适用场景
频繁换活、多品种零件族、模块化装夹
优势
快速可重复定位、可扩展、自动化就绪
注意事项
需保持接口清洁,注意排屑
典型换装时间
30~120 秒
四轴加工的精度高度依赖回转轴与工件之间的对齐关系。即便基准面上只有 0.01 mm 的偏差,经过每次分度旋转,误差也会累积放大,最终导致废品、返工和主轴时间的永久损失。
传统装夹方式下,每次换活都需要在回转台上重新打表、垫片找正,这个过程通常要花 30~60 分钟,复杂零件更久。一个班次换几次活,很容易就损失 2~3 小时的有效切削时间。
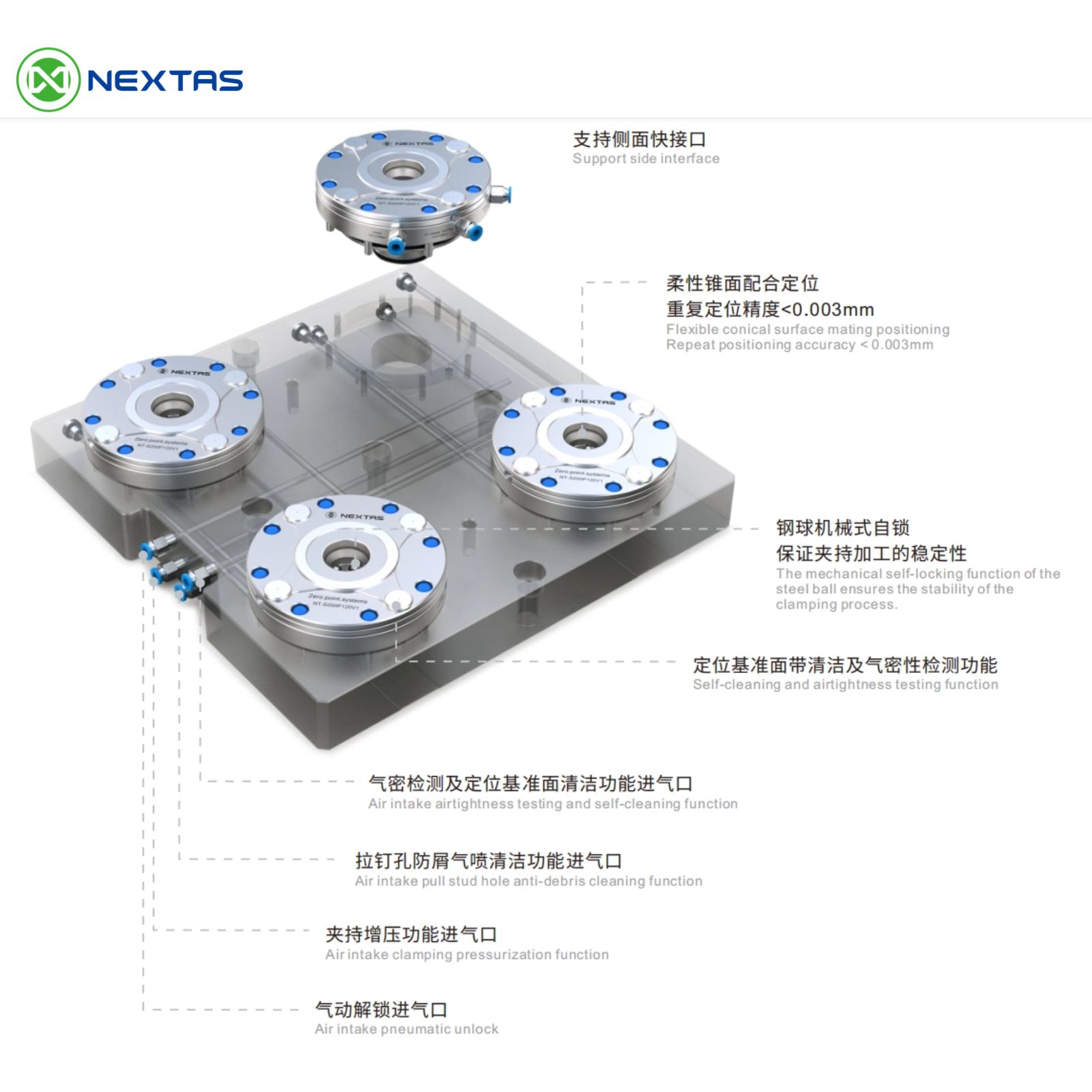
零点定位系统用一套机械接口替代了整个找正流程。夹具上的拉钉落入固定在回转台上的夹紧模块,锥面定位自动完成对中。每次装夹位置完全一致,重复精度可达 0.005 mm 以内,单个模块夹紧力最高可达 40 kN。换装时间从半小时缩短到 5 分钟以内。
如上方视频所示,换型过程很直接:释放气压,提走旧夹具,放上新夹具,系统自动锁紧。无需百分表、寻边器和垫片。主轴几分钟内即可恢复切削。
这套方案同样适用于单件精密装夹、多件夹具、墓碑式配置和复杂几何工件。汽车变速箱壳体、航空结构件、医疗植入体毛坯、通用机加工车间——接口保持不变,只有上层工装发生变化。这种模块化才是让四轴回转生产真正可扩展、而不是卡在换装瓶颈上的关键。
不同厂商的回转台——Tsudakoma、Kitagawa、Nikken、Haas、Peiseler 或其他品牌——螺栓孔位、T 型槽布局、中心孔尺寸和安装面几何形状各不相同。使用通用过渡板会增加堆叠高度、降低刚性,并且通常会牺牲工作行程,这就失去了升级的初衷。
我们采取相反的做法。只需提供回转台的型号和安装面图纸,我们的工程团队就会为其量身设计零点底板。每一个细节——螺柱间距、沉孔深度、销钉孔位、接口平面度规格——都针对你的具体设备进行定制。成品装上后就像机床出厂配置一样。
底板布局不仅仅是"一块板配一台台面"。常见配置包括:
核心在于——你买到的不是一个目录产品去碰运气,而是一套围绕你的设备、你的零件和你车间实际运行方式来做工程设计的系统。
任何零点系统都能在第一天夹得准。真正的问题是,经过六个月的生产——冷却液、切屑、铸铁粉和铝屑不断渗入每个缝隙之后,它是否依然夹得准。大多数重复精度问题并不是突然失效,而是缓慢退化,在三道工序之后才以公差漂移的形式暴露出来,而那时废品已经产生了。
我们的系统内置两项功能来直接应对这个问题。
在每次夹紧循环前,系统对拉钉与夹紧模块之间的密封腔进行压力衰减测试。逻辑很简单:向密封腔充入设定压力,保持几秒钟,测量压降。如果衰减超过阈值,循环暂停并报警。
这能在产生废品之前捕捉三类常见问题:密封圈磨损或破损、拉钉与锥面之间夹有切屑、以及拉钉未完全就位。在这三种情况下,操作员都能收到明确的报警,而不是在终检时才发现超差零件。
每次夹紧循环都包含一次受控的压缩空气吹扫,清理定位锥面、拉钉腔和周围的密封面。在下一个夹具落入之前,切屑和冷却液就已经被吹走。
这在湿加工环境中价值最大——使用水溶性冷却液切削铸铁或铝时,会产生容易塞入紧密接口的泥状物。如果没有自清洁功能,操作员每次装件前都需要手动擦拭每个夹紧工位。有了它,系统在整个班次中自行维护。结果是卡顿更少、就位更一致、计划维护间隔更长。
这两项功能把预防性维护从人工检查清单变成系统逐循环自动处理的事情。你仍然按计划对模块进行检查和保养,但日常可靠性不再仅仅依赖操作员的自觉性。
如果你的车间在做四轴回转加工,但每次换活还在重新打表找正,道理很简单:省下的每一个 30 分钟换装就是多出 30 分钟的切削。以两班制生产计算,一个月下来,累积可恢复的主轴时间以"天"计。
在回转台上安装定制零点系统,同时解决速度问题(分钟级换装取代小时级)和一致性问题(0.005 mm 重复精度取代依赖操作员的手动找正)。气密检测和自清洁确保系统长期保持这种状态,而不仅仅是第一周。
启动流程如下:
我们已经为汽车、航空、医疗、半导体和通用加工客户打造了零点回转台系统。带着你的应用需求来,工程交给我们。
使用下方快查表,为"四轴回转台零点定位系统"这类场景选择合适的工装方案。我们围绕换装时间、重复精度、自动化就绪度和综合成本来梳理——帮你快速做出可靠判断。
症状:重复精度差、异常错位
修复:统一一种拉钉规格;在托盘上做好标识。
症状:精度漂移、"莫名其妙"的公差问题
修复:使用防护盖 + 气吹 + 快速擦拭检查清单。
症状:重复精度波动;"玄学"换装误差
修复:增加气吹、防护盖和清洁流程。
症状:变形、振颤、公差超差
修复:使用合适的夹爪支撑 + 控制夹紧力。
症状:每次装夹都变成一次性工程
修复:建立车间标准(基准、托盘、孔位规格)。
症状:更高的人工成本 + 停机时间
修复:评估综合成本:人工、废品、换装时间。
上传一份图纸或夹具照片,我们的工程师将在 1 个工作日内给出定位/夹紧方案、产品推荐和重复精度验证计划,不收取任何费用。
可以。我们为每台回转台定制安装底板,匹配螺栓孔位、螺柱间距和接口几何尺寸,不受品牌和型号限制。
大多数车间换装时间可缩短 80%~90%。原来需要 30~60 分钟的手动找正,使用零点接口后通常可以缩短到 5 分钟以内。
在每次夹紧循环前,系统对拉钉与夹紧模块之间的密封进行压力衰减测试。如果压降超过阈值,系统暂停并报警,防止在未就位或松动的状态下加工。
在湿加工或切削铸铁、铝等多屑材料时最有价值。在干净的干切环境中收益较小,但仍能延长维护间隔。
请简述工件、设备与精度要求 —— 我们通常在 1 个工作日内回复您。
继续探索
继续阅读我们博客中相关的指南与案例分析。
匹配硬件
如果您正在比较夹具硬件与集成方案,以下产品页是自然的下一步。