
Share machine mix, pallet flow and lights-out hour targets
We first connect your machine group, storage logic and digital integration level to the right automation format, rather than starting from a single piece of equipment.
Machine group and interfaces
Specify machine models, door opening, control family, load limits and whether one unit must serve one, two or three machines.
Pallet and storage logic
State pallet dimensions, fixture family, buffer need, footprint constraints and preference for vertical magazine, rotary or gantry/truss.
Digital scope and staffing
Add target lights-out hours, shift pattern and desired level: standalone, dashboard or MES / APS / WMS link.
Quick handoff to engineering
Send the machine mix and lights-out hour targets first
- Machine models, door access limits and whether one loader serves multiple machines.
- Pallet dimensions, weight range and expected buffer quantity.
- Preferred storage route: vertical magazine, rotary, gantry, AGV or broader FMS planning.
- Dashboard visibility only or deeper MES / APS / WMS link needed.
Which automation route fits your shop first?
Compare the practical starting points below to decide whether phase one should be a compact loading cell, a dense pallet buffer, a wider transfer reach or a broader FMS discussion.
Choose vertical magazine automation when
You want a compact first step, one or two machines, offline pallet preparation and a cleaner path away from manual loading.
Choose rotary storage when
You need more pallet positions in limited floor space and want dense buffering for mixed jobs without a large linear layout.
Choose gantry automation when
You need a longer transfer reach, overhead access or a cleaner way to coordinate loading across multiple machines.
Start FMS planning when
Machine count, scheduling pressure, pallet tracking and MES / WMS coordination are already the bottleneck instead of just loading speed.
What to send before we recommend an automation layout
Machine model, quantity, spindle type and whether the first target is one machine, one-to-two or one-to-three coordination.
Typical part dimensions, pallet dimensions, weight, changeover frequency and whether fixtures are already standardised.
Lights-out run time, operator reduction target, buffer quantity and whether robotic handling, storage or AGV connection is expected.
Tell us whether MES, APS, WMS, RFID, traceability or dashboard reporting should be included from phase one.
Automation Unit Range
A practical overview of the brochure concepts most relevant for planning projects in CNC machining cells.
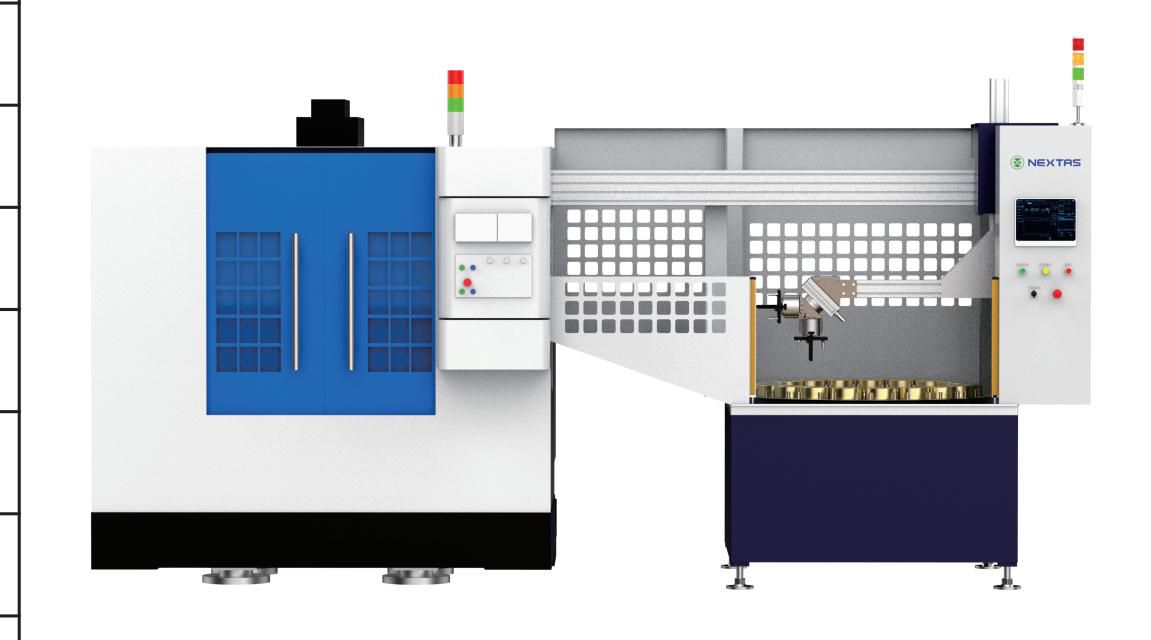
NTS-V4 Automated Unit
Compact concept for high-mix / low-volume production where one machine needs to keep cutting while pallets are prepared and transferred in a controlled loop.
- 4 pallet storage positions
- Handling capacity up to 650 kg
- Handling speed 300 mm/s
- Repeat accuracy <0.005 mm
NTS-V12 Automation Unit
A larger pallet-based cell for shops that need space-optimised storage, higher robotic payload and integrated scheduling for more part families.
- 12 pallet storage positions
- Handling capacity up to 500 kg
- Handling speed 800 mm/s
- Repeat accuracy <0.005 mm
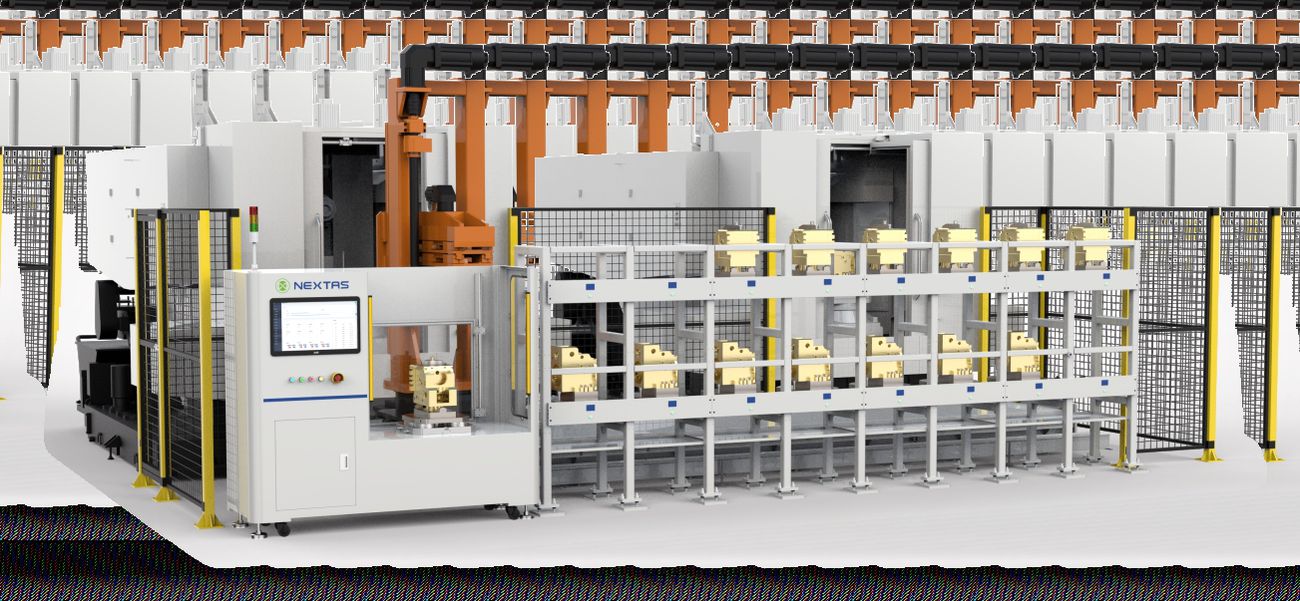
NTS-VS2 Automation Unit
Two-machine collaboration concept with six-axis robot, intelligent control and compact storage for mass-customised production.
- 16 pallet storage positions
- Six-axis industrial robot handling
- Gripper payload up to 120 kg
- Repeat accuracy <0.005 mm
Catalogue hardware reference
These brochure parameters help buyers understand the practical hardware envelope before discussing robot brand, software or line-level coordination.
| Reference format | Catalogue hardware notes | What buyers should understand |
|---|---|---|
| Vertical magazine automation unit | 6-axis manipulator, optional brand, max payload 20 kg, working radius 1500 mm, two-position jaws, repeatability ±0.02 mm, part up to 15 kg and <200 mm. | Strong first-cell option when the project starts with compact conveyors and one-to-two machine coordination. |
| Vertical magazine shelf logic | Smart shelves up to 45 positions with infrared / RFID error-proofing and magnetic-lock silo doors. | Useful when collision prevention, part traceability and compact buffering matter from the start. |
| Rotary storage unit | Smart shelves up to 180 positions with infrared / RFID error-proofing and magnetic-lock doors. | Best choice when dense storage is the real bottleneck rather than just robot movement. |
| Gantry automation unit | Highlights 24h tray feeding, servo drive + precision reducer and PLC + touchscreen control. | Indicates a layout built for longer transfer reaches, stable handling and easier line extension. |
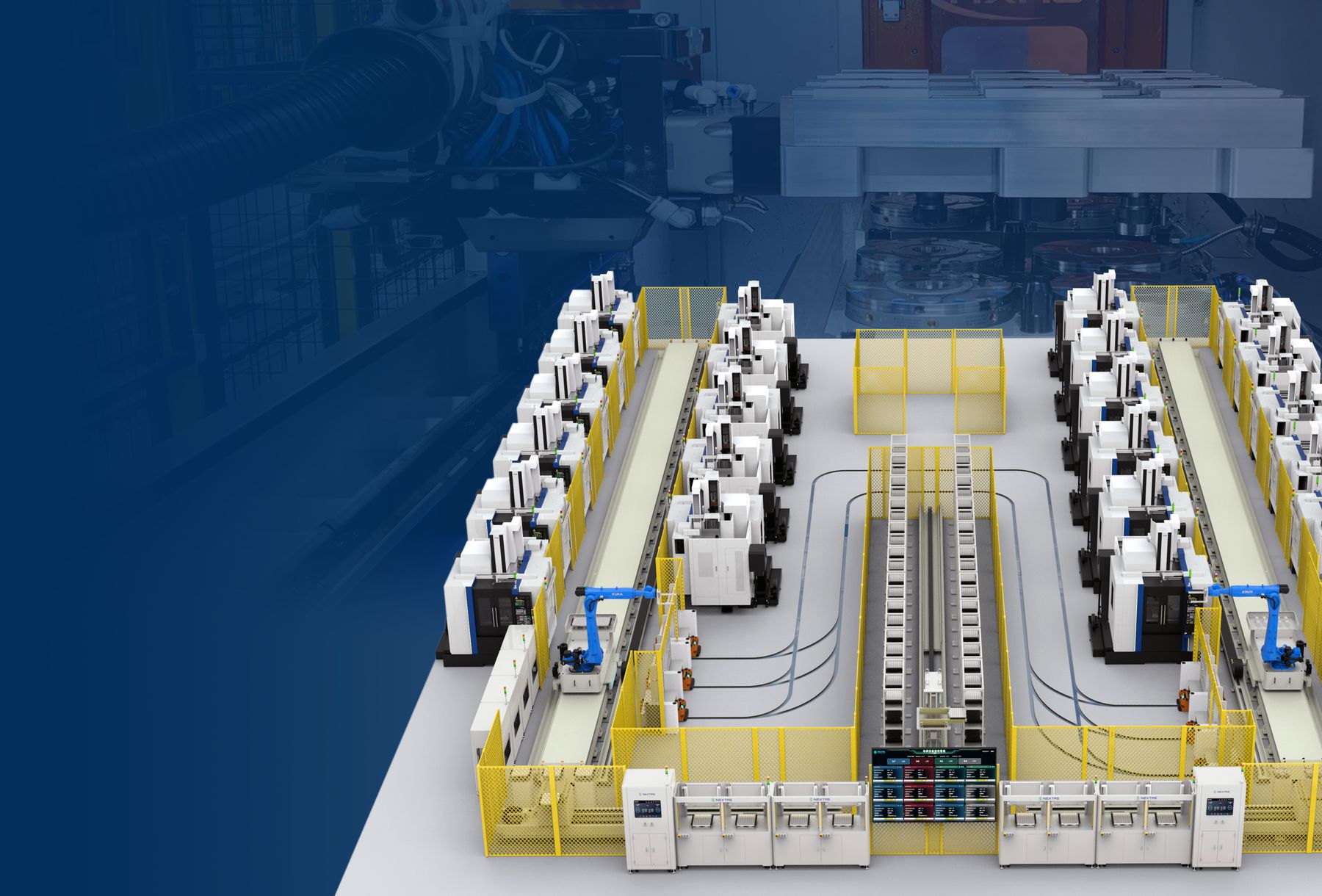
From Standalone Cell to FMS-Ready Coordination
The brochure positions the automation series as far more than a loader. It combines presentation dashboards, intelligent scheduling, equipment collaboration and industrial communication planning so that cell data can feed into MES, reporting and traceability flows.
Four planning layers
- Presentation layer: digital-twin dashboard, mobile dashboard and report centre.
- Decision layer: APS scheduling, load balancing, path optimisation and exception handling.
- Execution layer: robot control, AGV dispatch, machining module and storage module.
- Industrial layer: OPC UA, Profinet, EtherCAT and Modbus for integration planning.
Features often requested in projects
Integrated scheduling: dynamic scheduling, real-time optimisation and adaptive adjustment for job-mix changes.
Traceability: part, fixture and tool status can be linked to storage positions and production orders.
Lights-out orientation: pallet buffering, confirmable load states and coordinated material flow reduce manual intervention.
Scalable architecture: start from one machine or cell, then expand towards host computer control, central storage or AGV logic.
Deployment path by project stage
The most reliable automation projects define the deployment path and standardise the datum, pallets and scheduling rules at the same time, so that future expansion does not force a second rebuild.
Single-cell quick win
Optimal when the first goal is more spindle uptime on a critical machine without rebuilding the entire shop.
Standardise first: zero-point interface, pallet dimensions and target lights-out hours.
One-to-two loading unit
Practical next step when two machines can share a loading resource and part families remain manageable.
Standardise first: fixture orientation, gripper logic and offline loading sequence.
Mixed one-to-three cell
Best suited when three machines must share pallet logic while maintaining control over different parts, programs and takt assumptions.
Standardise first: pallet family rules, scheduling priority and exception handling.
Line-level FMS coordination
Choose this path when storage control, machine loading, inspection flow and production data all need to run on a single coordinated platform.
Standardise first: data ownership, traceability checkpoints and material flow rules.
Where the Automation Series Fits Best
These project orientations match well with the applications shown in the brochure.
Loading units for one to two machines
Ideal for shops that want a concrete first step towards unmanned loading without rebuilding the entire line.
Mixed production cells for one to three machines
Useful when multiple machines need to share standard pallet / fixture logic while separating part families.
Host-computer-driven flexible lines
Suited for factories needing centralised planning, full traceability and coordinated data between storage, machining and inspection.
Mass-customised production
A strong direction for shops with many variants, small batches and limited floor space.
Automation building blocks
What's inside a working automation cell
Six recurring building blocks across our deployments — pallet storage, robot loaders, conveyors and machine-cell pairings. Pick the ones that fit your floor and skip the ones that don't.

Pallet storage tower
Vertical rack with HMI for stored pallets — the unattended buffer that keeps spindles running between operator interventions.
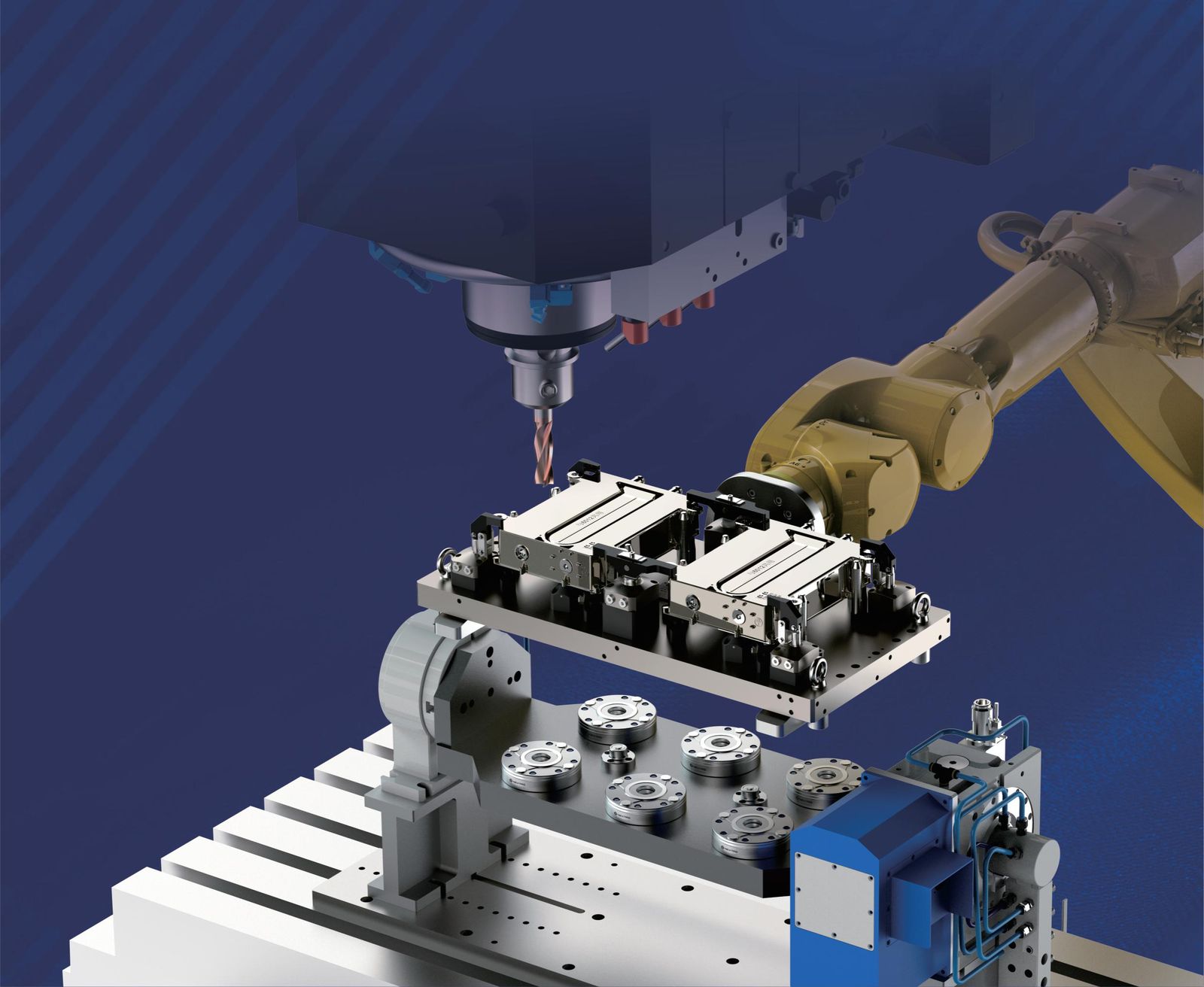
Robot loading station
6-axis arm with a tombstone or pallet pickup. Fast, repeatable, and works with the same datum stack you use offline.

Robot + CNC integration
Robot, control cabinet and CNC delivered as a packaged cell. Pre-wired, pre-validated, ships as one footprint.
Multi-station conveyor
Pallet conveyor with several work positions. Good fit when batch sizes are small but variety is high.
Pallet & robot integration
How pallets and robots show up on the floor
Two views of how pallets and the robot tie into the rest of the floor — overhead pallet shuttle for high-volume lines, and a single-machine + cell pairing for staged rollouts.

Overhead pallet shuttle
Top-mounted shuttle moves pallets across stations without taking floor space. Used when factory layout is already tight.
Machine + cell pairing
Single CNC paired with an adjacent automation cell. Lowest-risk way to phase automation into an existing floor.
What to prepare before discussing an automation project
- Machine model, control brand and current loading method
- Part dimension range, unit weight and pallet / fixture strategy
- Target shift organisation, lights-out hours and required takt stability
- Required connection level with MES, ERP, tool management or traceability
- Available floor space, safety perimeter and buffer / storage needs
- Expected ROI target: labour reduction, uptime gain, capacity increase or traceability
- Preferred first phase: compact cell, pallet flow, robotic handling or full FMS roadmap
- Datum or zero-point standard already used in the shop
Frequently Asked Questions
Is the Automation Series only for large factories ?
No. The brochure logic starts with compact units and scales towards broader FMS concepts. Small and medium-sized shops can therefore progress step by step based on their budget and part mix.
Can the system connect to MES, ERP or warehouse software?
Yes. The planning orientation includes dashboards, scheduling logic, industrial communication and links to higher-level software such as MES or other production data systems.
What is the best first step if we still work mostly manually today?
Most manufacturers start by standardising pallets, fixtures and loading flow around one or two machines. This creates a safer path towards broader automation later.
What is the typical lead time from confirmed PO to shipment?
Standard NTS-V4 / V12 / VS2 automation cells ship in roughly 15–25 days after purchase-order confirmation. Custom pallet counts, robot-arm changes, or non-standard machine interfaces add 1–2 weeks for fabrication and FAT. Committed lead time is confirmed in writing once the cell layout and machine list are locked.
What inspection and quality documentation ships with each automation series?
Each cell ships with a factory acceptance test (FAT) report covering pallet repeatability, robot cycle timing, machine handshake (M-code or OPC UA), and dry-run cycle logs. Material certificates for structural assemblies, electrical schematics, and the written warranty are available on request at order time.
Related Products
Automatic Pallet Changer
Use when the first automation goal is faster pallet exchange and more spindle time.
Zero-Point Systems
A solid foundation for standardised datum transfer between manual and automated stations.
Pneumatic Zero-Point Plate
Recommended when the automation project also requires robot-compatible clamp confirmation and fast changeovers.
Need project support?
Let’s discuss your workholding or automation project
Send your machine list, current setup method and production target. We will help determine whether the best first step is a compact unit, a pallet concept or a broader FMS orientation.