SCHUNK VERO-S Alternative: A Zero-Point System Buyer's Comparison
If you are searching for a SCHUNK VERO-S alternative, you are probably not shopping for a generic quick-change plate. You are trying to decide whether another zero-point system can support the same business goal: faster fixture swaps, stable datum transfer and less machine idle time without turning compatibility into a risk.
What buyers usually mean by a VERO-S alternative
Most buyers who ask for a VERO-S alternative are not asking for a copy. They usually want a second-source route for a zero-point receiver system, a lower project cost, a shorter lead time, a custom pallet layout, or a supplier that can review the machine table and fixture stack directly. That is a practical purchasing question, not a brand question.
The important distinction is that a receiver-module system is different from a finished zero-point plate. A finished plate may solve a vise or pallet changeover problem when the bolt pattern and grid are already known. A receiver-module system sits deeper in the process. It involves receiver size, pull studs, air routing, sensor feedback, subplate machining, pallet thickness and sometimes robot or FMS logic. If those details are wrong, the system may clamp but still fail the production requirement.
A useful comparison should therefore start with the work cell. Is the system going onto a VMC table, HMC tombstone, 5-axis trunnion, pallet changer, inspection station or robot-loaded cell? Will pallets move between machines? Is the goal manual quick-change, pneumatic release, clamp confirmation, or a full unattended process? Those answers decide which alternative is worth quoting. If the team is still deciding between dovetail fixtures, self-centering vises and zero-point systems, start with the CNC workholding selection guide before narrowing the supplier comparison.
Start with the interface, not the catalog resemblance
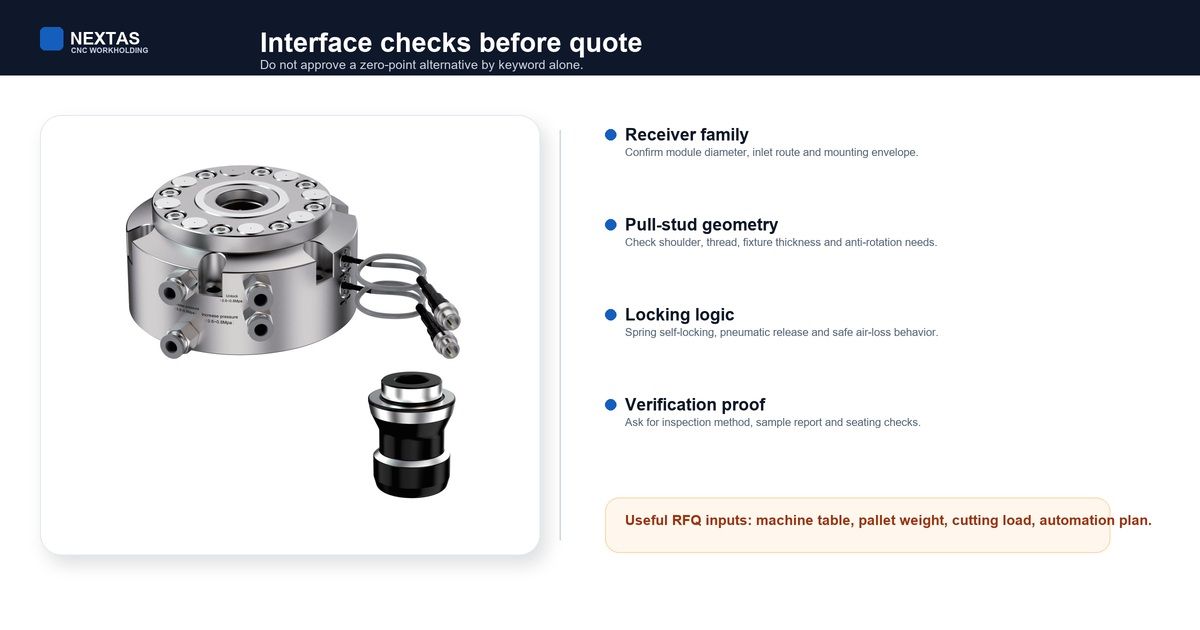
Zero-point systems work because a fixture returns to a defined datum. Visual similarity does not prove that datum. Before comparing price, ask the supplier to identify the receiver family, module diameter, locating geometry, pull-stud style, release method, inlet direction and mounting pattern. If the answer is vague, you do not yet have a comparison.
For retrofit work, the safest path is to send drawings or measured photos of the current fixture base and pallet underside. The supplier needs to see the stud location, fixture thickness, clearance around bolts, coolant exposure and where air lines or sensors can exit. A small detail such as blocked side access, a different Z height, or a pull stud that interferes with the pallet structure can turn a simple sourcing project into a redesign.
On NEXTAS zero-point projects, the buying route often starts with MFG zero-point receiver modules when the customer is designing a subplate, pallet or automation carrier. If the buyer wants a finished base plate for vises or pallets, the zero-point clamping plate route may be more direct. Keeping those two routes separate avoids confusion in the RFQ.
Receiver size and pull-stud questions to settle early
Receiver size is not only a space question. It affects load capacity, pallet stiffness, fixture footprint, cleaning access and how the system behaves during roughing. NEXTAS zero-point system product data lists module sizes such as 85, 120, 160 and 195 mm, with configuration-specific repeatability up to ≤0.003 mm. The right size still depends on the pallet, fixture weight, cutter load and how many receivers share the load.
| Decision point | Why it matters | What to send |
|---|---|---|
| Receiver diameter | Controls load class, footprint and stiffness. | Pallet size, fixture weight, operation type and cutting load. |
| Pull-stud geometry | The stud is the precision interface; a near-match is not enough. | Stud drawing, thread, shoulder, fixture thickness and underside photos. |
| Mounting layout | Determines whether the subplate bolts cleanly to your machine table. | T-slot or bolt pattern, table drawing, rotary table model and clearance limits. |
| Air inlet direction | Side and bottom inlet layouts fit different machines and guards. | Air routing preference, hose clearance and whether through-table routing is possible. |
| Clamp confirmation | Automation needs status feedback before cycle start. | PLC or robot requirements, sensor preference and fail-safe logic. |
Pull studs deserve special attention. They are small compared with a pallet, but they carry the repeatability conversation. Ask how the stud is ground, how the locating shoulder is controlled, whether anti-rotation is needed, and how spare studs are supplied later. If your fixture library will grow, standardize the stud and receiver logic before buying the first batch.
Repeatability proof is more than a number
A repeatability claim is useful only when the test condition is clear. Ask where the value is measured: at the receiver, at the pull stud, on a pallet, or at a part datum. Ask how many cycles were checked, whether the system was loaded, and what cleaning condition applied. The supplier should be able to explain the inspection method rather than only quote a brochure number.
This matters because production introduces chips, coolant, operator handling, thermal change and fixture weight. A clean receiver on a bench is not the same as a pallet that has run a full shift in a wet machining center. A good buying specification should include repeatability, seating cleanliness, maintenance routine and what evidence ships with the order.
Do not confuse positioning repeatability with finished-part accuracy. A zero-point system can return the fixture to a stable datum, but the part result still depends on fixture rigidity, part support, tool load, jaw or nest design, and probing strategy. Treat the zero-point system as the datum foundation. It cannot fix a weak fixture above it.
Manual, pneumatic or sensor-ready?
The right actuation choice depends on workflow. Manual operation can be the best first step when changeovers are lower frequency and an operator is always present. Pneumatic release makes sense when the cell changes fixtures often, when the pallet is heavier, or when a repeatable release sequence is worth more than the extra plumbing. Sensor-ready modules matter when a robot, pallet pool or PLC must confirm clamp status before the machine starts.

NEXTAS zero-point system data describes a fail-safe spring self-locking structure with pneumatic release, commonly using around 6 bar air pressure depending on configuration. For automation, ask about air quality, filtration, unlock pressure, clamp or unclamp confirmation, cleaning air, manual override and what happens if air pressure drops. These details are not optional in unattended cells.
For a manual shop, the same questions can be scaled down. You may not need sensor feedback today, but you may still want a layout that can accept feedback later. Leaving room for air and sensor routing is often cheaper during the first subplate design than after the cell is installed.
When an alternative is a sensible buy
A zero-point system alternative is sensible when you can define the interface and the supplier can support the engineering review. Good reasons include needing a custom receiver spacing, adding extra pallets to an existing process, building a second-source supply chain, matching a robot or FMS layout, reducing total system cost, or getting faster support for drawings and inspection documentation.
It is not sensible when the only plan is to order something that sounds compatible. If the current process depends on a specific interface, you need drawings and acceptance criteria before changing hardware. If the cell is already validated for a regulated or high-risk part, include your quality team early. If pallets move between machining, inspection and storage, confirm the full datum chain rather than checking only the machine table.
Use a pilot if the risk is not clear. One machine, one pallet style and one repeated setup can prove whether the receiver, stud, air routing and cleaning routine work in your shop. Once the team trusts the datum, expanding to more pallets or machines is a much safer decision.
Cost and RFQ inputs that speed the quote
Price depends on receiver count, module size, pull-stud quantity, subplate machining, sensor options, inspection documents, spare parts and shipping. Two quotes can look different because they include different scope, not because one supplier is simply expensive. Normalize the quote by line item before choosing.
For a fast NEXTAS review, send the machine model, table drawing, pallet or fixture CAD, total fixture weight, workpiece material, cutting load, current receiver or stud details, air supply, target repeatability, automation level, expected quantity and required documents. If you are replacing or supplementing an existing process, send photos from the top and underside of the fixture. A short phone video showing how the current pallet is loaded can also prevent misunderstanding.
For broader decision work, use the zero-point clamping system selection guide to define repeatability and pull-down force, and the workholding quote guide to prepare a complete RFQ package. If you are still comparing supplier capability, the zero-point supplier checklist is the right companion article.
Where NEXTAS fits in the comparison
NEXTAS is a practical route when the buyer needs a zero-point receiver system configured around a real pallet, fixture or automation plan. The relevant conversation is not whether a part name sounds similar. It is whether the receiver size, pull-stud geometry, air routing, locking method, inspection proof and support package fit your machine and production target.
If you want an alternative quote, send the current interface details and the outcome you want: a second source, a custom layout, shorter lead time, automation-ready confirmation, a lower total project cost, or support for new pallets. That context lets engineering propose a system rather than just a part number.
The best VERO-S alternative is the one your team can validate. It preserves the datum, gives operators a clear process, provides documentation purchasing and QA can review, and leaves room for future pallets or automation. Start with the interface facts, then compare price.
Need a zero-point system alternative quote?
Send your machine table, fixture or pallet CAD, pull-stud details, target repeatability and automation plan. NEXTAS can review receiver size, air routing and quote-ready system scope.
Request Engineering Review →FAQ
Is NEXTAS affiliated with SCHUNK or VERO-S?
No. NEXTAS is not affiliated with, endorsed by, or sponsored by SCHUNK or the VERO-S brand. This guide uses the term only as buyer search language for comparing alternative zero-point clamping system options.
Can a VERO-S-style process be replaced without redesigning fixtures?
Sometimes, but never assume a drop-in replacement. Confirm receiver size, pull-stud geometry, mounting pattern, pallet thickness, air routing, unlock pressure, clamp status feedback and machine envelope before approving any change.
What specifications should I send for a fast quote?
Send the machine table drawing, pallet or fixture CAD, fixture weight, cutting load, current pull-stud or receiver details, required repeatability, air supply, automation plan, inspection requirements and current setup photos.
What repeatability target should I ask for?
Ask for repeatability at the receiver and pull-stud interface, how it is measured, and what condition applies. NEXTAS receiver modules list a repeatability class up to ≤0.003 mm depending on configuration, but the full fixture stack still needs review.
Should I choose manual, pneumatic or sensor-ready modules?
Use manual operation for lower-frequency changeovers, pneumatic release for frequent pallet or fixture swaps, and sensor-ready modules when a robot, FMS or PLC must confirm clamp status before the next cycle.