主要目标
粗加工、较高切削扭矩
推荐夹持方式
硬爪 + 更长夹持长度
适用原因
硬爪咬合更强,适合高负载切削与初始定位。

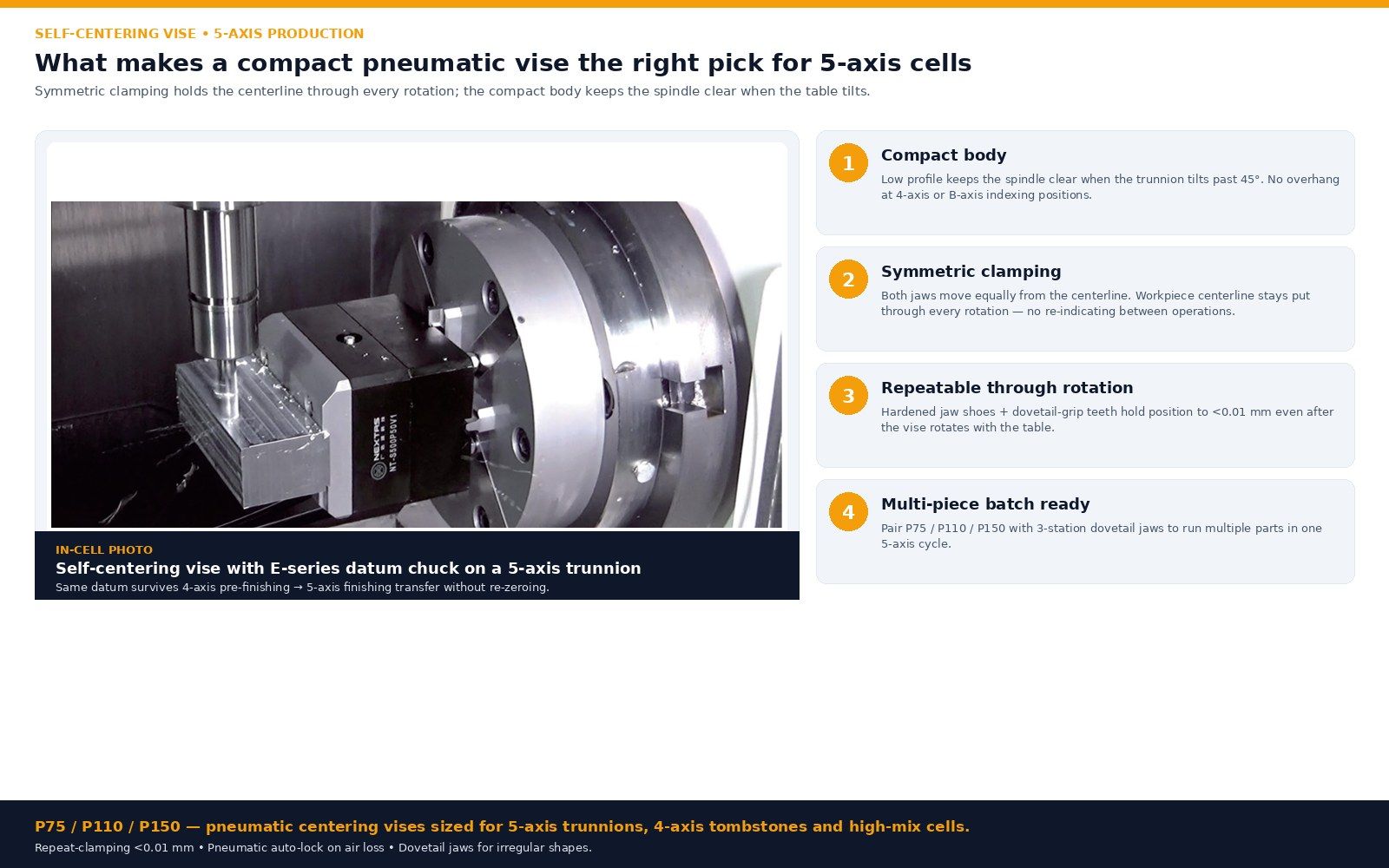
Watch the self-centering vise in action
了解该虎钳如何实现居中夹持、五轴刀具可达性,以及在机床或托盘之间快速沿用装夹设置。
适用于五轴复杂曲面、多面加工与高混流排产的高精度自定心虎钳,可与 52 / 96 mm 平台、零点底板、托盘流转与自动化上下料方案协同使用。
自定心虎钳相比传统平口钳,在五面刀具可达性、夹持中心一致性、换型效率与托盘化流转上具有优势,便于建立标准化工装方案。
更适合
当零件需要保持中心一致性、减少翻面基准误差,或希望腾出更多刀具可达空间时,这类虎钳的价值会非常明显。
优先比较
实际选型时,确定平台尺寸、零件包络、夹持行程和软硬爪策略,可快速锁定合适型号。
扩展能力
当工厂后续需要做离线备料、多机共线或机器人上下料时,自定心虎钳更容易纳入标准化快换体系。
把当前机床、工件、夹具、换装节拍和自动化目标发给我们,我们会更快判断平台接口、夹持范围、爪型组合与导入路径。
机床型号、工作台或零点接口、回转轴空间、是否需要兼顾四轴/五轴/卧加布置。
工件尺寸、重量、材料、表面保护要求、批量范围,以及当前夹持最不稳定的环节。
重复夹持目标、切削负载、夹紧力关注点、是否要接入托盘流转或机器人上下料。
这类虎钳不只是“夹住零件”的单一工具,更是五轴多面加工、批量换型与标准化快换方案里的基础单元。下面把平台规格、夹持范围、爪型逻辑、重复性来源与导入判断一次说明清楚。
| 产品家族 | 拉钉孔距 | 重复夹持精度 | 夹紧力 | 最大扭矩 | 材质 | 代表型号 |
|---|---|---|---|---|---|---|
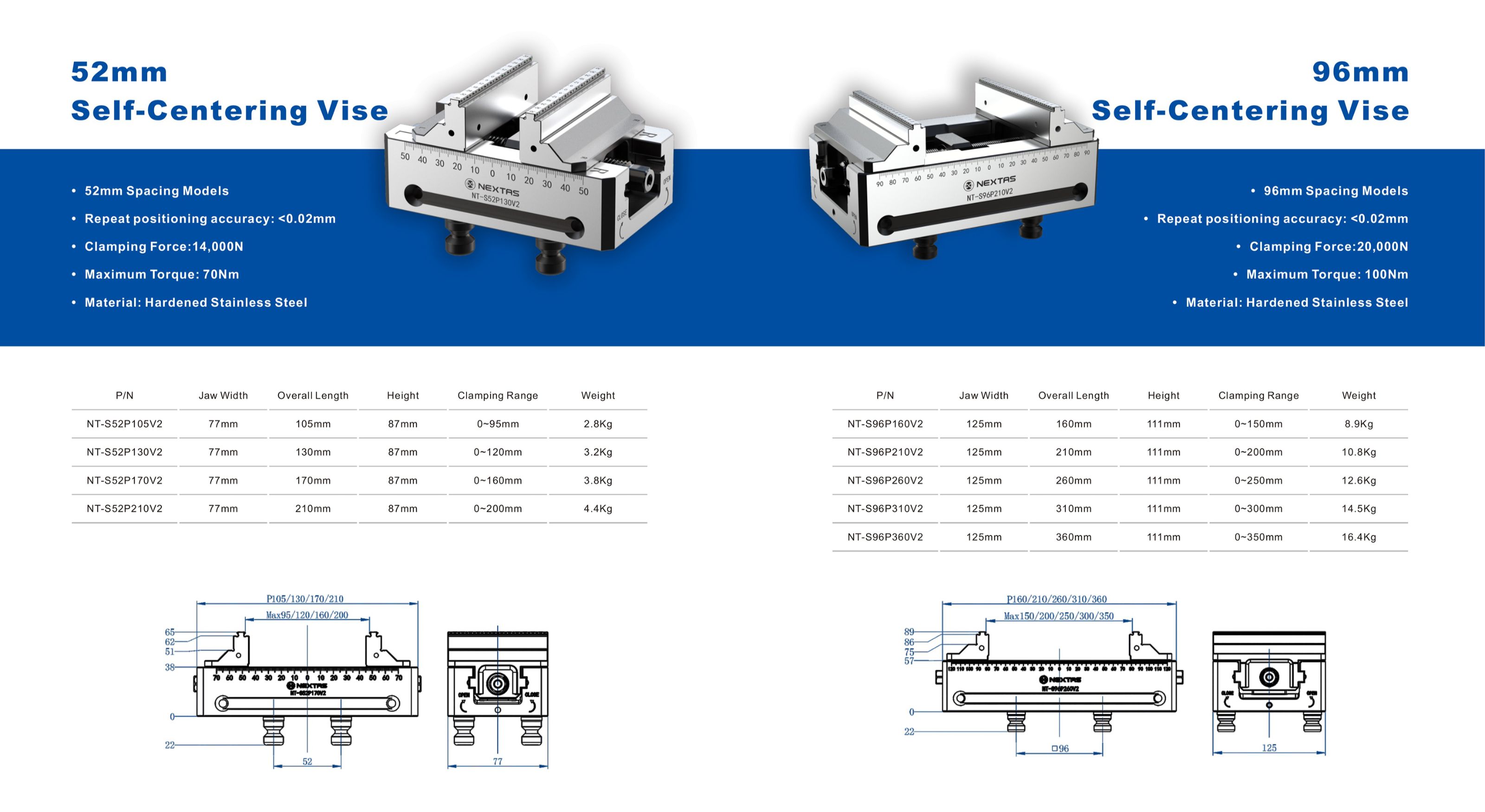
| 52 自定心虎钳 | 52 mm | <0.02 mm | 14,000 N | 70 Nm | 硬质不锈钢 | NT-S52P105V2 / 130V2 / 170V2 / 210V2 |
| 96 自定心虎钳 | 96 mm | <0.02 mm | 20,000 N | 100 Nm | 硬质不锈钢 | NT-S96P160V2 / 210V2 / 260V2 / 310V2 / 360V2 |
平台标准
52 / 96 mm
便于与零点底板、托盘化与多工位配置做统一规划。
精度目标
< 0.02 mm
更适合高重复装夹、首件确认后持续排产的五轴工况。
夹紧力等级
14kN / 20kN
对应轻量紧凑布局与更高负载、更大工件包络两类需求。
导入价值
减少找正
用标准接口与固定流程替代经验依赖。
| 型号 | 钳口宽度 | 总长度 | 高度 | 夹持范围 | 重量 |
|---|---|---|---|---|---|
| NT-S52P105V2 | 77 mm | 105 mm | 87 mm | 0 ~ 95 mm | 2.8 kg |
| NT-S52P130V2 | 77 mm | 130 mm | 87 mm | 0 ~ 120 mm | 3.2 kg |
| NT-S52P170V2 | 77 mm | 170 mm | 87 mm | 0 ~ 160 mm | 3.8 kg |
| NT-S52P210V2 | 77 mm | 210 mm | 87 mm | 0 ~ 200 mm | 4.4 kg |
| NT-S96P160V2 | 125 mm | 160 mm | 111 mm | 0 ~ 150 mm | 8.9 kg |
| NT-S96P210V2 | 125 mm | 210 mm | 111 mm | 0 ~ 200 mm | 10.8 kg |
| NT-S96P260V2 | 125 mm | 260 mm | 111 mm | 0 ~ 250 mm | 12.6 kg |
| NT-S96P310V2 | 125 mm | 310 mm | 111 mm | 0 ~ 300 mm | 14.5 kg |
| NT-S96P360V2 | 125 mm | 360 mm | 111 mm | 0 ~ 350 mm | 16.4 kg |
实际导入时,不要只盯着“能不能夹住”。更关键的是夹持长度是否足够、是否会影响刀具可达性、是否能兼顾零点底板与回转轴空间,以及后续批量切换时能否持续稳定复现。
下面这些图更适合在选型阶段一起看:先看整体外形与夹持空间,再看详细结构、钳口形式与夹持范围,能更快判断是否适合当前机床和零件族。
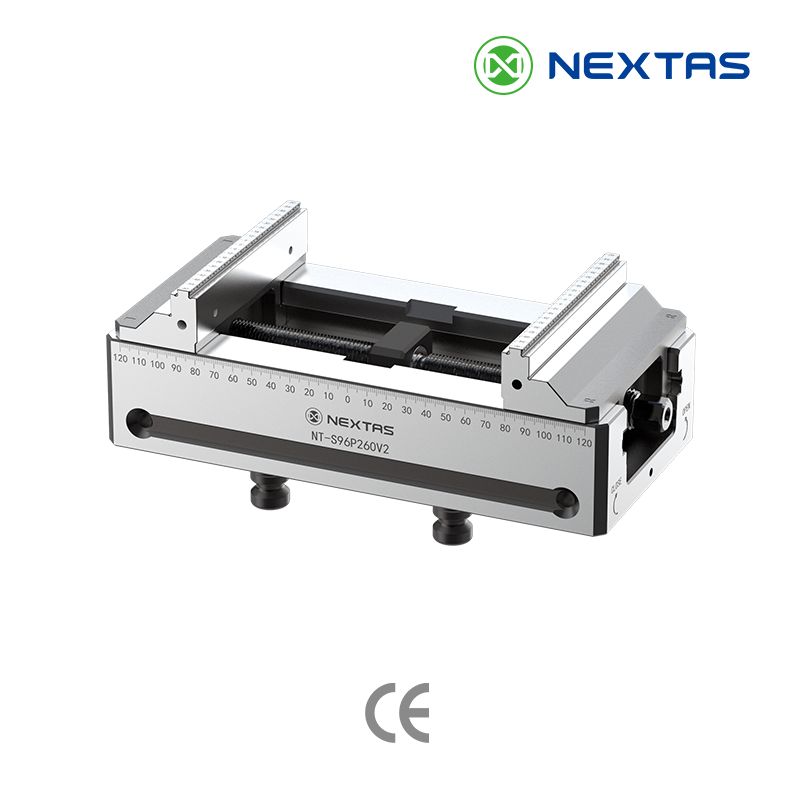
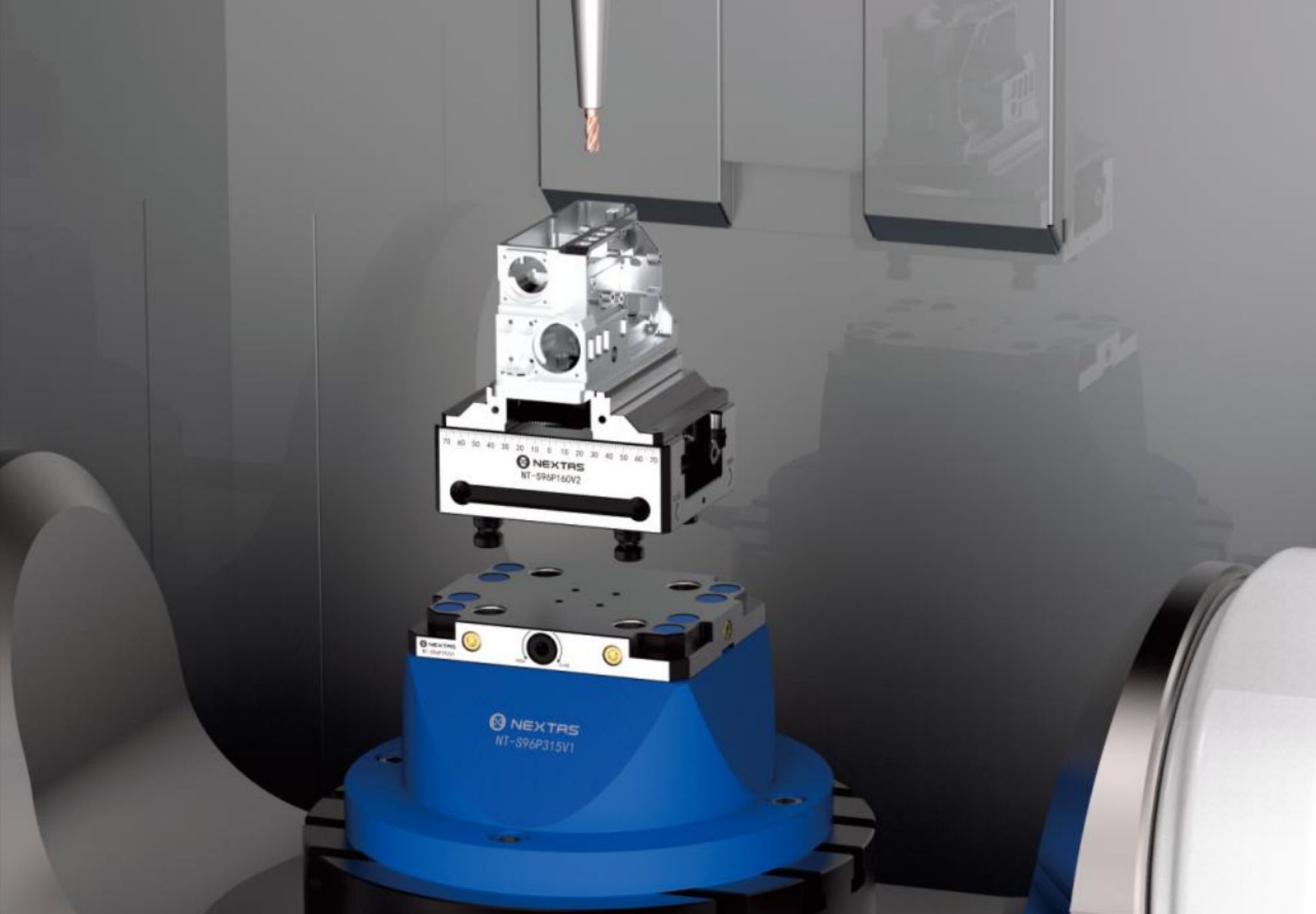
用于确认虎钳本体占位、底部接口与与五轴工作空间的关系。
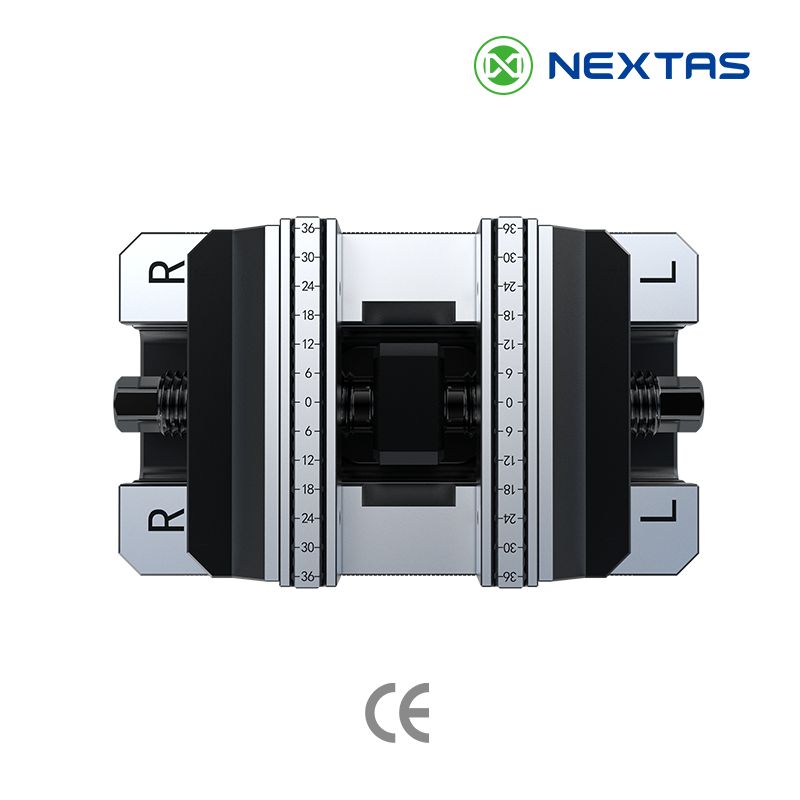
更适合观察钳口行程、工件包络与实际可用夹持空间。

用于判断总高度、刀具下探路径以及与回转轴干涉风险。
适合在工件家族规划阶段对比紧凑布置与夹持行程的平衡。

便于判断 52 / 96 平台与多工位布置时的节拍与空间策略。
更直观看到自定心结构、夹持传动与实际接触面的布置方式。

适合在导入前校核安装尺寸、总高度与设备空间。
重点看钳口形式、夹持宽度与软硬爪替换策略。

用于快速判断不同型号对应的工件包络与预留空间。
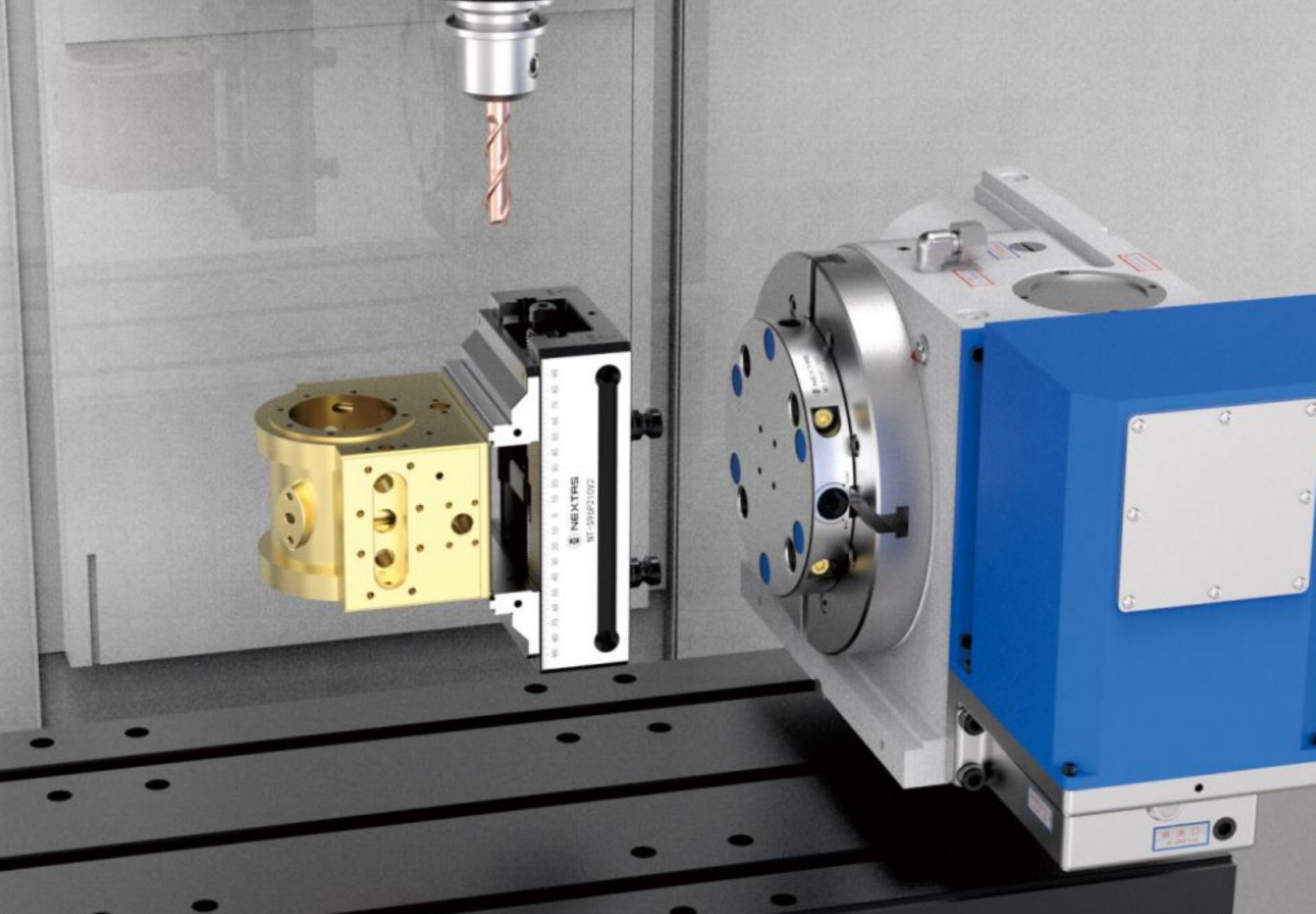
5 轴产线
对称夹持让工件中心线在每次旋转后都不动;紧凑型本体让主轴在工作台倾斜时不撞到夹具。
自定心虎钳的优势通过五轴、零点快换、托盘化和自动化协同逐步放大。下面这些场景体现它在真实生产里的实际价值。
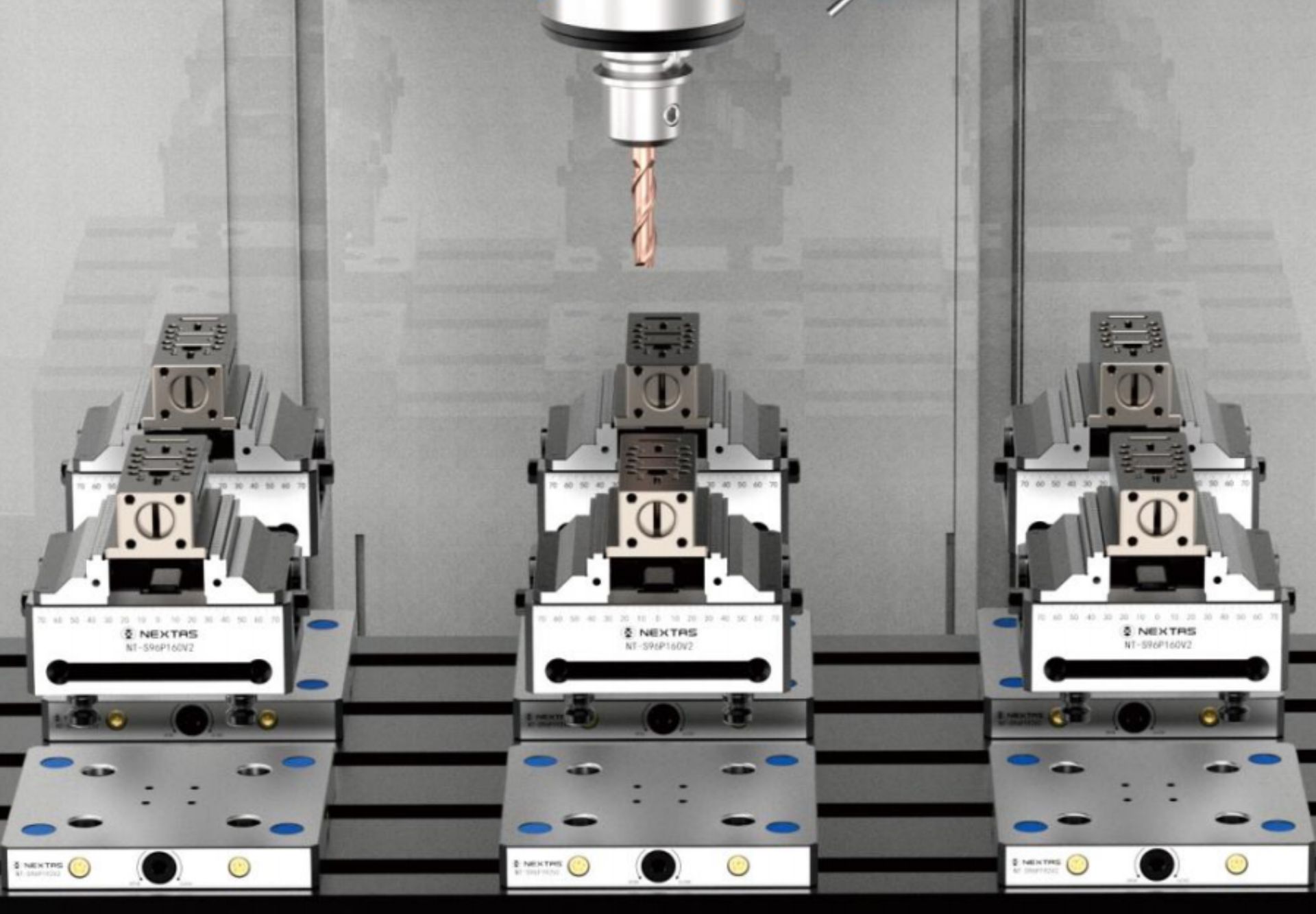
当工件家族尺寸接近、切削节拍稳定时,多组自定心虎钳阵列更容易形成高效排产,适合高混流但又追求稳定节拍的产线。
当工厂需要把备料、找正与上机切削拆开处理时,自定心虎钳更容易纳入托盘化与零点快换体系,减少机内等待时间。
通过软爪、仿形口袋、支撑垫与止挡配合,可把不规则工件纳入更可复制的标准化流程,而不是每批都靠现场经验调整。
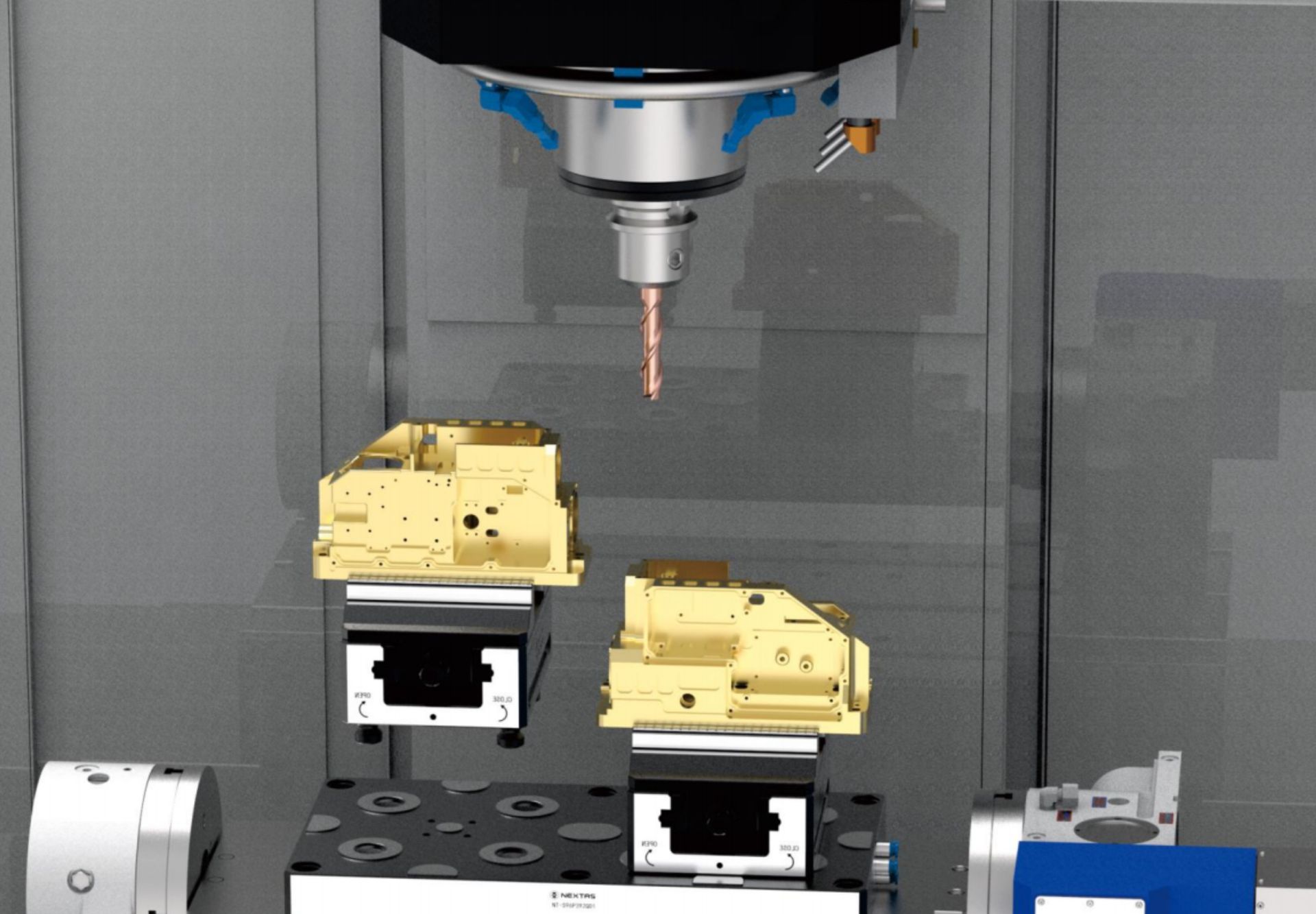
对于需要兼顾回转空间、刀具干涉与多面加工的设备,自定心虎钳通常更容易兼顾紧凑性与定位一致性。
目标不是“夹紧力越大越好”,而是让工件尽量露出更多加工面,同时保持中心一致性与足够的刚性。
与零点底板、托盘流转配套后,自定心虎钳更容易让首件确认后的装夹方法被持续复制。
当工厂计划做机器人联机时,统一接口、标准化夹紧流程和固定检测节点会比单纯更换虎钳更重要。
下面这些现场图片更适合用来判断:你的工件是不是也属于这类家族,你的机床空间是否更适合走同样的夹持思路,以及后续是否值得继续往托盘化或自动化方向延伸。

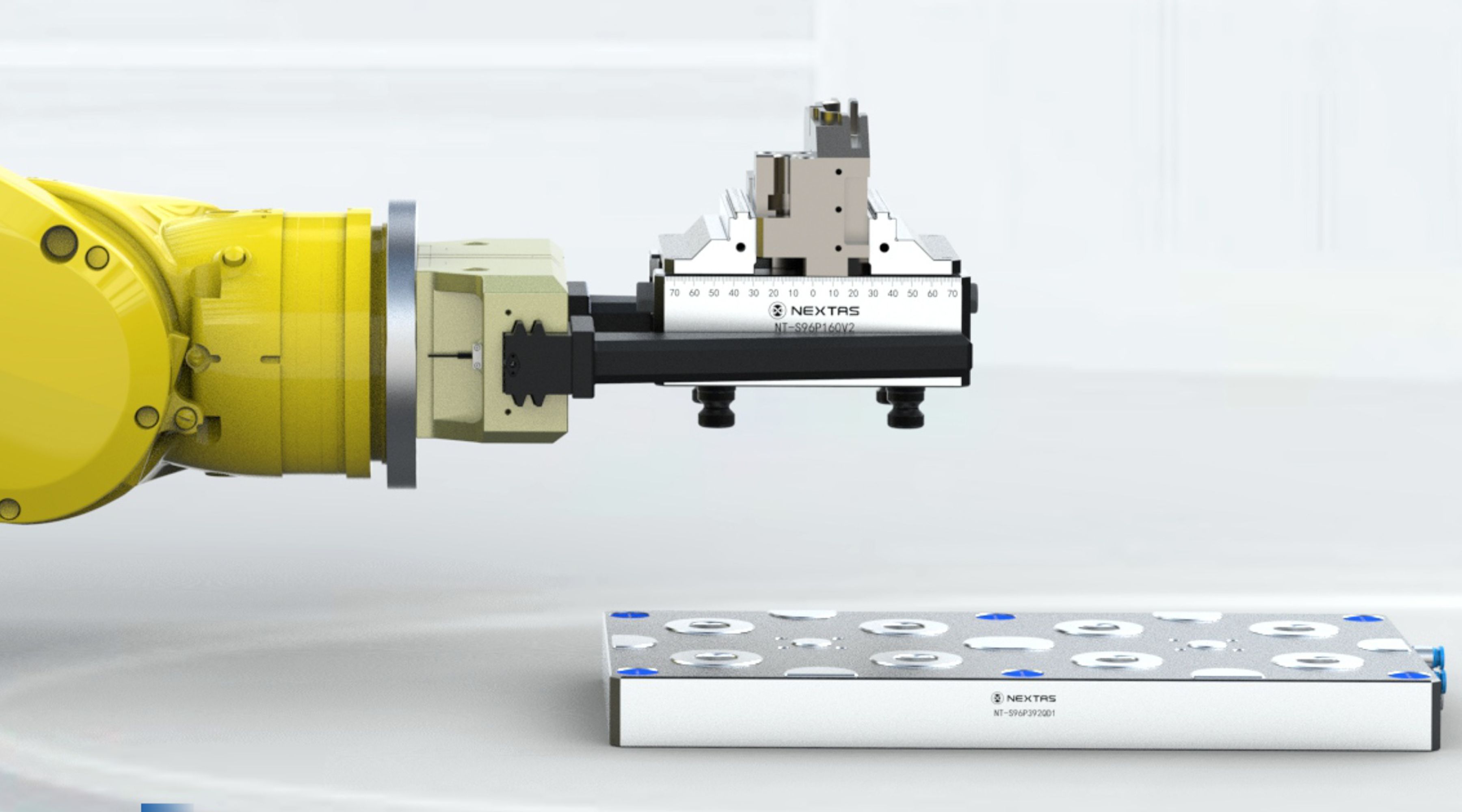
方便观察虎钳本体与整机加工空间的匹配关系。
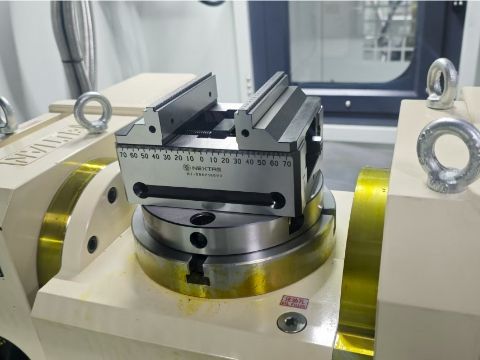
更适合查看夹持接触面、刀具可达路径与表面保护思路。

尤其适合评估同类零件批量排产时的节拍与多工位布局效率。

展示自定心虎钳在自动化 CNC 单元中的实际使用方式。
想把重复夹持做稳定,关键在于选对型号并把安装、基准确认、首件验证与维护变成标准动作。下面这套流程更适合做现场 SOP。
清洁安装界面、钳口底面与工件接触区,去除毛刺与切屑
对五轴 / 自动化的意义:清洁度直接决定重复性,是最容易被忽略的基础动作。
按规定顺序固定在工作台、托盘或零点底板上
对五轴 / 自动化的意义:统一安装方式后,后续换装不必每次重新大量找正。
首装时确认虎钳中心线或参考边,写入程序或工艺卡
对五轴 / 自动化的意义:让多托盘、多工位与机器人上下料都更可预测。
统一扭矩工具与操作顺序,确认钳口完全贴合
对五轴 / 自动化的意义:减少同一批次内夹紧力波动与微小滑移。
测量关键基准面或探测特征位,确认偏置量
对五轴 / 自动化的意义:把首件验证留档后,后续批量换装更容易快速恢复生产。
真正好用的方案,需要选对虎钳并把它放进更大的机床、零点、托盘与自动化流程里一起考虑。下面这几张表适合项目评估、售前沟通与现场导入时直接使用。
| 推荐型号 | 更适合 | 应用提示 |
|---|---|---|
| NT-S52P170V2 | 紧凑型五轴、小件高密度布置、轻量回转工况 | 自重较低,更容易做多工位排布与快速换型。 |
| NT-S52P210V2 | 希望保留更大夹持范围,同时兼顾较高可达性 | 常见于零件尺寸跨度更大的高混流任务。 |
| NT-S96P210V2 / 260V2 | 更高夹紧力、更大工件包络 | 适合需要更高刚性与更大工件族覆盖的任务。 |
| NT-S96P310V2 / 360V2 | 较大工件、较长夹持行程与更重切削工况 | 更适合把夹持稳定性放在紧凑性之前的场景。 |
| 如果你最在意… | 优先动作 | 这样做的原因 |
|---|---|---|
| 高混流快速换型 | 优先统一零点接口或托盘标准,再选虎钳平台 | 能把备料从机内移到机外,减少重复找正时间。 |
| 五轴刀具可达性 | 提前核对总高度、回转空间、钳体外形与扳手操作空间 | 避免安装后才发现干涉,导致不得不牺牲加工路线。 |
| 机器人联机 | 把夹紧确认、工件到位检测与故障恢复流程一起规划 | 自动化可靠性来自整套流程,而不是单一夹具本体。 |
| 重切削稳定性 | 增加夹持长度、支撑点或切换更高刚性平台 | 比单纯拧更紧更有效,能降低抖动与表面波动。 |
尺寸、材料、重量、已加工面、表面保护要求,以及当前工艺节拍。
机床型号、主轴形式、工作台接口、四轴 / 五轴空间、现有零点平台。
你更想先解决哪一个:换型慢、定位不稳、表面压痕、刀具干涉,还是后续自动化扩展。
这类产品的价值不在首次夹紧,而在首件确认后持续复制的稳定性。工艺、采购、夹治具与设备团队需要把导入标准、验收方法与后续支持一起明确。
同一平台可通过硬爪、软爪、阶梯爪与仿形口袋扩展到不同零件家族。比起每换一种零件就重做整套夹具,更适合高混流、多品种和频繁换型的现场。
如果你提供工件尺寸、材料、已加工面、机床空间和目标节拍,NEXTAS 可协助先判断平台尺寸、夹持范围、爪型方向,以及是否值得同步规划零点底板或托盘流转。
建议不要只看样册参数。更关键的是安装叠高、夹持空间、中心重复性、夹爪维护成本、与现有机床接口兼容性,以及后续批量复制的难易度。
项目导入后,建议把夹爪磨耗检查、安装界面清洁、中心线复核、首件记录与备件管理做成固定流程,这样更容易长期保持重复夹持稳定性。
五轴多面加工、小中型精密零件、需要保持中心一致性的对称件,以及希望减少找正时间的高混流生产场景。核心优势在中心重复性、刀具可达性和工装标准化,而不只是单次夹紧。
按工件尺寸、夹持范围、切削负载和设备空间判断。52 平台适用紧凑型五轴、多工位排布和较轻量回转工况;96 平台用于更大工件、更高夹紧力和重切削任务。
硬爪用于毛坯件、粗加工和高咬合要求;软爪适合已加工表面、薄壁件、圆件或仿形支撑。高混流产线不会只备一种爪型,而是按零件家族做组合规划。
工件极大、受力路径偏心、需要超长夹持跨度,或桥板、专用液压夹具、多点支撑方案更匹配的场景,应先看夹持策略,再选择产品。
可以。这也是很多工厂把自定心虎钳价值放大的关键做法:先建立统一的安装接口,再把机外备料、托盘流转和自动化上下料整合进来,减少机内等待与重复找正。
重点在安装界面清洁、统一上紧扭矩、夹爪状态维护、夹持长度与切削负载匹配,以及首件验证与周期复检。如果现场已经出现偶发性漂移,优先排查切屑、毛刺、夹爪接触与安装基准。
建议至少准备工件尺寸与材料、已加工面/禁止压紧面、机床型号、工作台或零点接口、目标节拍,以及当前最想解决的问题。这样比单纯说“要一把虎钳”更容易快速收敛到正确方案。
快速报价
只需三个字段——工程师将在一个工作日内回复价格与选型建议。





