
A standard four-jaw chuck can hold awkward parts, but it usually asks the operator to do the centering work. Indicate, tap, adjust, indicate again. That is acceptable for one repair part. It becomes expensive when a machine has to repeat the same routine across a mixed batch.
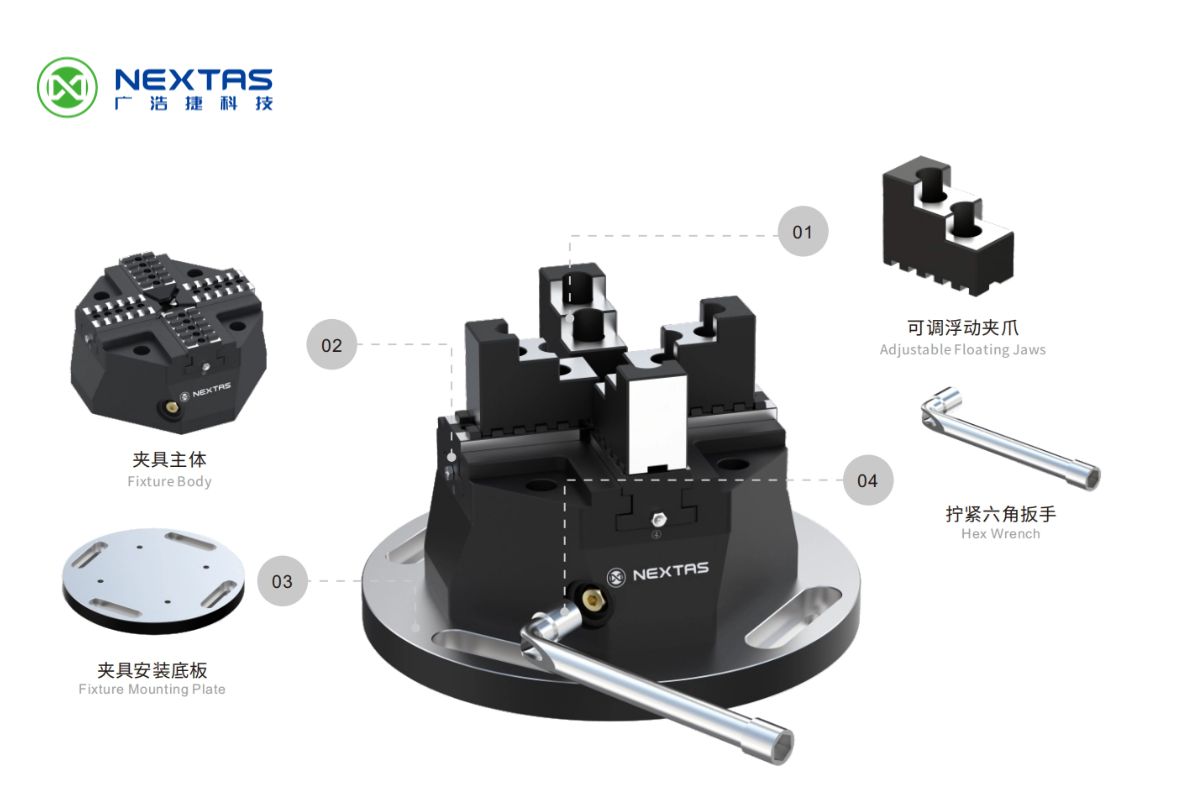
The Nextas Four-Jaw Floating Chuck is built for that exact situation. The jaws float to adapt to the surface, the lead screw drives the X and Y directions in sequence, and the part is pulled toward its geometric center in one controlled clamping operation.
Where standard clamping slows down
Most shops notice the problem before they name it. The part is not square enough for a vise, not consistent enough for fixed jaws, and not simple enough to locate from two parallel faces. Castings, forgings, housings, rings and turned blanks all create the same setup friction.
- Manual centering takes too long: the operator has to chase runout or centerline manually.
- Accuracy depends on the operator: different shifts can produce different setup quality.
- Clamping force can be uneven: two hard points can distort thin or uneven parts.
- Fixture cost grows: every new irregular shape starts to look like a custom fixture project.
A four-jaw floating chuck is not a universal replacement for every vise or chuck. It makes sense when the part shape itself is the reason setup is slow.
How floating jaws center the part
The floating jaw design lets each jaw settle against the workpiece surface instead of forcing the part into a fixed jaw geometry. That matters on parts with rough cast surfaces, oval sections, irregular outside profiles, or mixed part families where the contact position changes from job to job.
The clamping action is deliberately simple. The operator turns the self-centering lead screw with a standard hex wrench. The chuck does the sequencing; the operator does not have to adjust four jaws independently.
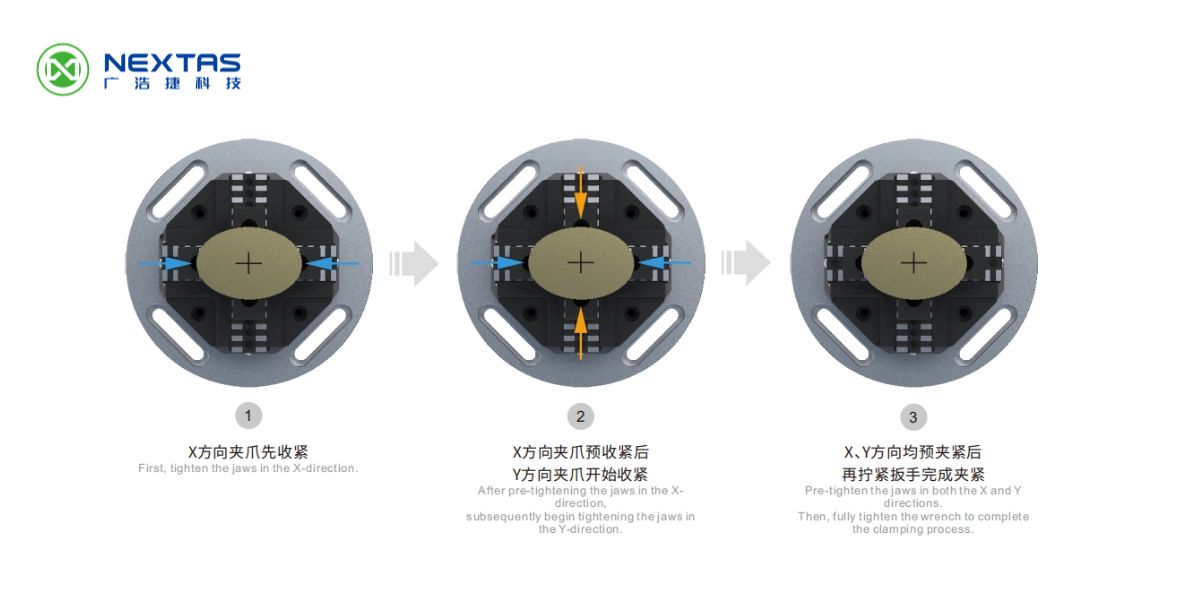
- X-direction jaws move inward first. They locate and pre-clamp the part in the X direction.
- Y-direction jaws follow. They pull the part toward the Y centerline after X pre-clamping is established.
- Final tightening completes the clamp. The part is centered in both axes and held by balanced four-side contact.
Motion demonstration
See the Floating-Jaw Sequence in Motion
This 16-second vertical clip gives a quick visual of coordinated four-jaw movement. Compare it with the three-step X/Y clamping sequence above before reviewing P150 and P220 dimensions.
Continue to P150 / P220 SpecsP150 and P220 specifications
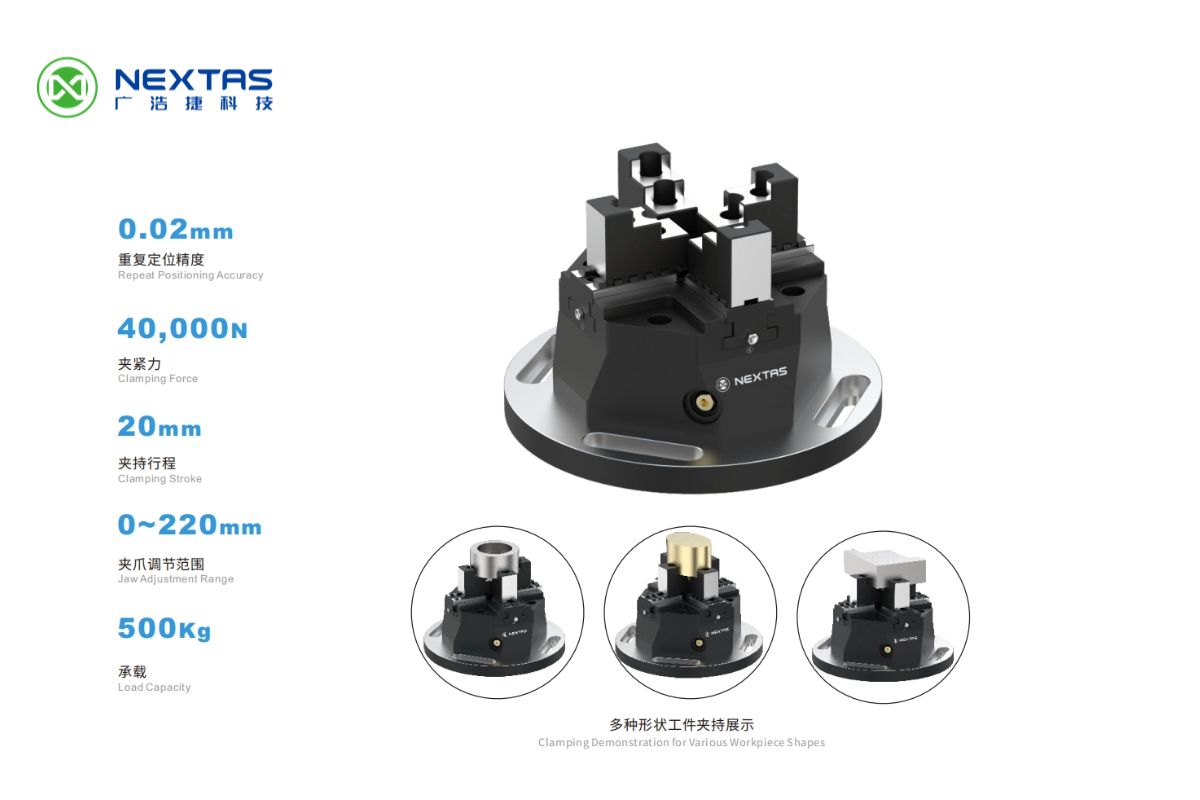
Nextas offers two catalogue sizes. Both use the same self-centering floating-jaw principle, both have a 20 mm clamping stroke, and both are specified at 0.02 mm repeat positioning accuracy.
| Model | Item No. | Clamping range | Clamping force | Stroke | Weight |
|---|---|---|---|---|---|
| P150 | NT-S00P150SZ | 0-150 mm | 30,000 N | 20 mm | 21.4 kg |
| P220 | NT-S00P220SZ | 0-220 mm | 40,000 N | 20 mm | 41 kg |
Which model should you choose?
Start with the part family, not the single part on the bench today. Measure the smallest and largest parts you expect to run, then leave enough range for jaw contact, part variation and practical loading clearance.
- Choose P150 when the work is compact, the machine table is limited, and the part family stays within 150 mm.
- Choose P220 when the part family reaches 220 mm, cutting loads are heavier, or you want the 40,000 N clamping force for roughing confidence.
- Ask for an engineering review if the part has thin walls, interrupted surfaces, very uneven cast skin, or a weight/center-of-gravity issue.
Where it fits in a workholding system
The chuck can be treated as a standalone fixture on a machine table, but it becomes more useful when it is part of a quick-change system. Many shops mount it on a fixture mounting plate or pair it with a zero-point base so the entire chuck can move between machines without rebuilding the setup from scratch.
For prismatic blanks with good parallel faces, a self-centering vise may still be the better first choice. For round parts, asymmetric blanks and irregular housings, the four-jaw floating chuck is the more direct answer because it centers in both X and Y without relying on two clean parallel faces.
Shop-floor checklist before ordering
- Send the largest and smallest part dimensions in the family.
- Confirm whether the clamping surface is machined, cast, forged, saw-cut or turned.
- Share the part weight and whether the center of gravity is offset.
- Tell us if the chuck will mount directly to the table, a pallet, or a zero-point clamping plate.
- List the tolerance target and whether the operation is roughing, finishing or both.
Those details are enough for the Nextas engineering team to confirm P150 vs P220, mounting method, and any jaw/contact notes before quoting.
Need to clamp irregular parts faster?
Send the part shape, size range, material and machine setup. We will confirm whether the P150 or P220 four-jaw floating chuck is the right fit.
Request Four-Jaw Chuck ReviewFrequently asked questions
What type of parts need a four-jaw floating chuck?
It is best for irregular, asymmetric, round, cast or forged parts that do not have parallel faces for a standard vise. The floating jaws contact the part from four sides and locate the geometric center without repeated indicator work.
How accurate is the Nextas four-jaw floating chuck?
The P150 and P220 models are specified at 0.02 mm repeat positioning accuracy, with a 20 mm clamping stroke. P150 covers 0-150 mm clamping range; P220 covers 0-220 mm.
How does the clamping sequence work?
A hex wrench turns the self-centering lead screw. The X-direction floating jaws close first for pre-centering, then the Y-direction jaws tighten, and the final turn completes full self-centering clamping.
When should I choose P150 instead of P220?
Choose P150 for compact parts up to 150 mm and lighter machine tables. Choose P220 when the part family reaches 220 mm, requires up to 40,000 N clamping force, or includes heavier workpieces.