
标准四爪卡盘也能夹住难装的工件,但通常需要操作员自己找正:打表、敲、调、再打表。单件修配时这没问题;可一旦机床要在混批生产中反复重复这套流程,成本就高了。
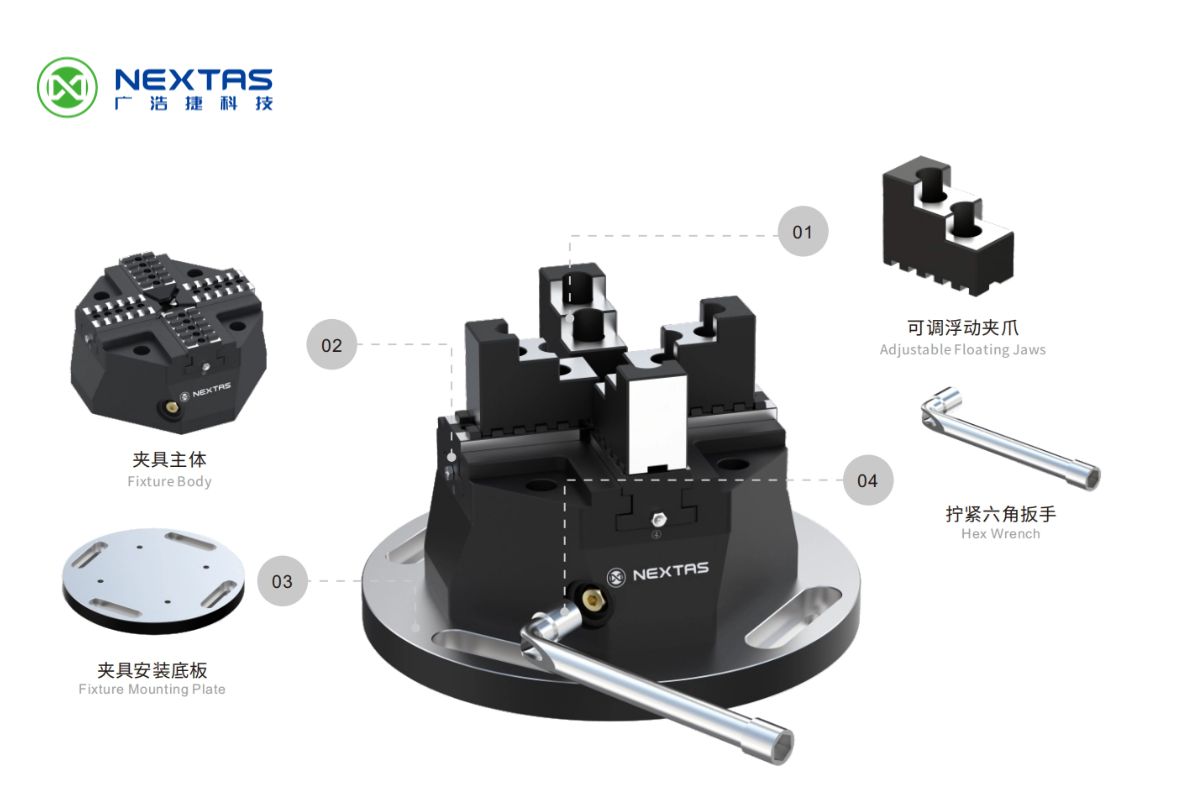
Nextas 浮动四爪卡盘正是为这种场景而生。爪可浮动以贴合表面,丝杠按顺序驱动 X、Y 两个方向,工件在一次受控的夹持动作中被拉向其几何中心。
标准夹持在哪里变慢
多数车间在给问题命名之前就已经察觉它:工件对虎钳来说不够方正,对固定爪来说不够一致,又不够简单到能用两个平行面定位。铸件、锻件、壳体、环件和车削毛坯都会带来同样的装夹麻烦。
- 手动找正太费时: 操作员只能手动追找跳动或中心线。
- 精度取决于操作员: 不同班次可能产出不同的装夹质量。
- 夹紧力可能不均匀: 两个硬接触点可能使薄壁或不规则工件变形。
- 夹具成本上升: 每一种新的异形件都开始变得像是一个定制夹具项目。
浮动四爪卡盘并非任何虎钳或卡盘的万能替代品。当装夹之所以慢正是因为工件形状本身时,用它才划算。
浮动爪如何使工件居中
浮动爪的设计让每个爪都能贴合工件表面,而不是把工件强行塞进固定的爪型里。这对表面粗糙的铸件、椭圆截面、不规则外形,或接触位置随工件而变的混批件尤为关键。
夹持动作刻意保持简单:操作员用普通内六角扳手转动自定心丝杠,由卡盘完成顺序控制,操作员无需逐个调四个爪。
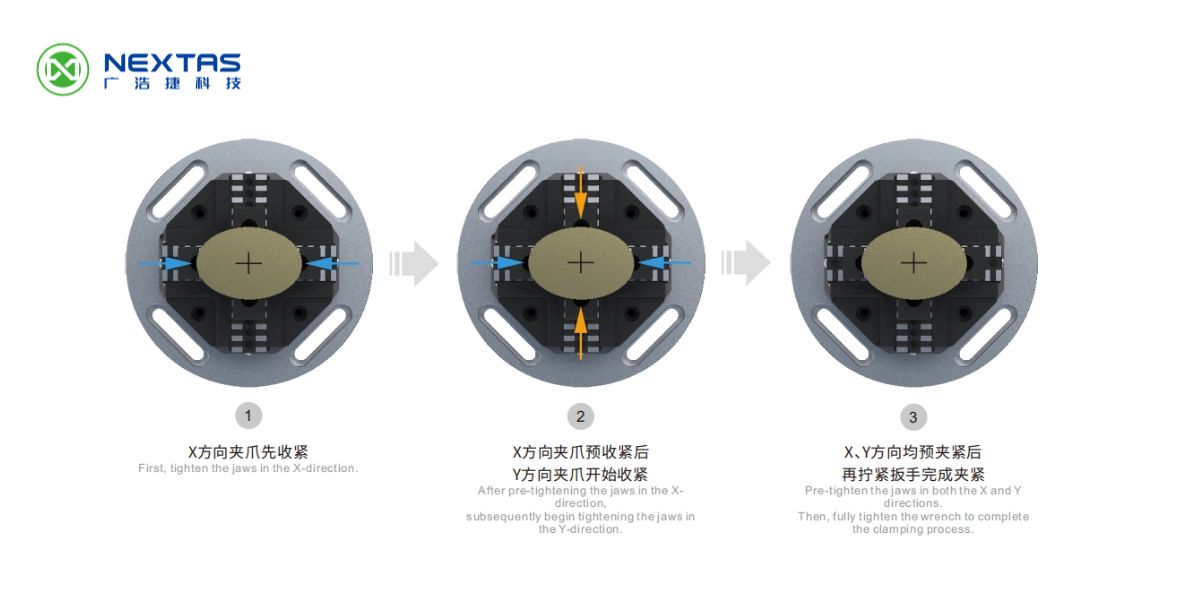
- X 向的爪先向内合拢。 在 X 方向定位并对工件预夹紧。
- 随后是 Y 向的爪。 在 X 向预夹紧确立后,把工件拉向 Y 向中心线。
- 最后拧紧完成夹持。 工件在两个轴向都已居中,并由四面平衡接触夹持。
夹持动作演示
用短视频看懂四爪协同运动
这段 16 秒的英文竖屏视频快速展示浮动四爪的协同运动。先与上方 X/Y 三步夹持顺序对照,再继续核对 P150 与 P220 的尺寸和参数。
继续查看 P150 / P220 规格P150 与 P220 规格
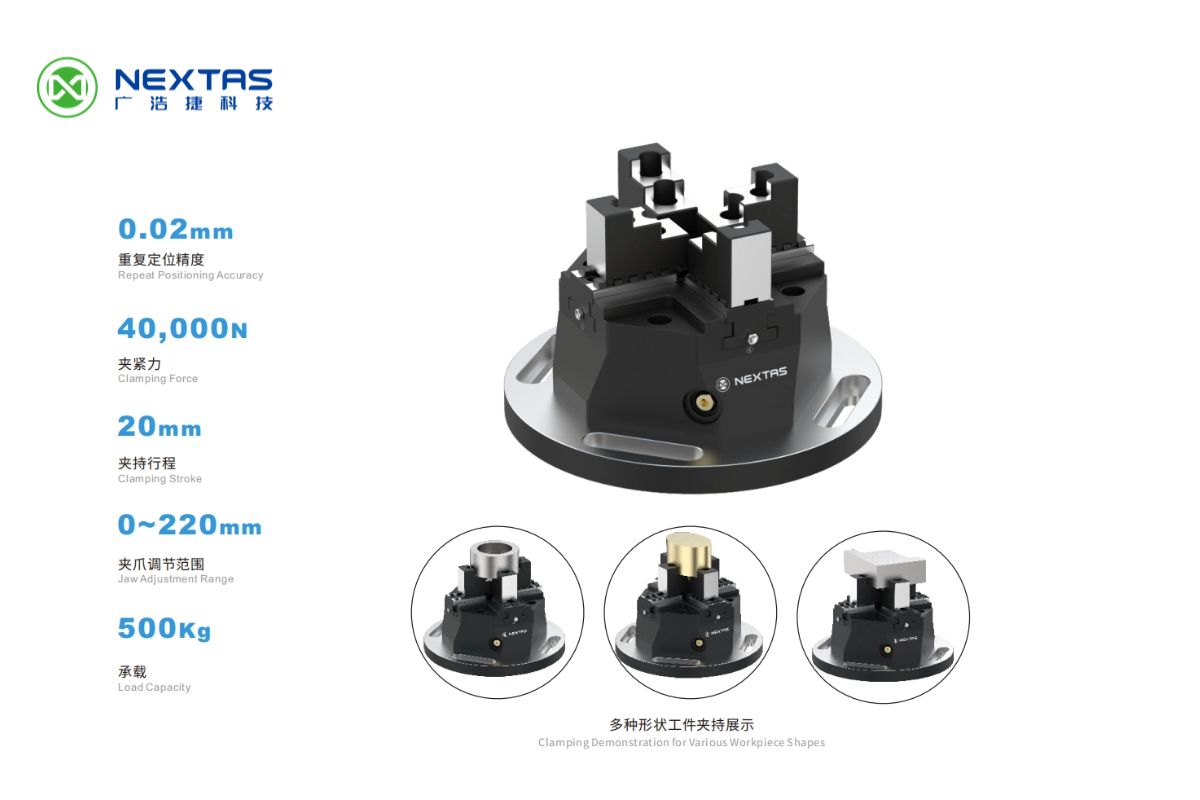
Nextas 提供两种目录规格。两者采用相同的自定心浮动爪原理,夹持行程均为 20 mm,重复定位精度均为 0.02 mm。
| 型号 | 货号 | 夹持范围 | 夹持力 | 行程 | 重量 |
|---|---|---|---|---|---|
| P150 | NT-S00P150SZ | 0-150 mm | 30,000 N | 20 mm | 21.4 kg |
| P220 | NT-S00P220SZ | 0-220 mm | 40,000 N | 20 mm | 41 kg |
该选哪个型号?
从工件族出发,而不是今天台面上的那一件。量出你预计加工的最小件和最大件,再为爪的接触、工件公差波动和实际装料间隙留足余量。
- 选 P150 当工件紧凑、机床台面有限、且工件族在 150 mm 以内时。
- 选 P220 当工件族达到 220 mm、切削负载更大,或你希望用 40,000 N 夹持力来放心粗加工时。
- 请工程评估 若工件有薄壁、断续表面、非常不均的铸造表皮,或存在重量/重心问题。
它在工装夹持系统中的位置
这套卡盘可作为机床台面上的独立夹具,但当它成为快换系统的一部分时更有用。许多车间把它装在夹具底板上,或与零点基座搭配,使整套卡盘能在机床间转移而无需从头重建装夹。
对于带有良好平行面的方块毛坯,自定心虎钳可能仍是更好的首选。而对于圆形件、不对称毛坯和异形壳体,浮动四爪卡盘是更直接的答案,因为它在 X、Y 两向都能居中,无需依赖两个干净的平行面。
下单前的车间核对清单
- 提供工件族中最大件与最小件的尺寸。
- 确认夹持面是已加工、铸造、锻造、锯切还是车削表面。
- 说明工件重量以及重心是否偏置。
- 告诉我们卡盘是直接装在台面、托盘,还是零点夹持板上。
- 列出公差目标,以及该工序是粗加工、精加工还是两者兼有。
这些信息足以让 Nextas 工程团队在报价前确认 P150 还是 P220、安装方式,以及任何关于爪/接触的注意事项。
想更快夹持异形件?
把工件形状、尺寸范围、材料和机床配置发给我们,我们会确认 P150 还是 P220 浮动四爪卡盘更合适。
申请四爪卡盘评估常见问题
哪类工件需要浮动四爪卡盘?
它最适合没有平行面、无法用标准虎钳装夹的异形、不对称、圆形、铸造或锻造工件。浮动爪从四面接触工件,无需反复打表即可定位几何中心。
Nextas 浮动四爪卡盘精度如何?
P150 与 P220 型号的重复定位精度为 0.02 mm,夹持行程 20 mm。P150 夹持范围 0-150 mm,P220 为 0-220 mm。
夹持顺序是怎样工作的?
用内六角扳手转动自定心丝杠。X 向浮动爪先合拢完成预对中,随后 Y 向爪夹紧,最后一转完成完整的自定心夹持。
什么时候该选 P150 而不是 P220?
对于 150 mm 以内的紧凑工件和较轻的机床台面,选 P150。当工件族达到 220 mm、需要高达 40,000 N 夹持力,或包含较重工件时,选 P220。