结构参考
CNC托盘快换系统
手动换盘与 APC 自动换盘的总体结构示意。
适合把机床换装流程从“停机等待”升级为“标准换盘节拍”的托盘快换系统,覆盖手动换盘与 APC 自动换盘两条路线。
把当前机床、工件、夹具、换装节拍和自动化目标发给我们,我们会更快判断接口、规格与导入路径。
机床型号、工作台/主轴接口、可用空间、是否旧机改造或新线导入。
工件尺寸、重量、材料、当前装夹方式、批量范围与是否跨工序流转。
重复定位目标、夹紧力关注点、托盘或机器人交接方式,以及最想先解决的节拍瓶颈。
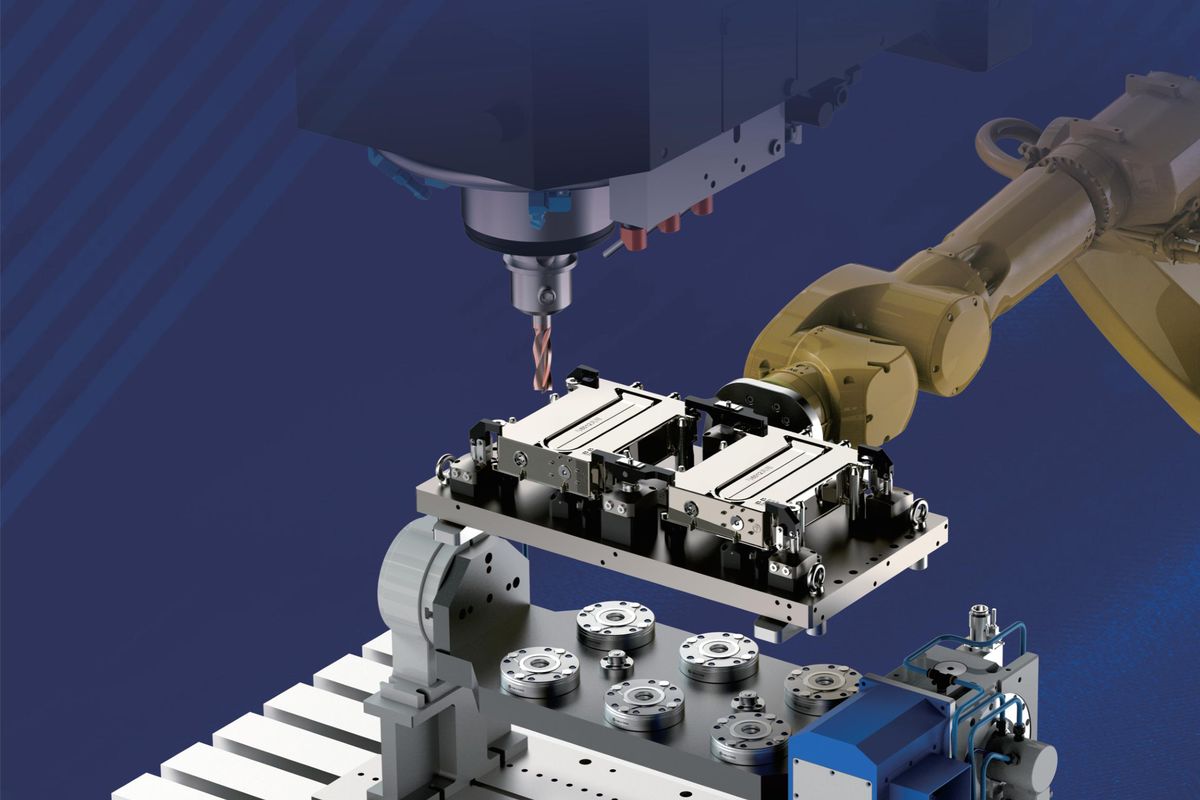
CNC托盘快换系统的核心价值,在于把下一套夹具或工件的准备工作移到机外完成,让机床把更多时间用于切削而不是等待装夹。对于高混低量、频繁换型、夜班连续生产或多机协同排产的现场,这类系统通常比单独优化某一套夹具更能直接改善主轴利用率。
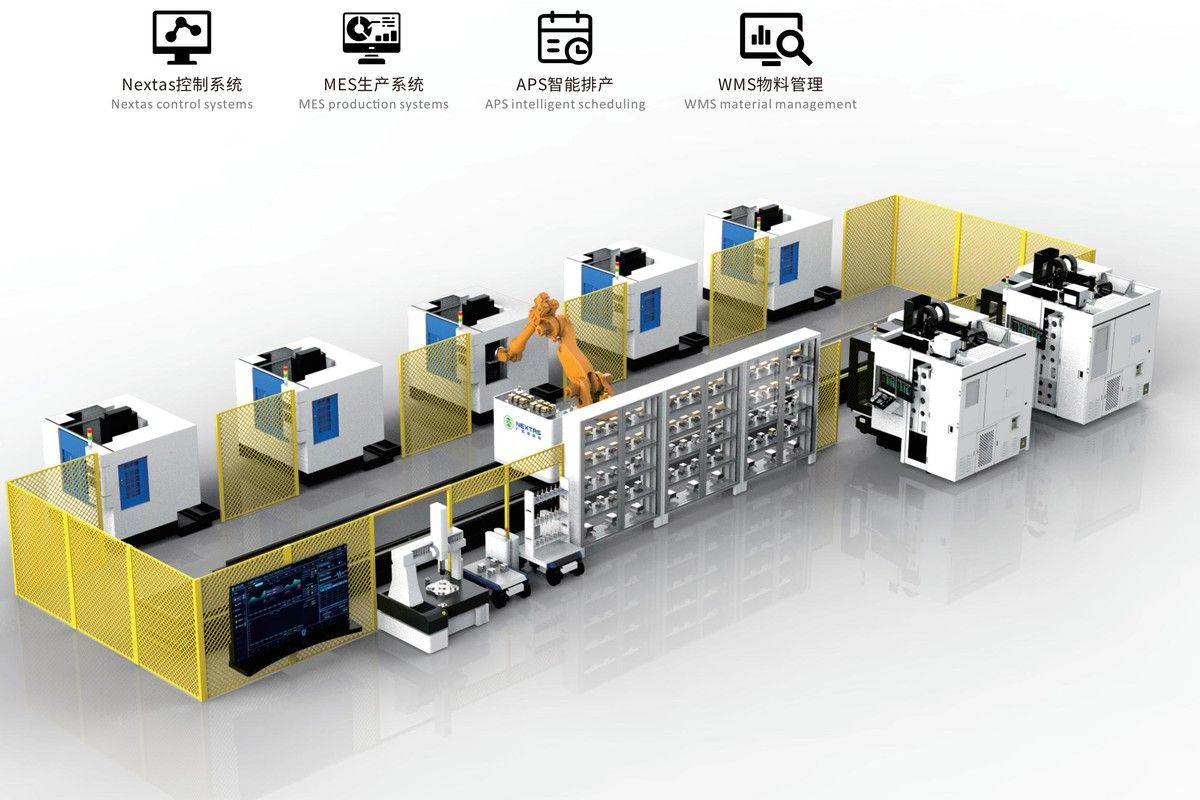
NEXTAS 托盘快换方案覆盖手动换盘与 APC 自动托盘更换两条路线,可根据机床类型、工件重量、托盘形式、控制接口和无人化目标逐步导入。无论是先做离线备料、再升级 APC,还是新线直接规划自动换盘,都可以围绕统一托盘和标准接口建立后续扩展基础。
手动换盘与 APC 自动换盘的总体结构示意。

适合评估托盘缓存位、交换方向与机外备料动线。
适合评估到位确认、夹紧互锁与自动循环逻辑。
围绕节拍、重复定位、自动化兼容与后续扩展,把托盘快换项目最值得优先确认的价值点集中到一页。
把装夹、备料、校正等准备动作移到机外完成,减少机床等待人工准备的时间。
可以按预算、自动化阶段和夜班目标分步导入,先托盘化再自动化也同样稳妥。
统一托盘与接口后,更容易减少重复找正和跨机床换装差异,提升首件到批量的一致性。
APC、缓存位、机器人或立库系统都更容易围绕统一托盘逻辑整合。
先把真正会影响选型与落地的因素看清楚,后续沟通会更高效。
如果目标只是减少人工切换,可先做手动换盘;如果要扩大无人化时长,则 APC 更合适。
铝托盘、T 槽托盘、磁性托盘与零点托盘适配不同工艺。
兼容系统、通信和安全联锁要提前确认。
以下图片与图示用于帮助快速判断结构、工况与系列差异。
NEXTAS 托盘快换系统主图
APC 图示 2:托盘工位
APC 图示 3:与 CNC 联机

APC 图示 4:控制面板

APC 图示 5:托盘细节

铝合金托盘
很多工厂会先用手动换盘验证托盘化流程,再向 APC 升级,实现更高主轴利用率。
适合先把夹具、工件与托盘标准化,快速改善换装流程。
适合批量生产、无人化或多品种计划排程要求更高的场景。
把托盘作为共同载体,是后续自动化升级最稳的路径。
手动托盘快换更适合先解决换装等待与离线备料问题。操作员可在机外完成夹具或工件装夹,再把托盘快速换入机内,适合样件试制、短批量加工、高混低量外协与换型频繁但暂时不必一步到位做 APC 的现场。
双工位或离线备料方式更适合把装夹动作从机内移到机外,减少主轴空等。
适合旧机改造、预算分阶段投入或希望先把夹具与托盘接口标准化的项目。
面对换型频繁、单批量不大、SKU 多的生产模式,手动换盘通常更容易快速见效。
先把托盘、夹具与流程跑顺,再升级自动交换,整体风险通常更低。
APC 自动托盘更换系统通过自动交换、到位确认、夹紧确认与安全互锁,让机床在一块托盘加工时,另一块托盘在机外完成备料。它更适合追求夜班连续运行、多托盘循环、高稼动率与更强联机控制能力的项目。
把托盘交换动作从“人工等待”改为“程序控制”,更适合连续加工与夜班生产。
可围绕 I/O、门锁、报警、到位与夹紧确认建立更完整的自动化握手逻辑。
适合与托盘池、机器人、立库或 FMS 生产组织方式结合,扩大无人化运行时间。
在导入初期就应把重复定位、负载、感测器与安全等级确认清楚,降低联机风险。
| 选型因素 | 手动型 | 自动型(APC) |
|---|---|---|
| 典型目标 | 减少准备时间并统一夹具标准 | 提升主轴利用率并支持无人化连续运行 |
| 换盘流程 | 人工辅助换盘 | 带感测与互锁的自动循环 |
| 更适合 | 机加外协、样件试制与频繁换型场景 | 批量生产、大规模多品种小批量与无人值守加工 |
| 集成复杂度 | 较简单;所需 CNC 信号较少 | 需要 PLC/HMI;支持 I/O 与网络协议(视型号而定) |
以下参数适合用于初步沟通手动换盘方案的负载、精度与兼容性边界;具体规格仍需结合机床、托盘尺寸与夹具布局确认。
| 项目 | 参考值 / 说明 |
|---|---|
| 控制系统 | 手动推送控制 |
| 兼容系统 | 三菱、FANUC、Brother、KND 等 |
| 搬运载重 | 100 Kg |
| 气密检测范围 | ± 0.01 mm |
| 最大负载 | 300 Kg |
| 定位规格 | V4 定位基准 |
| 重复定位精度 | < 0.005 mm |
| 夹紧力 | 40,000 N |
| 最大抬升载重 | 850 Kg |
以下参数适合用于初步沟通 APC 自动托盘更换系统的控制、负载与联机能力,便于判断是否适合夜班或无人化项目。
| 项目 | 参考值 / 说明 |
|---|---|
| 控制系统 | NEXTAS |
| 兼容系统 | 三菱、FANUC、Brother、KND 等 |
| 通讯协议 | EtherNet/IP、Modbus TCP、Socket、PROFINET |
| 系统功能 | 双工位、产品编辑、产出监控、产能统计 |
| 搬运速度 | 300 mm/s |
| 移动精度 | 0.02 mm |
| 最大负载 | 2,000 Kg |
| 定位规格 | V6 定位基准 |
| 重复定位精度 | < 0.005 mm |
| 夹紧力 | 60,000 N |
托盘快换不是只有“手动还是自动”两种判断,还要看托盘本体、工件类型与现场换装逻辑是否匹配。
适合追求轻量化、换装频繁与对人工搬运友好的项目,但要同步评估刚性与耐用性。
适合兼容性要求高、夹具变化多的现场,导入门槛低,但标准化程度通常不如零点托盘。
适合特定工件与工序,换装方便,但必须确认材料属性、加工工况与安全性。
更适合把机床端、夹具端、检测端统一到同一接口标准,利于后续扩展到自动化。
判断 APC 是否值得,不只看设备采购成本,更要看当前换装时间、班次模式、主轴空等时间、夜班目标和错误装夹带来的隐性损失。
自动换盘系统不是装上就结束。控制逻辑、安全互锁、恢复逻辑与维护方式,决定了项目后续是否能长期稳定运行。
换盘动作、托盘到位、夹紧确认、门锁、报警与手自动切换建议在方案阶段就确认,避免后期联机反复修改。
要明确托盘只是上下机,还是需要与零点夹具、机器人、缓存位、检测或立库系统联动。
建议重点检查定位面、导向、感测器、夹紧机构与托盘表面状态,避免小问题逐步演变成整线停顿。
尤其是五轴夹具、偏心重载或多托盘项目,建议在方案初期就把尺寸、负载与力矩定义清楚,避免长期运行后换盘精度与重复定位逐步漂移。
建立简单但固定的维护节奏,通常比等到现场停机后再处理更划算,尤其适合托盘池、夜班和无人化运行项目。
托盘快换项目能不能稳定落地,通常不取决于页面上看到的主机参数,而取决于托盘规格、I/O 逻辑、安全互锁与维护路径是否在前期就定义清楚。
以下场景更适合用来判断托盘快换在你的产线里会发挥什么作用,而不是只停留在“能提效”的笼统描述。

适合一台机床需要轮换多套夹具、减少重复找正和等待的现场。

把托盘预先备料后按顺序换入,适合希望延长夜班切削时间的项目。

通过托盘化与统一接口管理,提高不同工单切换与跨机种排产的灵活性。
项目前期资料越清楚,方案越容易快速收敛,也更能避免后期因为空间、负载或信号问题返工。
建议先确认系统类型、托盘形式、托盘数量、可用空间、总负载、目标节拍与班次模式。
建议提供机床型号、工作台尺寸、工件图、夹具图、现有换装流程与目标稼动率。
确认是否要与零点底板、机器人、缓存位、检测工位或立库系统联动。
把现场最常见的三个阶段拆开看,能更快判断项目重点,不必把所有问题都挤到安装当天才处理。
以下场景用于帮助快速判断该产品更适合什么样的项目与导入目标。
适合把夹具或工件离线准备好,再快速换入机内,减少每次换型带来的停机。
在机外完成装夹、探测前准备或工装更换,让机内更专注于切削。
APC 与多托盘循环更容易支撑夜班延时运行和降低人工等待。
通过统一托盘和接口管理,提高不同机床与不同工单之间的切换灵活性。
把选型、集成、试运行和维护分开确认,项目更容易做出稳定结果,也更适合后续扩展到多托盘或自动化单元。
确认手动 / APC、托盘尺寸、负载、托盘类型、目标节拍与班次模式,先把边界条件说清楚。
确认机床兼容性、I/O、通讯、安全联锁、到位与夹紧确认逻辑,避免联机当天才发现信号不完整。
建议用标准托盘或试产工件验证节拍、重复定位与异常恢复流程,再建立预防性保养清单。
如果你已经确定“托盘快换值得做”,下一步通常不是直接问某个型号,而是顺着“换盘价值 → 接口标准 → 自动化协同”这条链路继续判断。下面这三步更适合配合当前页面一起看。
如果你已经进入评估阶段,建议先索取资料再对接项目,会比单纯口头沟通更高效。
适合先了解整套托盘快换、零点系统与自动化配套关系。
联系索取样册 →适合进入夹具布局、空间验证、接口对接与节拍评估阶段。
联系索取 CAD 资料 →适合已明确机床、工件与节拍目标,准备进入详细方案与报价阶段。
提交项目资料 →


快速报价
只需三个字段——工程师将在一个工作日内回复价格与选型建议。