymianę oprzyrządowania.
- Chwyt detalu: jak faktycznie utrzymywany jest półfabrykat lub detal gotowy.
- Dostęp narzędzia: ile miejsca pozostaje dla narzędzia w 3 osiach, 4 osiach lub pełnych 5 osiach.
- Zmiana oprzyrządowania: jak szybko paleta lub przyrząd schodzą z maszyny i wracają na powtarzalny datum.
Jaskółczy ogon to przede wszystkim strategia chwytu i dostępu. Imadło samocentrujące to strategia chwytu i centrowania. Zero-point to strategia przezbrojeń i powtarzalności. Gdy oddzielisz te role, wybór staje się dużo bardziej logiczny.
2) Kiedy wybrać mocowanie typu jaskółczy ogon
Mocowanie typu jaskółczy ogon jest zwykle najbardziej wydajnym wyborem, gdy detal startuje jako obrabialny półfabrykat z wystarczającym naddatkiem na powierzchni chwytu. Szczególnie dobrze sprawdza się przy 5-osiowej obróbce małych elementów z aluminium lub stali nierdzewnej, ponieważ frez ma szeroki dostęp do pięciu stron, a chwyt odbywa się przez wąską geometrię od spodu.
W katalogu NEXTAS rodzina pneumatyczna jednostanowiskowa jest pozycjonowana do szybkiego mocowania z siłą zacisku >2500 N, obciążeniem ≤30 kg i kompaktowym skokiem szczęki. Tabele rekomendacyjne pomagają też dobrać rozmiar jaskółczego ogona do grubości i szerokości półfabrykatu — to bardzo przydatne przy standaryzacji rodzin materiałowych.
Gdzie jaskółczy ogon wygrywa
- Maksymalny dostęp narzędzia przy obróbce wielościennej bez wysokich szczęk przeszkadzających wrzecionu.
- Wysoka gęstość załadunku, gdy chcesz upakować kilka półfabrykatów na trunnionie, tombstonie lub palecie.
- Powtarzalna prezentacja półfabrykatu przy rodzinach detali ciętych z pręta lub płyty.
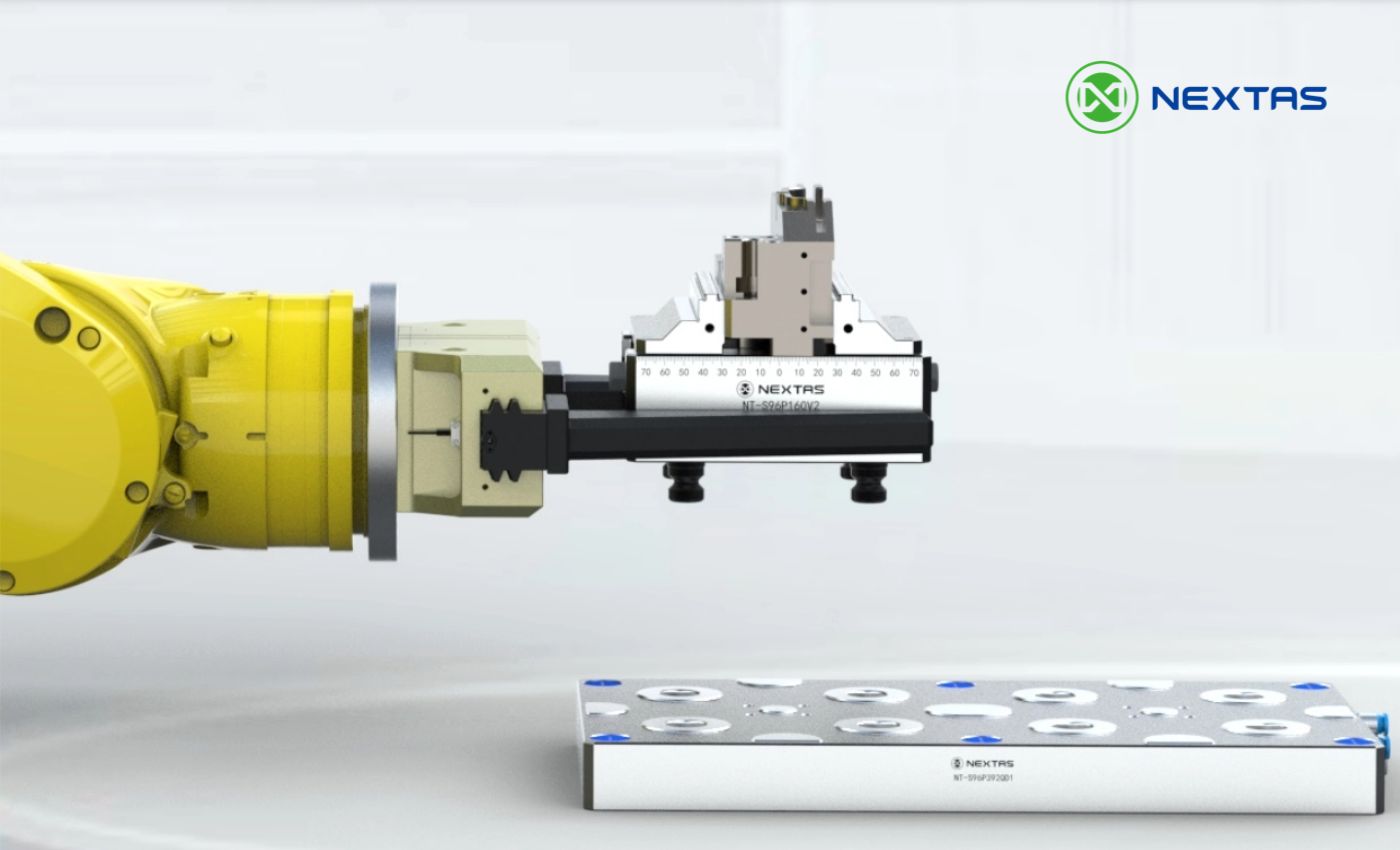
- Gotowość do automatyzacji, gdy całość jest montowana na ustandaryzowanym interfejsie.
Gdzie jaskółczy ogon przegrywa
- Detale z bardzo małym naddatkiem lub bez bezpiecznego miejsca na wykonanie geometrii jaskółczego ogona.
- Cienkościenne lub wizualnie krytyczne elementy, gdzie odkształcenie od spodu może przejść na finalny kształt.
- Odlewy, odkuwki lub półfabrykaty cięte termicznie o zbyt dużej zmienności dla wąskiej strefy chwytu.
Jeśli programista CAM i tak dodaje stopę technologiczną, by uzyskać dostęp 5-osiowy, jaskółczy ogon często daje najczystszy setup. Jeśli jednak stan półfabrykatu jest niestabilny albo detal musi być wyśrodkowany względem funkcjonalnej bazy, imadło samocentrujące jest zwykle bezpieczniejsze.
Praktyczny punkt kontrolny: sprawdź, ile materiału możesz poświęcić na jaskółczy ogon, czy ten materiał będzie później usunięty oraz czy powierzchnia chwytu pozostanie wystarczająco powtarzalna dla całej partii półfabrykatów.
3) Kiedy lepsze będzie imadło samocentrujące
Imadło samocentrujące do obróbki CNC jest zwykle lepszą odpowiedzią, gdy detal musi pozostać wycentrowany nad paletą, geometria jest nieregularna lub trzeba elastycznie pracować szczękami dla różnych rodzin detali. Jest też bardziej tolerancyjne, gdy półfabrykat nie ma idealnie powtarzalnego kształtu.
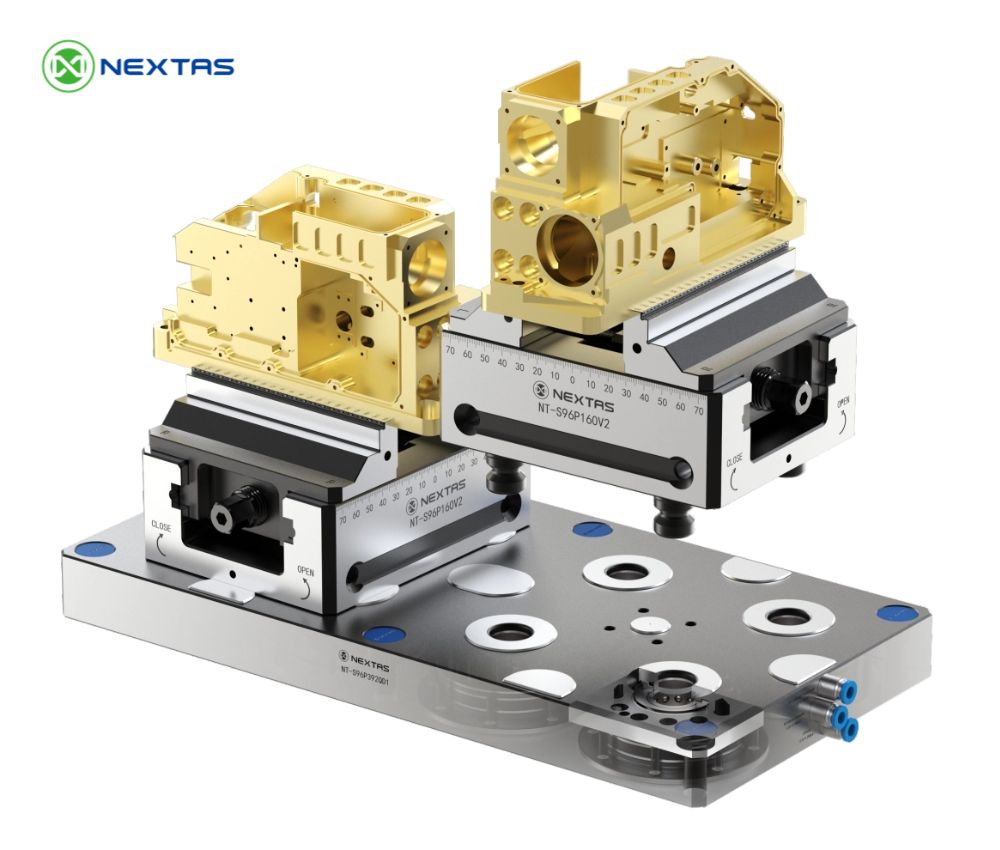
Zakres NEXTAS dobrze pokazuje rolę tej rodziny: seria 52 mm oferuje 14 000 N siły zacisku i powtarzalność <0,02 mm, a seria 96 mm wzrasta do 20 000 N przy tej samej klasie dokładności. Szczęki twarde można odwracać, dzielić lub wymieniać, a szczęki miękkie pozwalają na chwyt zgodny z kształtem lub bezpieczny dla wykończonych powierzchni.
Gdzie imadło samocentrujące wygrywa
- Kontrola centrowania dla detali wymagających symetrycznego rozkładu materiału względem ścieżki narzędzia.
- Nieregularne kształty, gdzie kontakt szczęk łatwiej dopasować niż geometrię jaskółczego ogona.
- Wrażliwe lub wykończone powierzchnie, gdy potrzebne są gładkie szczęki twarde albo miękkie szczęki specjalne.
- Elastyczność między rodzinami detali bez przebudowy całej logiki palety.
Gdzie imadło samocentrujące przegrywa
- Bardzo małe detale, przy których korpus imadła zabiera zbyt dużo przestrzeni roboczej.
- Zadania wymagające maksymalnego dostępu od spodu, jaki daje jaskółczy ogon.
- Układy o bardzo wysokiej gęstości, gdzie niski przyrząd dedykowany pomieści więcej detali.
Dla wielu zakładów imadło samocentrujące jest najbardziej praktycznym „domyślnym” modułem górnym, bo obsługuje większą zmienność detali bez procesowego chaosu. Jeśli dział ofert widzi dużo złożonych detali, częste zmiany miksu i średnie wielkości partii, baza zero-point plus imadło samocentrujące zwykle daje najbezpieczniejszy punkt startowy.
4) Kiedy wybrać system zero-point
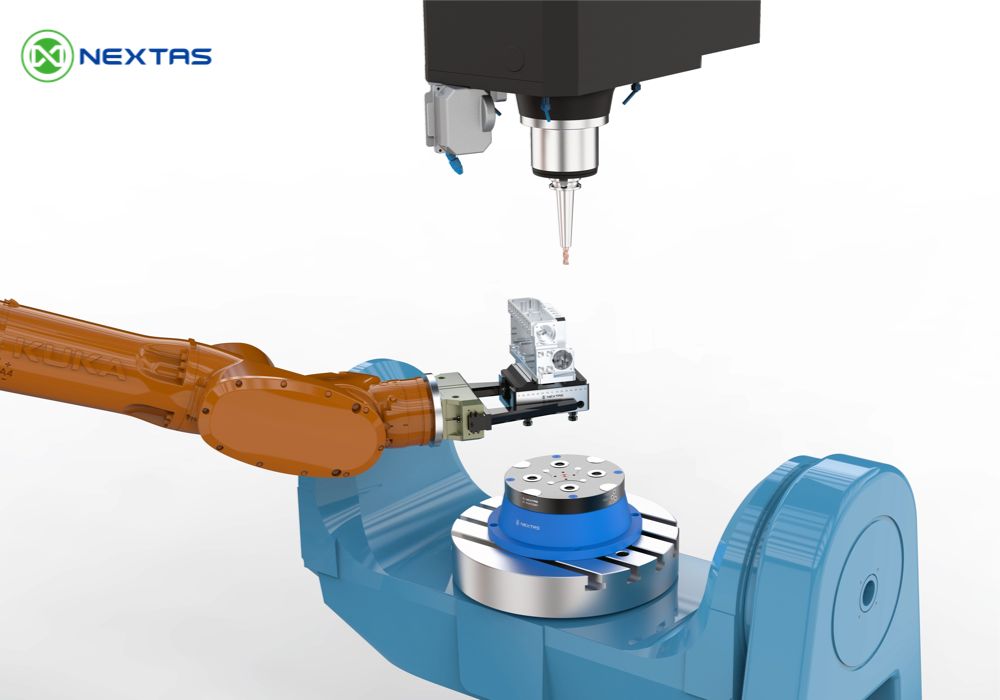
System mocowania zero-point jest właściwą odpowiedzią wtedy, gdy wąskim gardłem nie jest chwyt detalu, ale czas przezbrojenia, powtarzalna relokacja i wykorzystanie obrabiarki. To szczególnie ważne w produkcji high-mix, na wielu maszynach oraz wszędzie tam, gdzie planujesz przygotowanie offline lub przyszłą automatyzację.
W ofercie NEXTAS szybkie płyty wymienne pracują w klasie <0,005 mm, natomiast systemy MFG i BDS są pozycjonowane w klasie <0,003 mm z wyższą siłą zacisku oraz funkcjami pod automatyzację: przedmuchem czyszczącym, kontrolą dosiadania, podnoszeniem i mechaniczną samohamownością.
Co naprawdę rozwiązuje zero-point
- Przygotowanie offline: przyrządy są uzbrajane i ustawiane poza obrabiarką, bez zużywania czasu wrzeciona.
- Mobilność między maszynami: jeden standard palety może krążyć między VMC, HMC, trunnionem, kontrolą lub robotem.
- Powtarzalne ponowne zamocowanie: łatwiejszy powrót do procesu przy drugiej operacji lub zmianie inżynierskiej.
- Gotowość do automatyzacji: załadunek robotyczny i transfer palet wymagają stabilnego, standaryzowanego datumu po stronie maszyny.
Zero-point nie zastępuje jednak górnej metody chwytu. Jeżeli górny przyrząd jest niestabilny, źle dobrany albo niedopasowany do półfabrykatu, baza nie uratuje procesu. Najbardziej udane wdrożenia traktują więc warstwę zero-point jako infrastrukturę, a imadło / jaskółczy ogon / przyrząd specjalny jako warstwę aplikacyjną.
| Interfejs po stronie maszyny | Klasa powtarzalności | Typowe zastosowanie | Dlaczego to ważne |
|---|---|---|---|
| Płyta szybkiej wymiany | <0,005 mm | Wymiany ręczne lub pneumatyczne, ogólne oprzyrządowanie CNC, palety rodzinne | Szybka standaryzacja bez nadmiernego komplikowania stacku |
| Datum MFG zero-point | <0,003 mm | Precyzyjne CNC, EDM, zrobotyzowane FMS, cięższe palety | Wyższa siła, czyszczenie, seat-check, podnoszenie i gotowość do automatyzacji |
| Baza pozycjonująca BDS | <0,003 mm | Indeksowany transfer palet, pozycjonowanie 4×90°, automatyzacja o wysokiej sztywności | Mocny zacisk, stałe indeksowanie, szczelna konstrukcja antywiórowa i interfejs do handlingu |
5) Jak budować stack mocowania pod automatyzację
To właśnie tutaj wielu kupujących uzyskuje lepszy ROI: zamiast oczekiwać, że jeden przyrząd zrobi wszystko, standaryzują interfejs po stronie maszyny i pozwalają, by moduł górny zmieniał się zależnie od rodziny detali.
Praktyczny stack mocowania CNC gotowy do automatyzacji często wygląda tak:
- Stół maszyny / tombstone
- Baza zero-point lub płyta szybkiej wymiany
- Ustandaryzowana paleta lub płyta
- Moduł górny — jaskółczy ogon, imadło samocentrujące lub gniazdo specjalne
- Pakiet szczęk / elementy ustalające
- Detal
Taka architektura sprawia, że produkcja high-mix / low-volume staje się skalowalna. Gdy wraca zlecenie powtarzalne, nie budujesz całego procesu od zera — przywołujesz właściwą paletę i właściwy moduł górny.
Prosty filtr ROI dla kupującego
Nie oceniaj mocowania wyłącznie przez cenę zakupu. Oceniaj je przez wykorzystanie wrzeciona. Jeśli zespół stale ponownie bazuje przyrządy, szuka datumów lub odtwarza powracające setupy, prawdziwy koszt pojawia się w czasie maszyny, opóźnieniach i niestabilności procesu.
6) Typowe błędy przy wyborze mocowania
- Zakup pod jeden pokazowy detal zamiast pod realny miks. Wybierz architekturę, która obsłuży kolejkę powracających zleceń.
- Wybór jaskółczego ogona bez bezpiecznego naddatku. Przy zmiennym półfabrykacie proces szybko staje się kruchy.
- Oczekiwanie, że baza zero-point skompensuje zły chwyt górny. Baza odtwarza pozycję palety, ale nie naprawi słabej strategii szczęk.
- Ignorowanie kontroli wiórów i zanieczyszczeń. Im więcej wymian, tym ważniejsze stają się czyszczenie i seat-check.
- Brak standardu palet. Jeśli rozstaw sworzni, offsety i referencje szczęk zmieniają się za każdym razem, tracisz dużą część korzyści szybkiej wymiany.
Najskuteczniejsze zakłady standaryzują warstwami: wspólny układ sworzni, wspólny format palet, wspólny interfejs po stronie obrabiarki, a dopiero potem moduły górne specyficzne dla rodziny detali.
Rekomendowane mapowanie produktów NEXTAS
Zacznij od aplikacji, a potem zbuduj stack:
- Potrzebujesz dużego dostępu 5-osiowego dla małych półfabrykatów? Zacznij od rodziny jaskółczych ogonów.
- Potrzebujesz elastycznego centrycznego chwytu dla nieregularnych detali? Zacznij od rodziny imadeł samocentrujących.
- Potrzebujesz szybszych przezbrojeń przy powtarzalnych zleceniach? Dodaj płytę szybkiej wymiany.
- Potrzebujesz wyższej powtarzalności lub funkcji automatyzacji? Przejdź na systemy MFG zero-point lub datum pozycjonujące BDS.
7) Wnioski i kolejne kroki
Jeśli porównujesz jaskółczy ogon vs imadło samocentrujące vs system zero-point, najbardziej trafna odpowiedź zwykle brzmi tak:
Nie porównuj ich jako zamienników. Porównuj je jako warstwy systemu produkcyjnego.
Jaskółczy ogon jest często najszybszą drogą do dostępu 5-osiowego dla właściwego półfabrykatu. Imadło samocentrujące bywa najbezpieczniejszym i najbardziej elastycznym modułem górnym dla detali nieregularnych lub wrażliwych. Zero-point to infrastruktura, która sprawia, że oba rozwiązania wdraża się szybciej, powtarza łatwiej i automatyzuje skuteczniej.
Dla zakładów high-mix najmocniejszą strategią długoterminową jest zwykle standaryzowana baza zero-point plus moduły górne specyficzne dla aplikacji. Daje to dziś szybsze przezbrojenia, a jutro czystszą drogę do robotyki, planowania palet i pracy lights-out.
Potrzebujesz pomocy przy wyborze właściwego stacku?
Wyślij rysunek, materiał, stan półfabrykatu, typ maszyny i oczekiwany wzorzec partii. Podpowiemy, czy zacząć od jaskółczego ogona, imadła samocentrującego, bazy zero-point czy połączonego rozwiązania paletowego.




