系统总览
从单元到整线的管理中枢
集工作台展示、计划管理、执行控制、追溯检测于一身的综合平台。
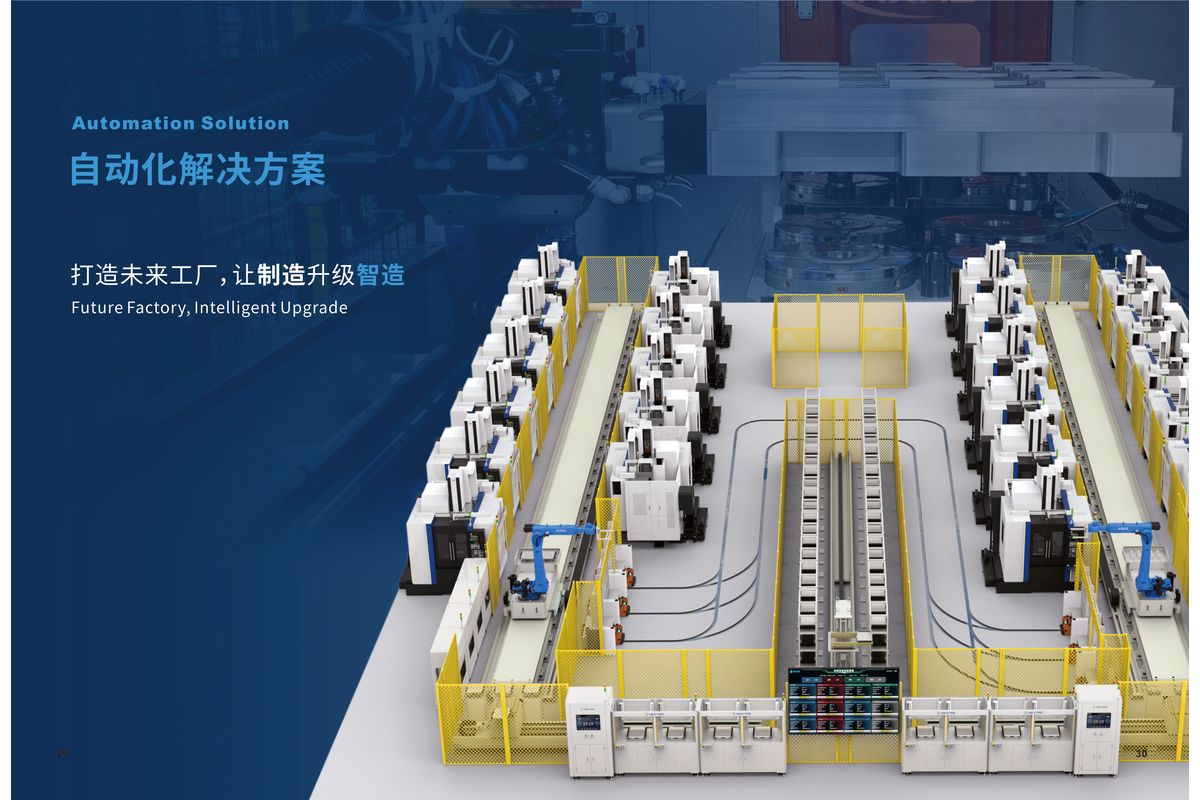
面向多机联线、智能排产、全流程追溯与数据可视化的生产管理系统,从独立单元到整线协同的数字化中枢。
NEXTAS FMS系统是面向现代化精密制造的生产管理与控制平台。不同于传统的单机自动化或简单的库位管理,FMS系统将多台CNC机床、自动上下料、料库管理、刀具追溯、质量检测与决策调度整合为一个有机整体,实现从工单下达、智能排产、生产执行、实时监控到质量反馈的完整闭环。
系统特别面向高混线、小批量、换型频繁的精密制造场景。通过集中式工作台、自动路由、异常预警与全链路追溯,让管理人员能够在有限的成本增量下,显著提升产线的稼动率、灵活性与数据透明度。
集工作台展示、计划管理、执行控制、追溯检测于一身的综合平台。

展示层、决策层、执行层、通信层清晰分离,便于逐步建设与持续优化。

支持多台异构设备的协同运作,自动平衡负荷、优化路径、应对异常。
NEXTAS FMS采用分层的模块化架构,从数据采集到决策生成,再到执行与通信,每一层都独立且清晰。
实时展示器、智能储物柜、远程终端、运行状态监控与进度面板。管理人员通过一站式工作台快速判断产线健康度与关键指标。
自动接收ERP/MES工单,按排产与锁料规则生成可执行的加工排程。支持负载均衡、路径优化、工单优先级与异常调度。
天车上料机、AGV运料、机床系统、仓储系统等硬件模块的统一控制与协调。保证托盘流转、工件交接、刀具更换的稳定性。
支持OPC UA、Profinet、EtherCAT、Modbus等多种工业通信协议,确保异构设备的可靠互联与数据实时同步。
NEXTAS FMS的7个核心模块覆盖从规划到执行、从监控到优化的完整流程。
集中展示生产进度、工艺流程、工单追踪、设备状态。管理人员通过一站式工作台快速判断产线健康度,及时发现与处理瓶颈。
自动接收ERP/MES工单信息,按照排产与锁料规则生成可执行的工件加工排程。支持数据发布分析与快速统计,为调度决策提供数据依据。
完成的工单、加工中的工单、待加工的工单、异常工单的全流程工单追踪与生产执行管理。实时反映产线状态,快速定位问题。
机器状态实时监控,夹具/刀具使用追踪及寿命预警。支持远程工艺版本控制、自动化日志,降低人工错误。
每把刀具寿命状态绑定一组刀位信息,监测切削执行中的实时刀具寿命数据。避免报废失误、自动规划换刀时机。
夹具安装在托盘/基准板上的信息配置,支持定义定位方式与夹紧确认等。重复定位记录的样本量与验收标准按项目定义,不在网页预设固定循环次数。
AI 与 2D 摄像头可用于定位和缺陷检测;检测覆盖范围、样本集与验收方法需按项目确认,不在网页承诺固定覆盖率。
追踪稼动时间、故障时间、负荷趋势及效率指标的全方位可视化面板。支持按时间/设备/产线维度分析,找出真正的效率瓶颈。
NEXTAS FMS的真实价值不止在于"管理",而在于通过数据透明与智能调度,释放现有产能的潜力。
实时展示器、智能储物柜、远程终端、运行状态监控。把原本分散在各机床的信息聚合到一个屏幕,管理者能在几秒内理解产线全貌。
从被动应对工单,转变为主动规划与预测。自动平衡多机负荷、优化刀具与夹具的转换频率,显著降低换型等待时间。
一件一档、全链路追溯、企业审核一统化。每个工件的加工时间、使用刀具、检测结果、操作人员都有完整记录,满足行业与客户审计要求。
在问题变成停机前就发出预警。刀具寿命即将到期、夹具精度漂移、机床故障早期信号,系统都能提前识别与提示。
可无人运行的时长取决于零件组合、刀具寿命、物料容量、异常处理与安全验证,应以现场试运行和验收数据确认。
完整的历史数据为后续的工艺改进、产能优化、成本控制提供依据。不再凭经验决策,而是用数据说话。
从产品定义到成品交付,NEXTAS FMS贯穿整个制造流程,实现每个环节的可视化与可控化。
| 流程阶段 | 关键活动 | FMS支持内容 |
|---|---|---|
| 产品/工艺定义 | 产品设定、规格确认、工艺规划与管理 | 工艺版本管理、工序流程定义、工位编制、参数配置 |
| 生产任务排产 | 工单导入、排程优化、锁料管理 | ERP工单自动导入、APS智能排产、负荷均衡、优先级调度 |
| 切削执行阶段 | 工件安装、上料、刀具检查、启动切削 | 设备联机、刀具追踪、夹具确认、参数控制、实时监控 |
| 检测与确认 | 工件检测、缺陷判断、质量标记 | AI视觉检测、精度测量、缺陷分析、质量报告生成 |
| 下料与流转 | 工件完成确认、库位流转、交接记录 | 自动确认、追溯标记、库存同步、下一工序提醒 |
| 数据与优化 | 数据汇总、趋势分析、工艺优化、成本统计 | 报表生成、多维分析、KPI展示、改进建议 |
FMS的成功不仅取决于软件功能,更取决于现场的基础准备与团队共识。下面是实施前需要确认的关键项。
确认参与FMS管理的机床型号、数量、控制系统、可用接口、安全联动要求。是否需要改造或升级现有设备的通信与安全系统。
定义工件编码方案、托盘流转规则、夹具与零点接口标准。统一的载体标准是FMS稳定运行的基础。
明确工艺版本管理方式、工单优先级规则、换型决策逻辑。工艺不清楚,自动排产就无法有效工作。
确认与ERP/MES的数据接口、上传频率、同步规则。定义库位编码、工单状态、质量数据的记录标准。
明确系统管理员、工艺工程师、操作人员的职责划分。制定系统使用、异常处理、数据审查的标准流程。
定义日常巡检内容、故障排查方法、数据备份策略。明确后续的优化目标,如精度提升、节拍加快、成本降低。
FMS的实施不一定一步到位。很多成功案例都是先从试点验证,再逐步扩展到全线。
从有限范围的试点开始,验证设备通信、工艺定义、工单导入与状态监控;范围和周期写入项目计划。
在试点验收后再扩展设备范围,验证自动排程、负荷均衡与托盘流转;扩展节奏由接口和现场准备度决定。
在前阶段数据达标后再引入中央料库、AGV 或其他物流系统;多机排程与追溯范围需按现场架构逐步验收。
基于运行数据进行工艺优化、成本分析、精度改进。建立持续改进的闭环,周期持续。
NEXTAS FMS通常与自动化系列、托盘快换系统、零点定位系统联合应用,形成完整的柔性制造解决方案。



FMS 布局规划
这些概念布局仅用于项目讨论。机床数量、托盘流、防护、控制与性能均需按现场设计和验证,不代表真实客户部署证据。
ROI 规划
商业模型应依据现场基线、零件组合、批量、班次、可实现的无人时段、集成范围、风险余量与总成本建立。网页不保证节省比例、效率倍数或回本周期。
快速报价
只需三个字段——工程师将在审核资料后回复价格与选型建议。