A custom fixture only earns its cost when it solves something a standard vise or chuck cannot. We build these for parts that are awkward to hold — asymmetric castings, thin walls, several clamp directions at once — across aerospace, automotive, and medical work. The sections below walk through where that pays off and what we design for.
1. Fitting the Fixture to an Awkward Part
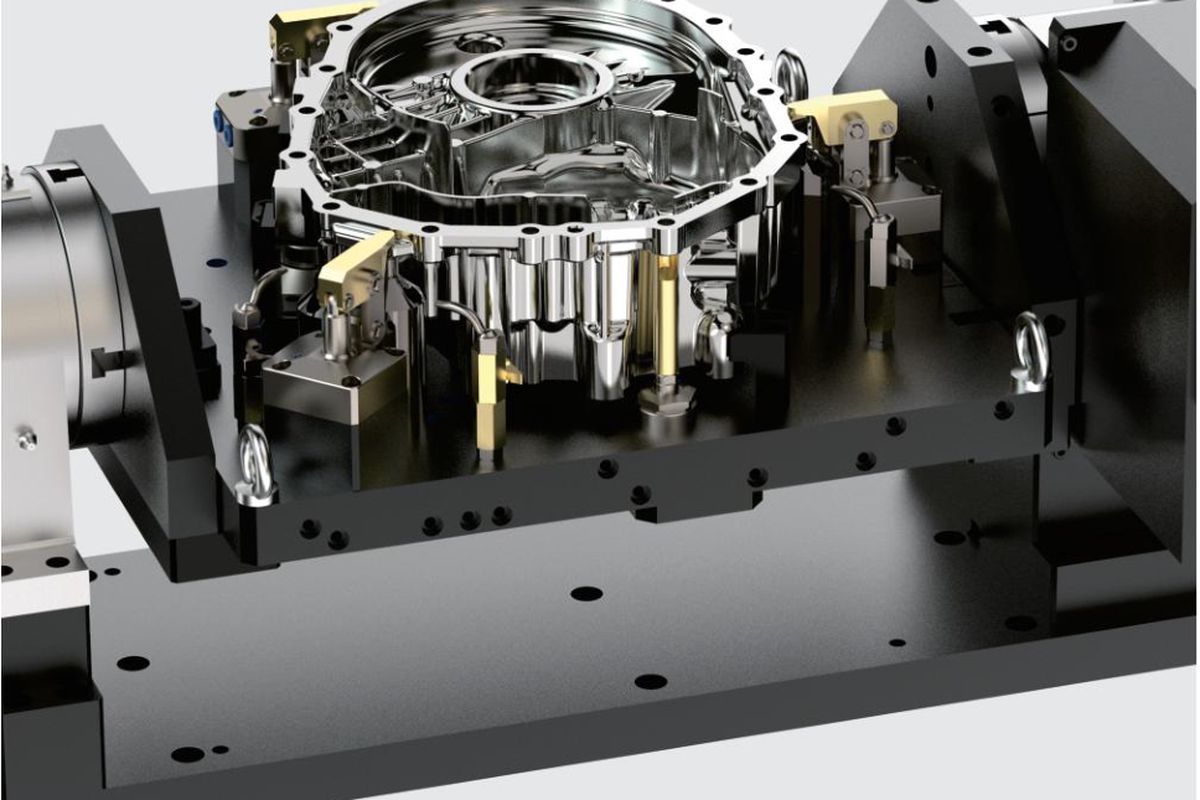
We build each fixture around the part’s actual size and shape, so even an asymmetric casting or a thin-walled component seats and locates the same way every time. If you’re machining asymmetrical aerospace parts, high-tolerance medical devices, or rugged automotive components, our team works closely with you to understand every detail of your application. A standard fixture that almost fits forces compromises—extra shims, soft jaws cut to suit, or a clamp point that marks the part; a fixture built to the part avoids those and drops straight onto your machine table.
2. Precision That Holds Across Batches
Core parts are forged from high-hardenability alloy steel and treated with our proprietary heat process, achieving a surface hardness of HRC 58-62 for exceptional wear resistance and long-term stability. Paired with a repeat positioning accuracy of <0.005 mm, that construction keeps precision stable across batches instead of drifting as the fixture wears.
3. High Clamping Force, Controlled Distortion
Equipped with a patented locking mechanism, our custom fixtures deliver over 25,000N of clamping force—enough to eliminate micro-vibrations during machining. This high but controlled grip prevents workpiece deformation and keeps surface finish consistent from part to part. Unlike generic fixtures that can slip or load unevenly, a tailored design spreads force across the part’s actual contours, so you hold it securely without crushing it.
4. Fast, Simple Operation
Pneumatic actuation locks and releases in under a second, so part swaps take less time than a manual clamp and the operator is not fighting a wrench between cycles. The integrated air-blast self-cleaning function helps here too: during each unclamping cycle, high-pressure air clears chips, coolant, and debris from mating surfaces, so seats stay clean without a manual wipe-down and parts seat the same way every time. Faster swaps and cleaner seats mean more spindle time per shift without giving up accuracy.
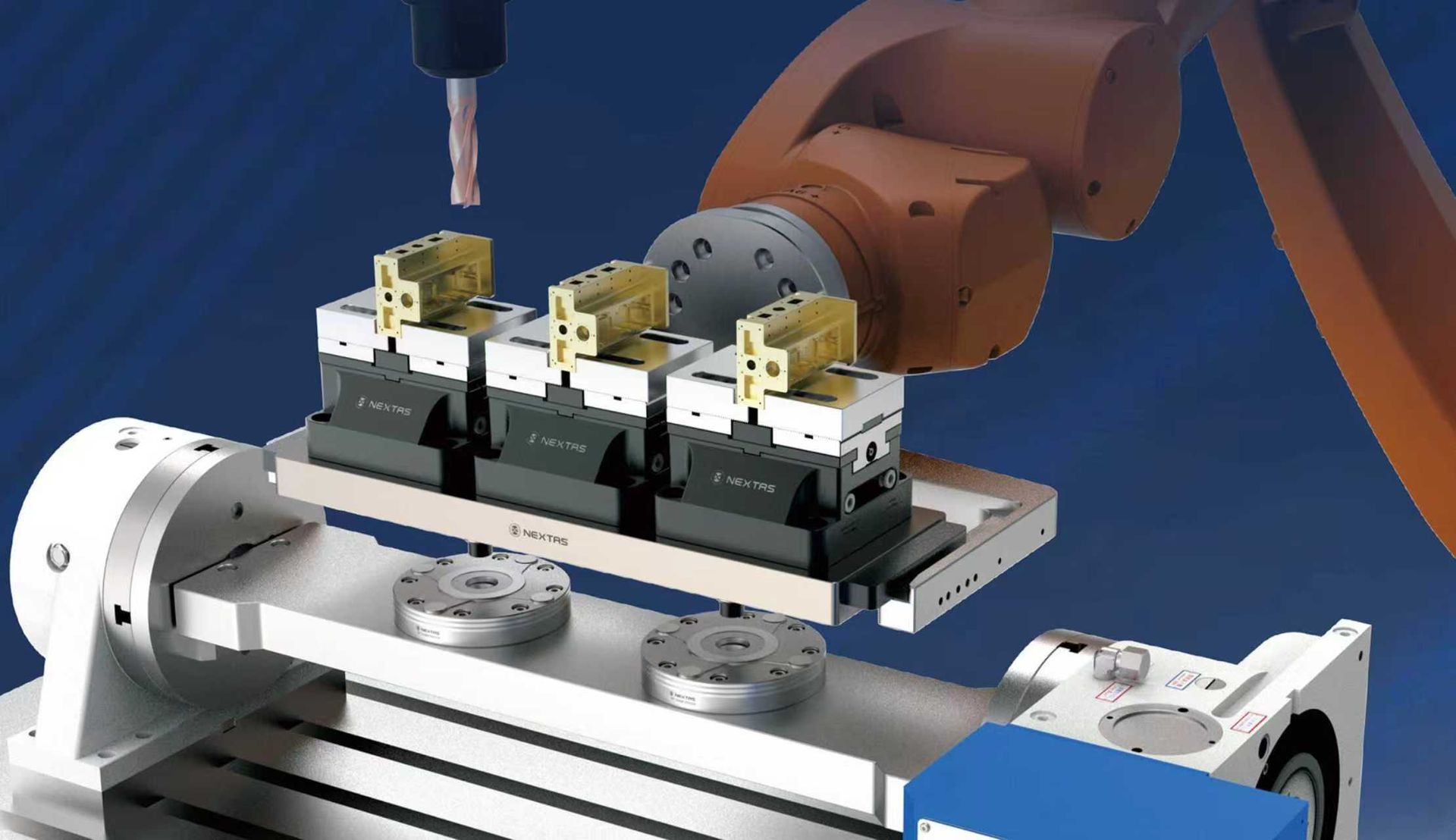
5. Easy Compatibility with Smart Manufacturing
Our custom pneumatic fixtures include integrated sensor feedback ports, so a robot cell can confirm the part is clamped and seated before the spindle starts. Whether you are retrofitting an existing line or wiring up a new cell, the clamp state reports back to the PLC, so the machine holds the cycle if a part is not properly located. That feedback is what lets you run loading and unloading unattended without trusting that every part landed right.
How We Build Custom Fixtures
We machine custom fixtures on the same equipment we use for our standard product line—Hardinge (USA), Okuma (Japan), and precision grinders from Okamoto and Moore—so the fixture quality matches what you see in our catalogue products. We hold ISO 9001, ISO 14001, and ISO 45001 certifications.
If a standard vise or plate does not fit your part geometry, a custom pneumatic fixture may be the shorter path to a stable process. Send us your part drawing and we can tell you quickly whether custom workholding makes sense or whether an existing product with modified jaws would do the job.
What speeds up a custom fixture review
Custom workholding projects move faster when the engineering team receives the real manufacturing constraints up front instead of only a part drawing. In addition to the 3D model or sample part, it helps to share datum strategy, machining sequence, material condition, required access for tools and probes, cosmetic surfaces that cannot be marked, and the target loading method. Those details often determine whether the fixture should prioritize rigidity, clearance, self-centering behavior, anti-lift support, or sensor feedback.
- Part drawing or 3D file, plus the surfaces that matter most for tolerance control.
- Machine type, axis configuration, spindle orientation, and coolant/chip environment.
- Annual or monthly volume, batch pattern, and whether robot loading is planned.
- Changeover target, allowable operator steps, and preferred clamp confirmation method.
A practical custom fixture workflow
For most projects, the safest path is concept review first, then clamping simulation, then prototype verification on the actual machine or a comparable test environment. That sequence catches the problems that are easiest to miss on paper: tool interference, chip build-up around seats, unstable support points, and operator handling friction. When those issues are solved early, the final fixture is easier to maintain and much easier to duplicate across multiple machines.
A well-designed pneumatic fixture does more than hold the part securely: it takes operator variability out of the load, shortens workpiece exchange, and gives the process a repeatable reference that holds up over months of production.