工件形状复杂、接触面受限
适合需要围绕孔位、止口、曲面、薄壁区或禁压区重新设计夹紧路径的项目。
很多项目并不是一开始就需要定制气动夹具。只有当工件形状复杂、受力路径特殊、禁止压紧面很多、工件族需要快速复制,或者必须把夹具动作与机器人、零点接口、检测位一起规划时,定制路线才真正开始体现价值。换句话说,定制不是为了“更复杂”,而是为了把标准件解决不了的那部分风险和效率问题提前处理掉。
如果项目只是临时夹持一批工件、结构变化很大但数量很少,或者现场尚未明确机床、节拍和自动化目标,那么贸然做定制气动夹具,往往会把前期不确定性一起固化到夹具里。真正好的做法,是先判断它是不是值得进入项目型夹具路线。
适合需要围绕孔位、止口、曲面、薄壁区或禁压区重新设计夹紧路径的项目。
当项目既要稳定夹紧,又要缩短动作时间时,定制夹具更容易把动作顺序和结构层次理顺。
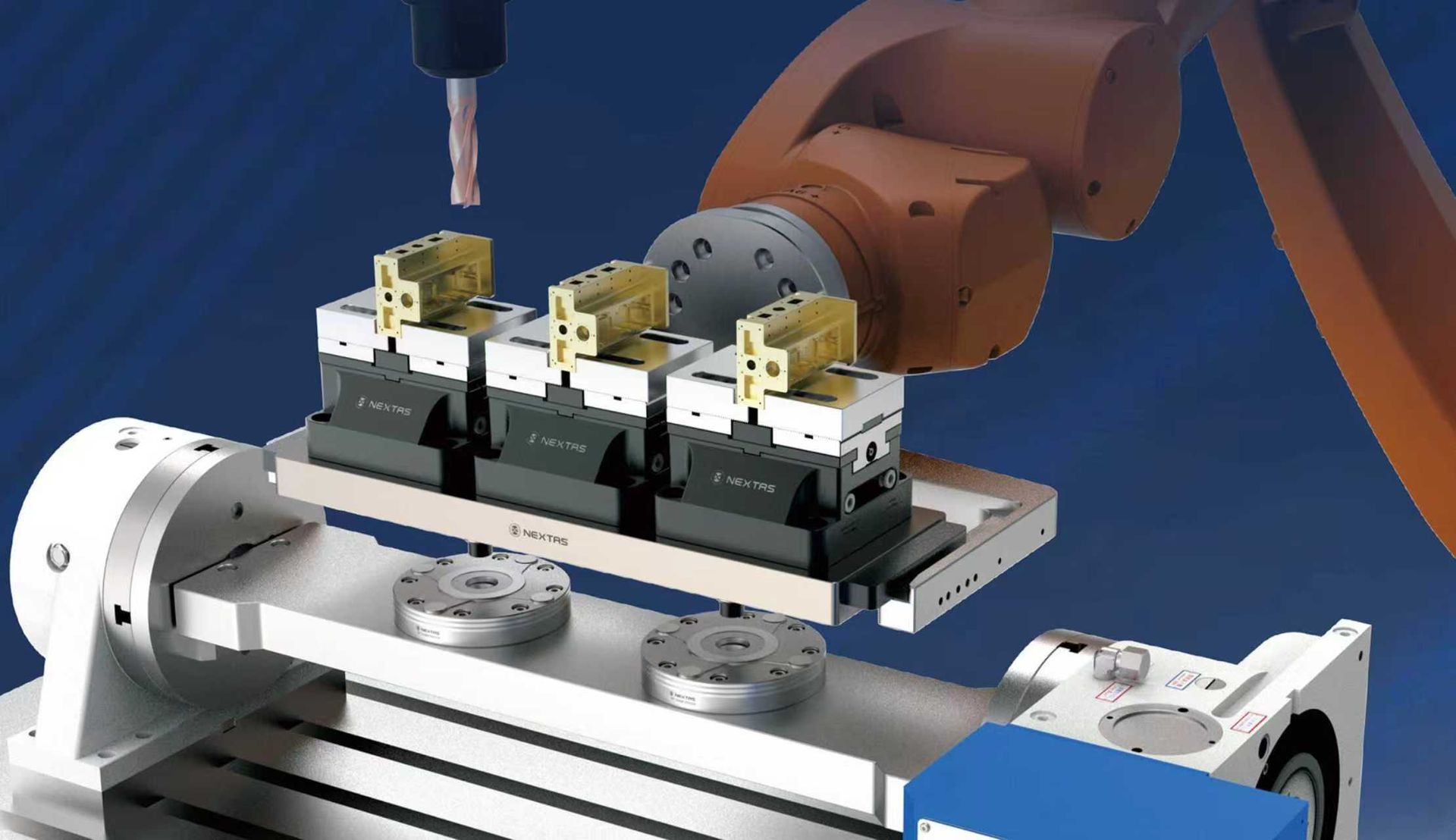
机器人抓取、托盘流转、夹紧确认和异常恢复逻辑,都更适合在夹具设计阶段一起考虑。
如果未来还有相近零件家族要接入,模块化定制通常比每次重做一套更有长期价值。
上传一份图纸或夹具照片,我们的工程师将在 1 个工作日内给出定位/夹紧方案、产品推荐和重复精度验证计划,不收取任何费用。
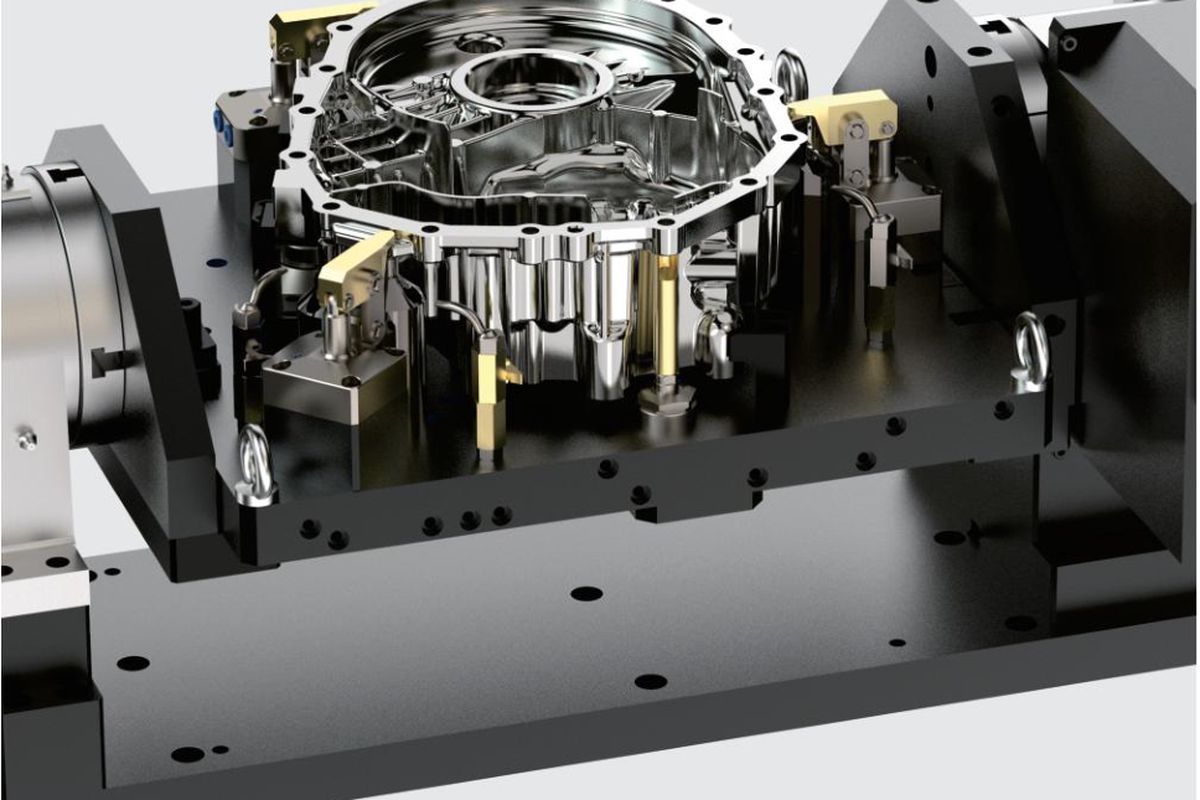
一套成熟的定制气动夹具,至少要同时回答这几件事:工件在哪里定位、哪几个点负责夹紧、哪些面不能受力、刀具怎么避让、切屑和冷却液怎么处理、机器人从哪里取放、信号如何确认,以及故障发生时怎么恢复。只有这些问题在前期就被拆开,后面的设计、制造和量产验证才会顺。
先明确工件基准、止挡、支撑、夹紧路径和刀具让位关系,再谈结构细节。
把定位、夹紧、检测、吹屑、传感器和快换接口拆成可维护的结构层,后续更好修改。
如果项目未来要接机器人或托盘化,这一步就应该把抓取、交接和换型动作一起考虑进去。
不是只验证“夹得住”,还要看重复装夹、表面保护、节拍波动和异常恢复。
通过更合适的定位链、夹紧点和支撑方式,减少工件偏移、变形和重复装夹波动。
针对已加工面、薄壁区和功能面做受力路径设计,比临时改夹爪更可控。
把动作顺序、夹紧 / 松开时序和上料方向一起规划后,更容易把工位做成可复制节拍。
前期把夹紧确认、取放空间和接口标准定义好,后续接机器人和托盘流转时改动更少。
尺寸、材料、毛坯状态、已加工面、禁压区、CTQ 和当前不稳定点。
机床型号、安装面、可用高度、进气条件、是否已有零点底板或托盘接口。
单件节拍、换型频率、是否要夜班运行、是否需要夹紧确认与异常恢复。
后续是否接机器人、检测位、料库或更多工件族,这会影响现在的模块化设计深度。
请简述工件、设备与精度要求 —— 我们通常在 1 个工作日内回复您。
继续探索
继续阅读我们博客中相关的指南与案例分析。
匹配硬件
如果您正在比较夹具硬件与集成方案,以下产品页是自然的下一步。