W 2026 roku czas pracy wrzeciona to nowy zysk. Jeśli przezbrojenia nadal opierasz na ręcznym „wyzerowaniu” detalu po każdym zdjęciu z maszyny, płacisz za przestoje. System mocowania punktu zerowego (zero-point clamping) zamienia ustawianie w proces powtarzalny i możliwy do automatyzacji: przygotowanie offline, szybka wymiana palet oraz pewny powrót do tego samego układu odniesienia po kontroli, CMM lub EDM/WEDM.
Jest jednak różnica między „szybko” a „bezpiecznie”. Dobrze dobrany system musi nie tylko pozycjonować, ale też mocno dociągać w osi Z (pull-down) oraz sam potwierdzać dosiadanie w środowisku robotycznym i bezobsługowym (FMS).
Co sprawdzić (szybki przegląd)
- Powtarzalność: czy paleta może wracać na to samo zero bez utraty tolerancji? (Cel: <0.003mm dla frezowania.)
- Siła docisku pull-down: czy połączenie jest sztywne podczas agresywnego zgrubiania i 5 osi?
- Weryfikacja dokładności: funkcja testu szczelności / seat-check dla pracy bez operatora.
- Ochrona przed wiórami i chłodziwem: uszczelnienia + samoczyszczenie air-jet.
- Konfiguracja spigotów: eliminacja „over-positioning” (zakleszczania) przez prawidłowy dobór trzpieni.
1) Powtarzalność: fundament precyzyjnej obróbki
Powtarzalność pozycjonowania to punkt wyjścia. Decyduje o tym, czy paleta może zostać zdjęta (np. na pomiar), przeniesiona na CMM/EDM, a następnie wrócić na maszynę do dokładnie tego samego punktu zerowego bez rozjechania wymiarów.
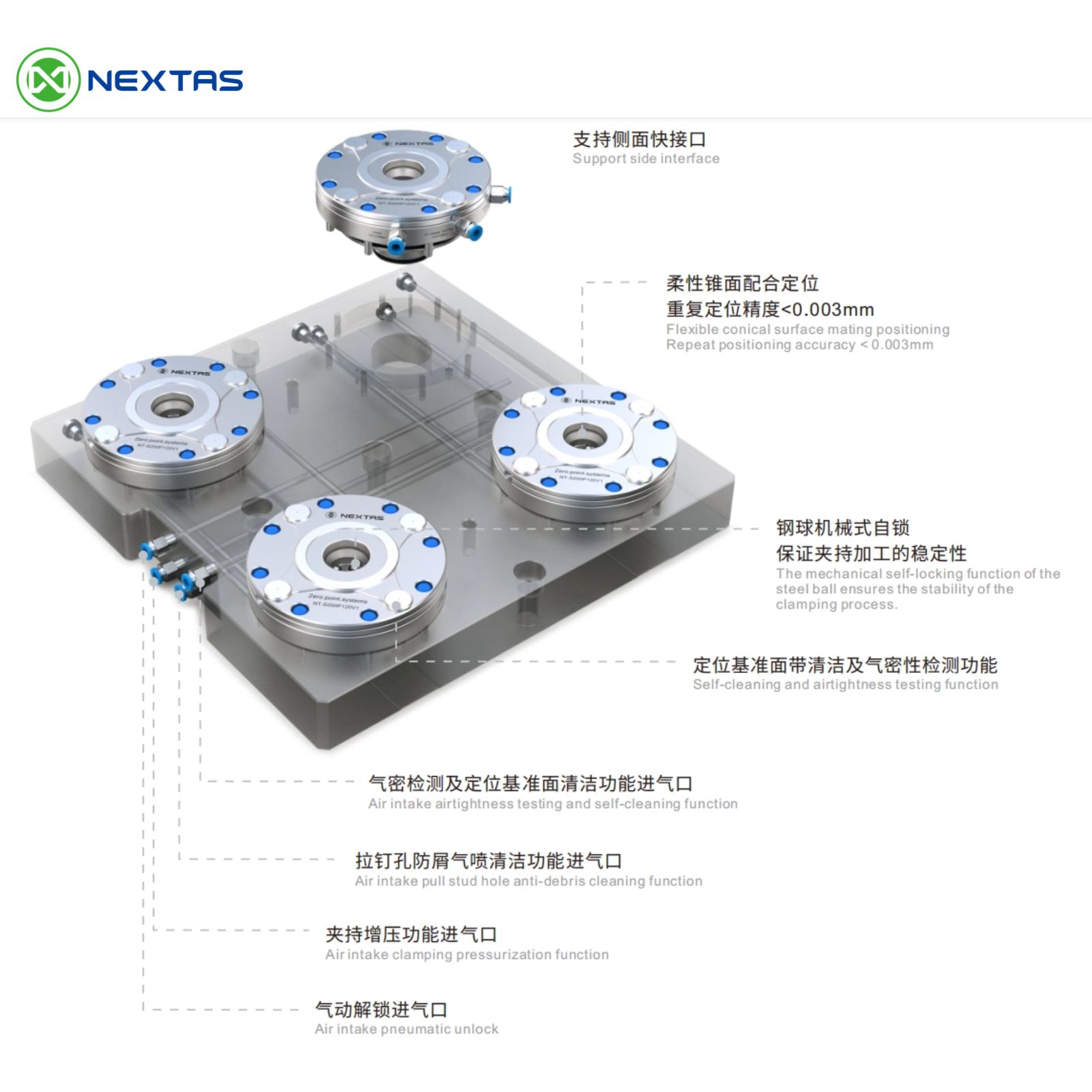
Stożkowe, elastyczne pozycjonowanie (dlaczego działa)
Płaskie bazy mogą z czasem łapać mikrozużycie i „pływać” geometrycznie. Zaawansowane systemy stosują stożkową, elastyczną strukturę pozycjonowania, która samoczynnie centruje spigot podczas wejścia w uchwyt i redukuje mikro-luzy — dzięki temu precyzja jest stabilniejsza w długim okresie.
Progi powtarzalności (co jest „dobrym” wynikiem)
- Standardowe frezowanie heavy-duty: szukaj gwarancji <0.003mm powtarzalności.
- Palety wielostanowiskowe (2/4/6 uchwytów): systemowo utrzymaj <0.005mm na całej platformie.
- Ultra-precyzja: w automatyzacji o najwyższych wymaganiach celuj w architektury osiągające <3μm.
Wskazówka praktyczna: nie oceniaj powtarzalności tylko „z katalogu”. Zapytaj o metodę testu (liczba cykli, obciążenie, narzędzie odniesienia) i odtwórz prostą wersję w swoim zakładzie — instrukcję znajdziesz w sekcji 6.
2) Siła docisku pull-down i udźwig w heavy-duty
Powtarzalność mówi, że paleta wraca w to samo miejsce. Siła docisku pull-down mówi, czy paleta zostaje dociągnięta do bazy w osi Z podczas zgrubiania, dużych posuwów i ruchów 5-osiowych — bez mikro-odrywania, wibracji i chatteru.
Mechaniczne samohamowanie = bezpieczeństwo
Najpewniejsze systemy pracują w logice pneumatyczne odblokowanie + mechaniczne zablokowanie. W konstrukcji NEXTAS siła zacisku pochodzi z sprężyn + kul stalowych (mechanizm samohamowny). Dzięki temu podczas obróbki możesz odciąć powietrze, a docisk pozostaje stabilny.
Kluczowe dla FMS: nawet przy spadku ciśnienia w instalacji ciężka paleta pozostaje bezpiecznie zablokowana do momentu celowego odblokowania.
Funkcja „boost” (pressurization) dla ekstremalnego skrawania
W ciężkim zgrubianiu pomocna jest funkcja zwiększenia docisku (doprowadzenie sprężonego powietrza do dodatkowego portu). Ciśnienie pneumatyczne wspiera sprężyny, podnosząc całkowite napięcie pull-down i stabilność połączenia.
Porównanie specyfikacji uchwytów zero-point (2026)
Poniżej zestawienie (wartości typowe), które ułatwia dobór rozmiaru uchwytu do masy palety, sił skrawania i gabarytów maszyny.
| Model | Powtarzalność | Siła zacisku | Udźwig unoszenia | Materiał | Zastosowanie |
|---|---|---|---|---|---|
| P85 (NT-S200P85V1) | <0.003mm | 4,000 N | 30 Kg | Hardened Stainless Steel | Kompaktowe 5-osiowe mocowanie, małe elektrody |
| P120 (NT-S200P120V1) | <0.003mm | 12,000 N | 100 Kg | Hardened Stainless Steel | Standardowe frezowanie CNC, palety oprzyrządowania |
| P195 (NT-S200P195V1) | <0.003mm | 40,000 N | 300 Kg | Hardened Stainless Steel | Duże detale, ciężkie zgrubianie |
| BDS Series | <3μm | 60 KN (60,000 N) | 100 Kg (Max load 800Kg) | Hardened Stainless Steel | Ultra-precyzyjne FMS, stałe indeksowanie 4×90° |
Uwaga: hartowana stal nierdzewna zapewnia wysoką trwałość i nadaje się do trudnych warunków (EDM/WEDM, chłodziwa, wióry).
3) Jak weryfikować dokładność w automatyzacji bezobsługowej
W produkcji lights-out operator nie sprawdzi każdego dosiadania czujnikiem zegarowym. System zero-point musi umieć zweryfikować prawidłowe osadzenie oraz sam się czyścić.
A) Test szczelności (seat-check)
Funkcja testu szczelności przepuszcza powietrze przez port czujnika po zaciśnięciu. Jeśli paleta dosiada idealnie do bazy Z, obwód się uszczelnia. Jeśli drobny wiór tworzy mikro-szczelinę, powietrze ucieka, a czujnik NPN/PNP może wysłać sygnał STOP do sterowania CNC — zanim obrobisz złom.
B) Samoczyszczenie air-jet i ochrona przed wiórami
Wióry i chłodziwo niszczą precyzję. Szukaj zintegrowanego przedmuchu powietrzem, który czyści bazę Z i gniazdo spigota podczas odblokowania, oraz solidnych uszczelnień (np. O-ring), aby brud i ciecz nie wchodziły do mechaniki.
C) Funkcja unoszenia przy odblokowaniu (dla ciężkich palet)
Upuszczanie ciężkich palet na bazę Z z czasem powoduje mikroudar i ślady. Mechanizm unoszenia podczas odblokowania delikatnie odciąża bazę Z, chroniąc płaszczyzny odniesienia i wydłużając żywotność systemu.
4) Unikaj over-positioning: inteligentna konfiguracja spigotów
Najlepszy uchwyt nie pomoże, jeśli spigoty na palecie będą „przeokreślać” geometrię. Montaż kilku sztywnych trzpieni centrowania może prowadzić do zakleszczania przy zmianach temperatury i tolerancjach — to właśnie over-positioning.
Rozwiązaniem jest podział spigotów na trzy funkcje:
- Spigot pozycjonujący: zerowy luz; blokuje ruch w X i Y jako punkt „true zero”.
- Spigot kompensacyjny: luz kierunkowy; ogranicza obrót i kompensuje rozszerzalność.
- Spigot zaciskowy: luz promieniowy; zwiększa docisk pull-down bez ograniczania X/Y.
Dobra praktyka (paleta 4-uchwytowa): 1 pozycjonujący + 1 kompensacyjny + 2 zaciskowe. To „matematycznie poprawna” konfiguracja — sztywno pozycjonuje i eliminuje ryzyko zakleszczania.
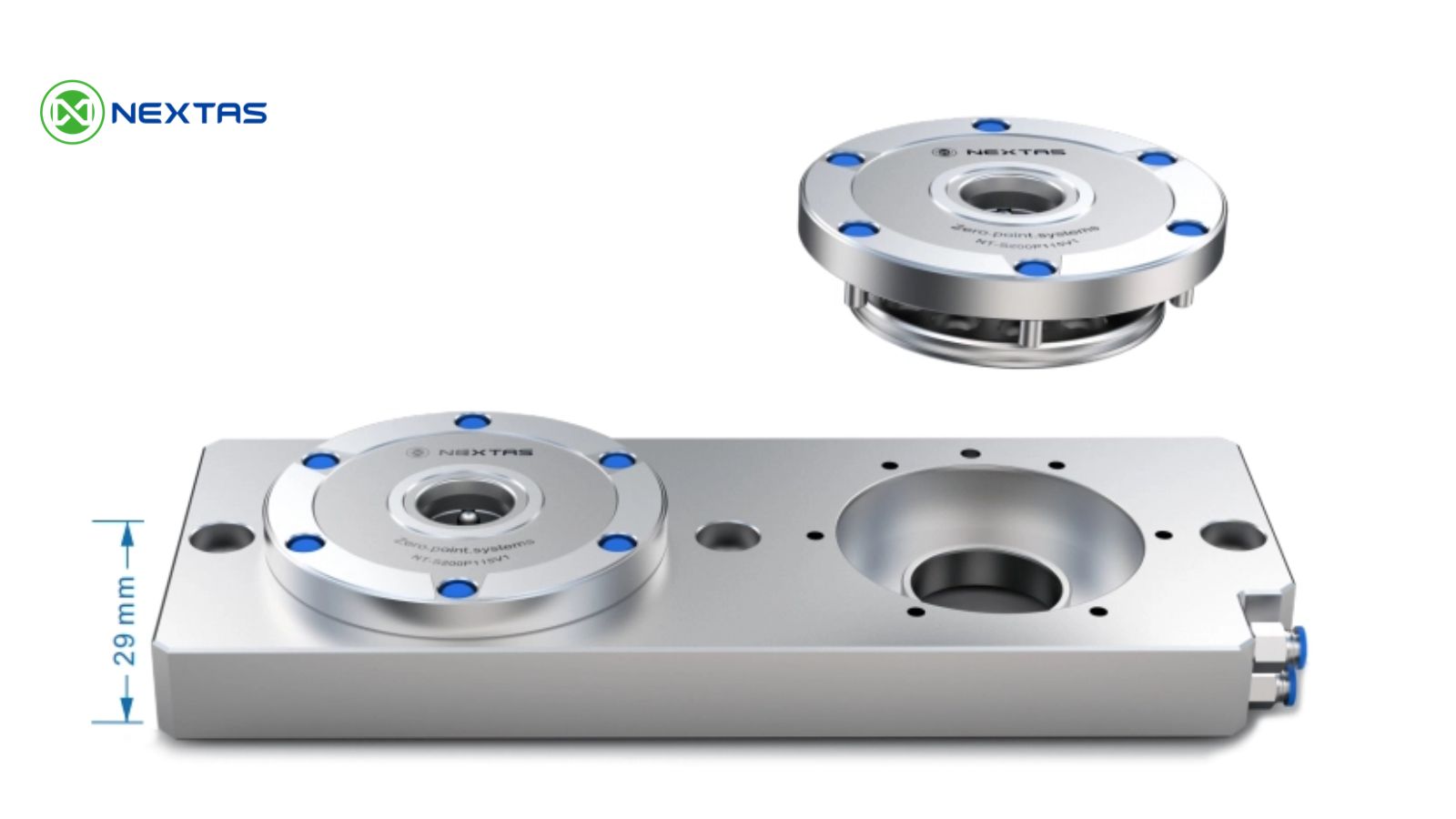
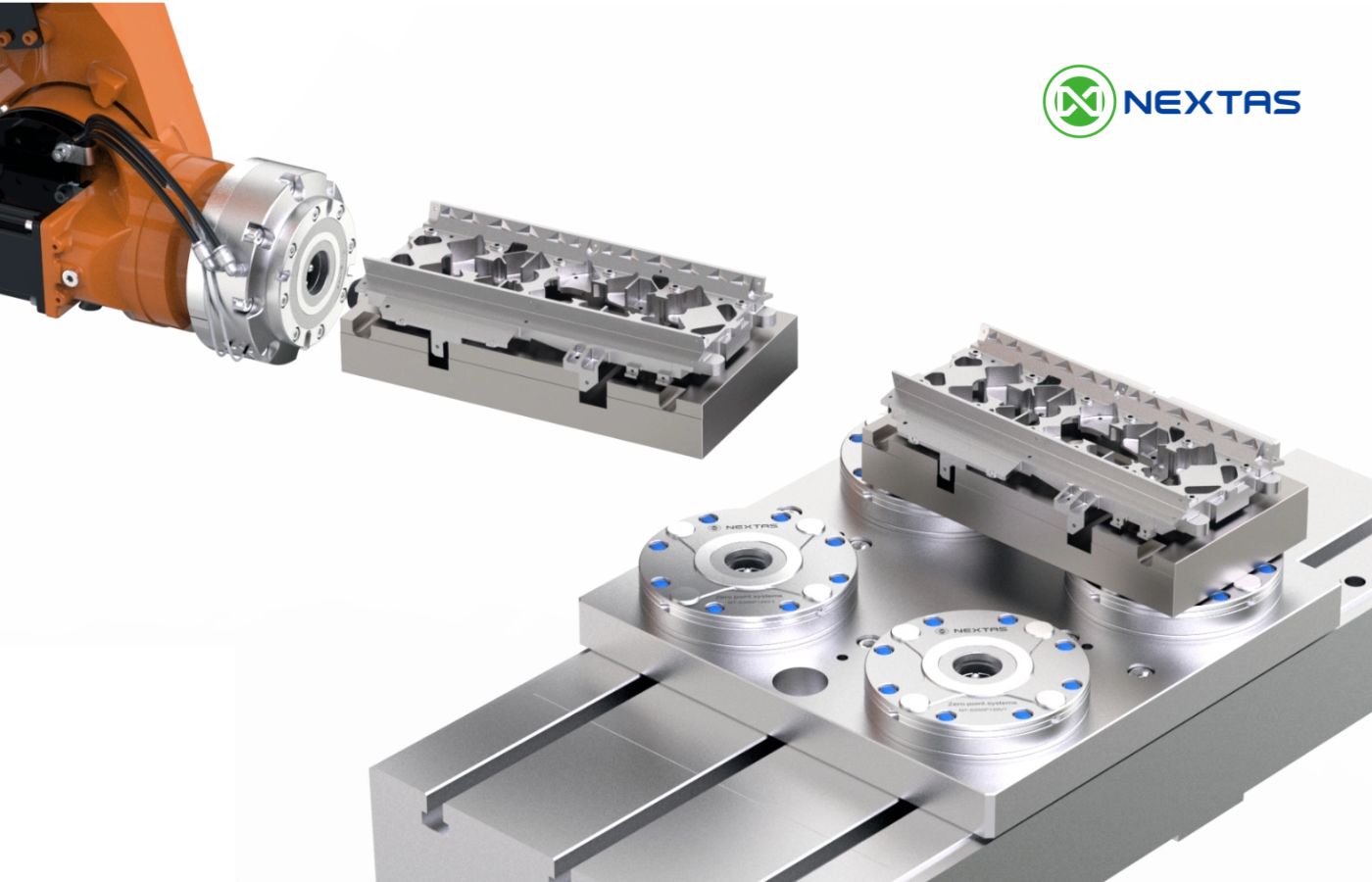
5) Integracja systemu i trendy FMS (2026)
W Industry 4.0 liczy się kompatybilność. Modułowe rozstawy 52 mm i 96 mm ułatwiają integrację z istniejącymi imadłami samocentrującymi i rozbudowę stanowisk.
Najczęstszy układ FMS w 2026 łączy:
- płytę bazową quick-change
- robota 6-osiowego (np. KUKA, FANUC, Mitsubishi)
- magazyn palet / system bramowy / karuzelę 24/7
- opcjonalnie integrację z MES/ERP (zbieranie danych w czasie rzeczywistym)
6) Jak sprawdzić powtarzalność i dosiadanie (checklista warsztatowa)
Aby uniknąć niespodzianek, zweryfikuj system w warunkach produkcyjnych. Poniżej prosty workflow testowy, który sprawdza się podczas uruchomień.
Test powtarzalności (cykle)
- Przygotuj paletę testową z artefaktem odniesienia (np. pin pomiarowy / blok szlifowany).
- Zaciśnij, zaprobnuj/wyindykatoruj i zapisz wartości X/Y/Z.
- Odblokuj i ponownie zaciśnij przez 20–30 cykli (więcej dla pracy wysokoczęstotliwościowej).
- Policz maksymalne odchylenie oraz odchylenie standardowe; porównaj z budżetem tolerancji.
Walidacja seat-check (wióry i chłodziwo)
- Wprowadź kontrolowane „zanieczyszczenie” (drobne wióry, film chłodziwa) i powtórz zaciski.
- Potwierdź, że czujnik szczelności niezawodnie wykrywa brak dosiadania.
- Sprawdź interlock CNC/PLC: bezpieczne zatrzymanie programu po wykryciu wycieku.
Test stabilności pull-down (w praktyce)
- Uruchom zgrubianie, które wcześniej powodowało chatter lub mikroprzesunięcia.
- Sprawdź ślady, wzorzec drgań i drift wymiarów po obróbce.
- Jeśli masz boost intake — porównaj chropowatość i żywotność narzędzia.
Podsumowanie i następne kroki
System mocowania punktu zerowego to najszybsza droga do redukcji przezbrojeń i stabilnej automatyzacji. Priorytety: <0.003mm powtarzalności, mechaniczny docisk samohamowny oraz weryfikacja dosiadania — zwłaszcza w paletach obsługiwanych przez roboty i FMS.
Gotowy skrócić przezbrojenia nawet o 90%?
Podaj typ maszyny (3-osiowa / 5-osiowa / EDM), wymiary palety i cel tolerancji — nasi inżynierowie dobiorą niezawodny uchwyt bazowy oraz architekturę spigotów.
- Firma: NEXTAS
- WhatsApp: +86 13415429444
- Email: sandy@nextas.com
- Strona: https://www.nextastech.com/


